TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001606
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023101287
出願日
2023-06-20
発明の名称
熱間鍛造用金型
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B21J
13/02 20060101AFI20241225BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 熱間鍛造用の金型であって、成形後のワークを金型から容易に離型させるための離型剤を金型の内面に適用した場合に離型剤の封入による欠肉を回避しつつ、バリの発生もない金型を提供する
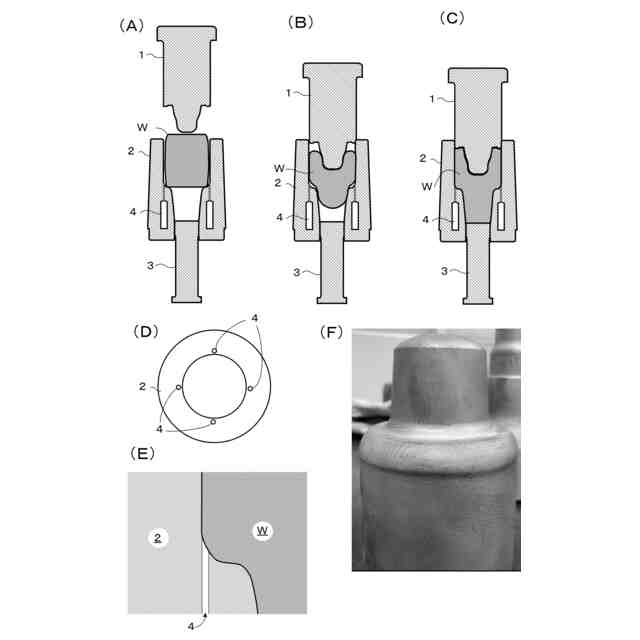
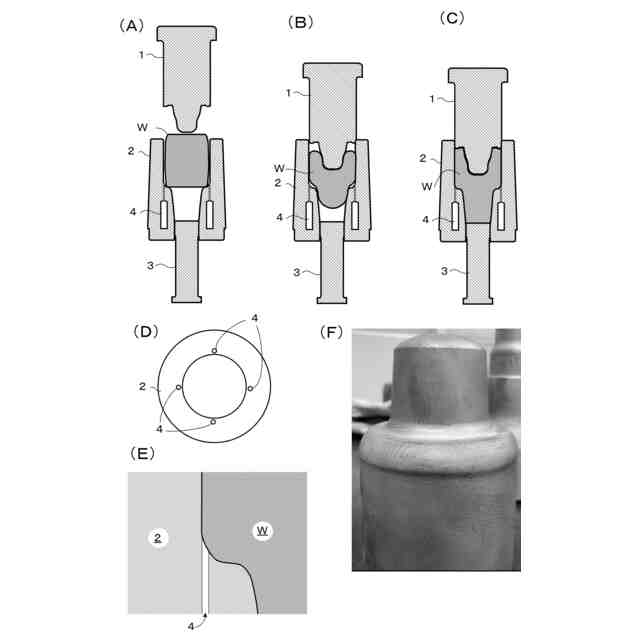
【解決手段】 熱間鍛造用の金型2は、ワークWの接する内面に金型の外まで貫通していない孔4が設けられている。ワークの熱間鍛造成形の工程中に、金型の内面に噴霧又は塗布された液体の離型剤は、ワークの熱で気化すると、孔4に進入するところ、孔の内圧が上がるため、孔内へのワークの流入が阻止される。孔4は、袋状に形成されてよい。
【選択図】 図1
特許請求の範囲
【請求項1】
熱間鍛造用の金型であって、ワークの接する内面に前記金型の外まで貫通していない孔が設けられている金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間鍛造加工に於いて用いられる金型(ダイス)の構成に係り、より詳細には、熱間鍛造工程に於いて、ワーク(被鍛造品)を金型から容易に離型させるための離型剤を金型の内表面に適用する場合に、ワークと金型の間に離型剤が封入されることを回避するためのガス抜き孔が形成された金型に係る。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
熱間鍛造加工に於いては、成形後のワークの表面にバリや欠肉が生ずる場合があるので、そのようなワークの表面のバリや欠肉を防止するための技術が種々提案されている。例えば、特許文献1では、下金型と上金型との間に荒地(ワーク)を据え込み鍛造する場合に、下金型と上金型の隙間に荒地が流入してバリが発生することを回避するべく、上金型の荒地との接触面の縁にポケットを設け、荒地がポケットに進入したときに冷却されて硬化することで、下金型と上金型の隙間への荒地の流入を防止することが記載されている。特許文献2には、複雑な金型形状であっても成形孔内に閉じ込められたガスをスムーズに逃がし、欠肉の発生を抑えるべく、成形時に鍛造金型の成形孔内に閉じ込められたガスを排出するためのガス抜き通路を設けることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-213364
特開2012-232347
【発明の概要】
【発明が解決しようとする課題】
【0004】
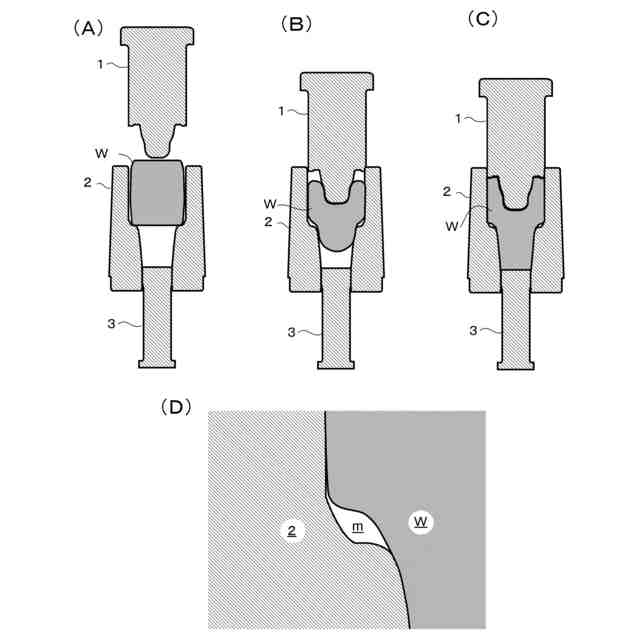
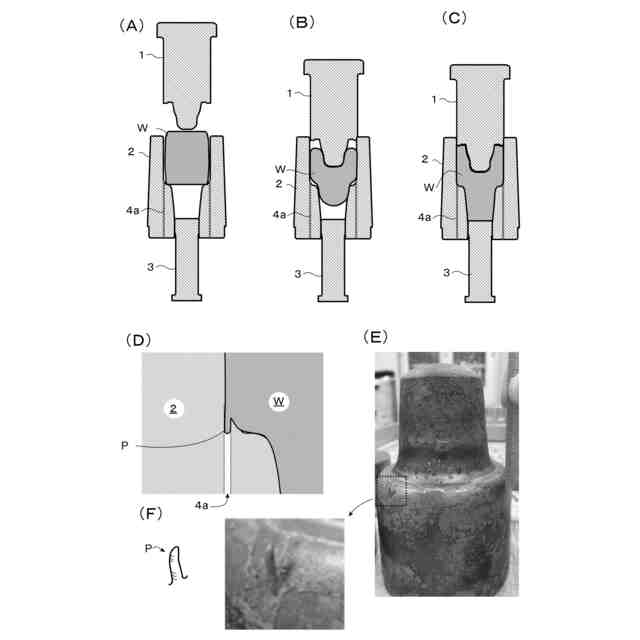
ところで、熱間鍛造加工に於いては、金型内でのワークの鍛造成形の後に、ワークを金型から容易に離型し易くするために、金型の内表面に離型剤が噴射又は塗布により適用される。かかる離型剤は、鍛造成形時にワークと金型との間に閉じ込められ、封入された状態となると、気化して膨張し、そうすると、ワークが金型の内面に当接しない部分が出来て、金型の形状がワークへ適切に転写されずに欠肉が生ずる場合がある。この対策として、離型剤のガスを金型内面から抜くために、金型内面に於いて、金型内面から外部へ貫通するガス抜き孔をいくつか設けられるが、その場合、後に説明される如く、かかるガス抜き孔へワークの材料が流入してしまい、その部分がバリとなってしまうことがある。
【0005】
そこで、更に、本発明者が、成形後のワークに於ける欠肉を防ぎつつ、バリの発生も回避できる手法を種々研究したところ、金型内面からガスを抜く孔として、金型の外へ貫通する孔ではなく、閉じた孔、即ち、袋状の孔を形成した金型を用いると、離型剤を用いた熱間鍛造成形に於いて、バリのないワークの成形が達成できることを見出した。この知見は、本発明に於いて利用される。
【0006】
かくして、本発明の主な課題は、熱間鍛造用の金型であって、成形後のワークを金型から容易に離型させるための離型剤を用いた場合に離型剤の封入による欠肉を回避しつつ、バリの発生もない金型を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、上記の課題は、熱間鍛造用の金型であって、ワークの接する内面に前記金型の外まで貫通していない孔が設けられている金型によって達成される。
【0008】
上記の構成に於いて、金型は、任意の形状の熱間鍛造用の金型であってよい。ワークの接する金型の内面に設けられる孔は、上記の如く、気化した離型剤を金型の内側から逃がすためのガス抜き孔であるが、金型の内面にしか開口されておらず、金型の外側まで貫通していない孔である。かかる構成によれば、実施形態の欄にて示されている如く、鍛造成形後のワークに対して型形状が十分に転写され、且つ、ガス抜き孔に於けるバリの発生を抑えることが可能となった。これは、金型の内面にて発生したガスが、孔内へ逃れることで欠肉は発生しないが、孔の他方が閉じているために孔の内圧が高くなり、孔へのワークの材料の流入が発生しなかったためであると考えられる。
【0009】
上記の本発明の構成に於いて、金型の内面に形成される孔は、鍛造成形中にワークと金型内面との間にて密封される空間が形成される部分に適宜設けられてよい。具体的な孔の位置及び数は、実験的に決定することが可能である。
【0010】
また、上記の構成に於いて、金型の内面に形成される孔は、内部に金型内面の開口径よりも大きい径の空間を有する袋状に形成されていてよい。かかる構成により、気化した離型剤を適切に収容しやすくなる。孔内の体積は、実験的に決定されてよい。具体的には、液体が気化したときには、体積が約1700倍となるので、孔内の体積は、金型内面に適用される液体の離型剤の体積の1700倍程度であってよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
25日前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社トラバース
パンチング加工装置
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社TMEIC
監視装置
3か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
曲げ加工機
4か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社吉野機械製作所
プレス機械
1か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
株式会社不二越
転造加工用平ダイス
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
ユニプレス株式会社
プレス加工装置
3日前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
株式会社TMEIC
制御システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
5か月前
株式会社アマダ
プレスブレーキ
6日前
JFEスチール株式会社
熱延鋼板の製造方法
6日前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社エナテック
製品分離システム
4か月前
株式会社TMEIC
誘導加熱装置
1か月前
日本製鉄株式会社
圧延装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































