TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025066614
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023176348
出願日
2023-10-11
発明の名称
パンチング加工装置
出願人
株式会社トラバース
代理人
個人
主分類
B21D
28/28 20060101AFI20250416BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
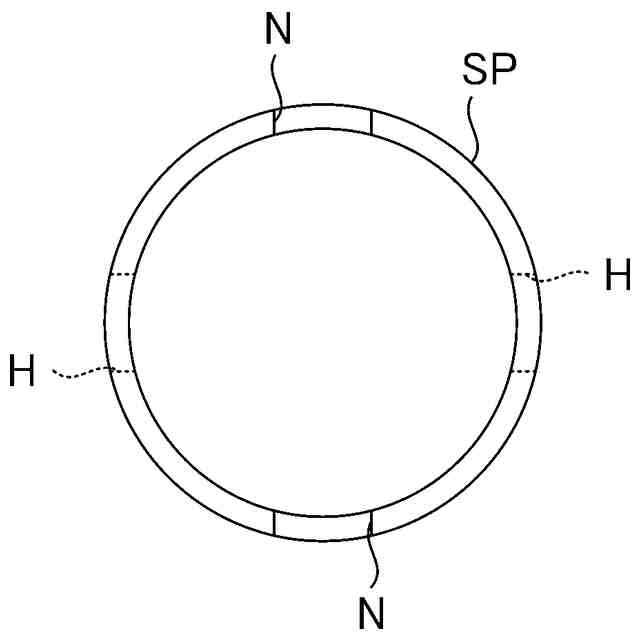
【課題】金属管にバリが生じた場合であっても加工後の金属管を取り外すことができる金属管のパンチング加工装置を提供する。
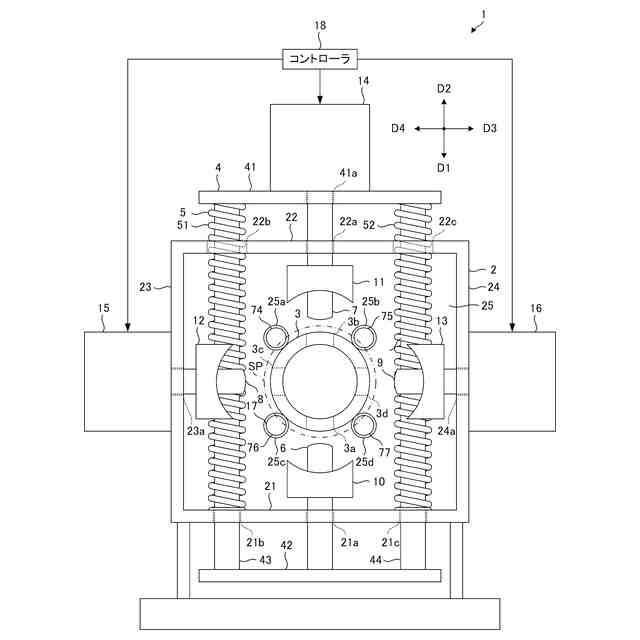
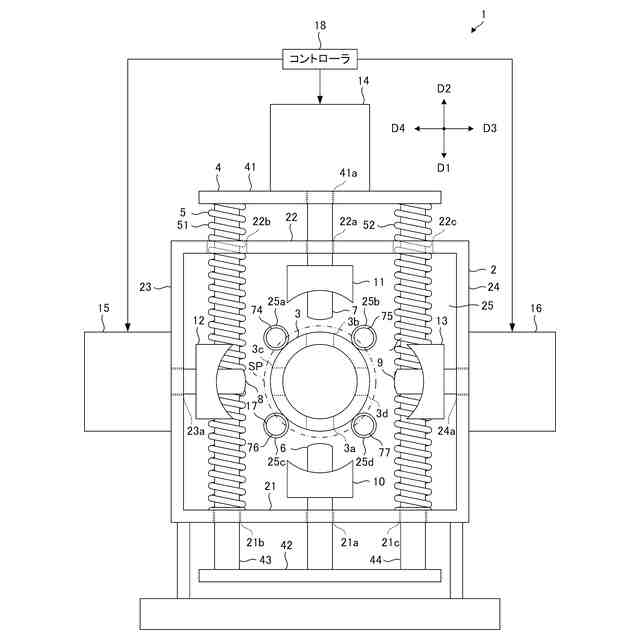
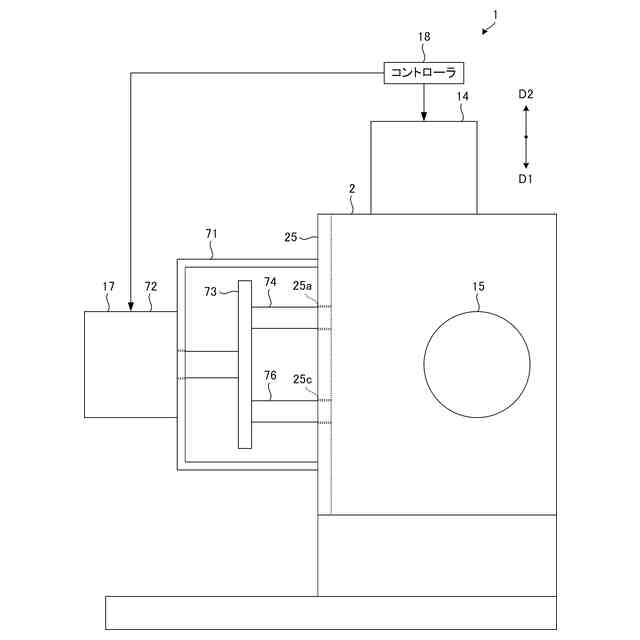
【解決手段】パンチング加工装置1は、金属管SPに複数の孔又は切欠きを成形する装置である。このパンチング加工装置1は、金属管SPが被せられて当該金属管SPを内側から支持する筒状の支持金具3と、支持金具3が支持している金属管SPを打ち抜く複数のポンチ6,7,8,9と、支持金具3が支持している金属管SPを支持金具3から押し出す押出し機構17と、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
金属管に複数の孔又は切欠きを成形するパンチング加工装置であって、
前記金属管が被せられて該金属管を内側から支持する筒状の支持金具と、
前記支持金具が支持している前記金属管を打ち抜く複数のポンチと、
前記支持金具が支持している前記金属管を前記支持金具から押し出す押出し機構と、を備えていることを特徴とする
パンチング加工装置。
続きを表示(約 880 文字)
【請求項2】
前記複数のポンチとして、互いに先端が対向する対のポンチを二組備えていることを特徴とする
請求項1に記載のパンチング加工装置。
【請求項3】
二組の前記対のポンチは、一方の組の対のポンチの前記金属管を打ち抜く第1方向及び該第1方向の反対の第2方向が、他方の組の対のポンチの前記金属管を打ち抜く第3方向及び該第3方向の反対の第4方向と直交するように配置されていることを特徴とする
請求項2に記載のパンチング加工装置。
【請求項4】
前記支持金具が固定されている筐体と、
前記一方の組の対のポンチの一方が固定され、該一方の組の対のポンチの一方と共に前記筐体に対して前記第1方向及び前記第2方向にスライド移動可能な枠体と、
前記枠体のスライド移動を力で制限する付勢手段と、
前記枠体に固定され、該枠体に対して、前記一方の組の対のポンチの他方を前記第1方向へ伸長させ、前記第2方向へ収縮させる第1伸縮機構と、
前記一方の組の対のポンチの他方に固定され、該一方の組の対のポンチの他方が前記第1方向へ伸長して前記金属管を打ち抜いた後に該金属管に突き当たるストッパーと、を備え、
前記ストッパーが前記金属管に突き当たった後に前記一方の組の対のポンチの他方が前記第1方向へ伸長することで、前記付勢手段の力に抗して前記第1伸縮機構と共に前記枠体が前記第2方向にスライド移動し、前記一方の組の対のポンチの一方が前記金属管を打ち抜くことを特徴とする
請求項3に記載のパンチング加工装置。
【請求項5】
前記筐体に固定され、該筐体に対して、前記他方の組の対のポンチの一方を前記第3方向へ伸長させ、前記第4方向へ収縮させる第2伸縮機構と、
前記筐体に固定され、該筐体に対して、前記他方の組の対のポンチの他方を前記第4方向へ伸長させ、前記第3方向へ収縮させる第3伸縮機構と、を備えていることを特徴とする
請求項4に記載のパンチング加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パンチング加工装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、被加工パイプの軸心と直交方向に往復作動可能な第1ポンチと、第1ポンチに先端面部が向かい合うように対面に配置された固定の第2ポンチと、第1ポンチと第2ポンチの間に配設されて被加工パイプの内部に挿入され該被加工パイプの位置決め可能な受け金具と、を備えているパイプ加工装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第4562724号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このようなパイプ加工装置(パンチング加工装置)では、第1ポンチ及び第2ポンチで被加工パイプ(金属管)を打ち抜いた場合、被加工パイプに生じたバリが受け金具に引っ掛かり、被加工パイプが受け金具から取り外すことができないおそれがあった。
【0005】
本発明は、上記課題を鑑みてなされたものであり、金属管にバリが生じた場合であっても加工後の金属管を取り外すことができるパンチング加工装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)本発明は、金属管(例えば、後述する金属管SP)に複数の孔(例えば、後述する孔H)又は切欠き(例えば、後述する切欠きN)を成形するパンチング加工装置(例えば、後述するパンチング加工装置1)であって、前記金属管が被せられて該金属管を内側から支持する筒状の支持金具(例えば、後述する支持金具3)と、前記支持金具が支持している前記金属管を打ち抜く複数のポンチ(例えば、後述するポンチ6,7,8,9)と、前記支持金具が支持している前記金属管を前記支持金具から押し出す押出し機構(例えば、後述する押出し機構17)と、を備えていることを特徴とするパンチング加工装置である。
【0007】
(2)本発明はまた、前記複数のポンチとして、互いに先端が対向する対のポンチを二組備えていることを特徴とする上記(1)に記載のパンチング加工装置である。
【0008】
(3)本発明はまた、二組の前記対のポンチは、一方の組の対のポンチの前記金属管を打ち抜く第1方向(例えば、後述する第1方向D1)及び該第1方向の反対の第2方向(例えば、後述する第2方向D2)が、他方の組の対のポンチの前記金属管を打ち抜く第3方向(例えば、後述する第3方向D3)及び該第3方向の反対の第4方向(例えば、後述する第4方向D4)と直交するように配置されていることを特徴とする上記(2)に記載のパンチング加工装置である。
【0009】
(4)本発明はまた、前記支持金具が固定されている筐体(例えば、後述する筐体2)と、前記一方の組の対のポンチの一方(例えば、後述するポンチ6)が固定され、該一方の組の対のポンチの一方と共に前記筐体に対して前記第1方向及び前記第2方向にスライド移動可能な枠体(例えば、後述する枠体4)と、前記枠体のスライド移動を力で制限する付勢手段(例えば、後述する付勢手段5)と、前記枠体に固定され、該枠体に対して、前記一方の組の対のポンチの他方(例えば、後述するポンチ7)を前記第1方向へ伸長させ、前記第2方向へ収縮させる第1伸縮機構(例えば、後述する第1伸縮機構14)と、前記一方の組の対のポンチの他方に固定され、該一方の組の対のポンチの他方が前記第1方向へ伸長して前記金属管を打ち抜いた後に該金属管に突き当たるストッパー(例えば、後述するストッパー11)と、を備え、前記ストッパーが前記金属管に突き当たった後に前記一方の組の対のポンチの他方が前記第1方向へ伸長することで、前記付勢手段の力に抗して前記第1伸縮機構と共に前記枠体が前記第2方向にスライド移動し、前記一方の組の対のポンチの一方が前記金属管を打ち抜くことを特徴とする上記(3)に記載のパンチング加工装置である。
【0010】
(5)本発明はまた、前記筐体に固定され、該筐体に対して、前記他方の組の対のポンチの一方(例えば、後述するポンチ8)を前記第3方向へ伸長させ、前記第4方向へ収縮させる第2伸縮機構(例えば、後述する第2伸縮機構15)と、前記筐体に固定され、該筐体に対して、前記他方の組の対のポンチの他方(例えば、後述するポンチ9)を前記第4方向へ伸長させ、前記第3方向へ収縮させる第3伸縮機構(例えば、後述する第3伸縮機構16)と、を備えていることを特徴とする上記(4)に記載のパンチング加工装置である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
16日前
個人
ヘッダー加工機
5か月前
株式会社オプトン
曲げ加工装置
8か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
8か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社アマダ
曲げ金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
7か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社トラバース
パンチング加工装置
7か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社アマダ
曲げ加工機
8か月前
株式会社TMEIC
監視装置
7か月前
日鉄建材株式会社
成形装置
1か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
フジテック株式会社
金属棒曲げ工具
1か月前
株式会社吉野機械製作所
プレス機械
5か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
株式会社不二越
転造加工用平ダイス
8か月前
ユニプレス株式会社
プレス加工装置
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
加藤軽金属工業株式会社
押出材の加工装置
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































