TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025071509
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2023181727
出願日
2023-10-23
発明の名称
パンチャーヘッド
出願人
株式会社西田製作所
代理人
個人
主分類
B21D
28/34 20060101AFI20250428BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】建築物に取り付けられている状態のレールなどの被加工物に対して穴開けを可能にする流体圧パンチャーのヘッドを提供する。
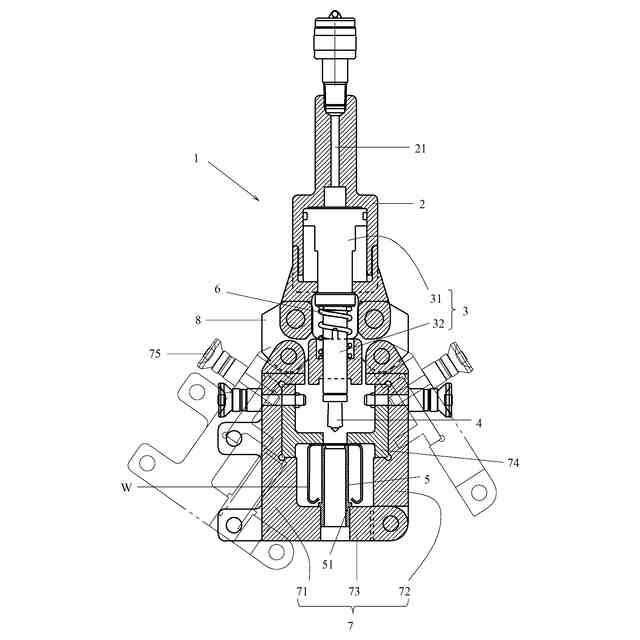
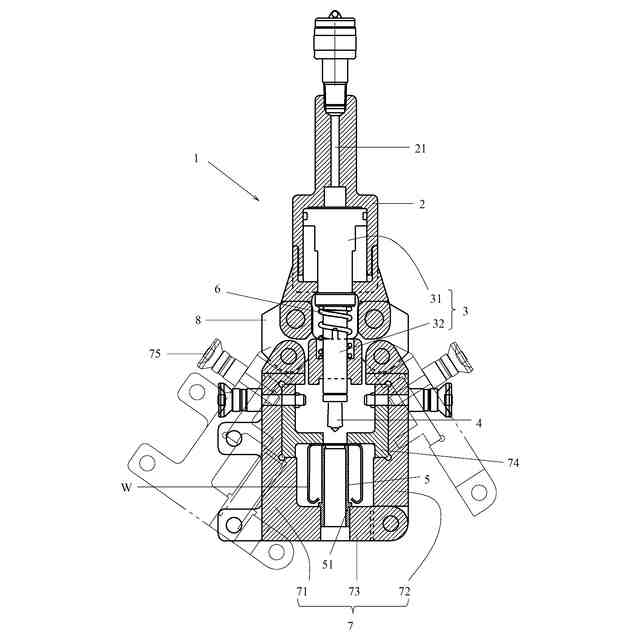
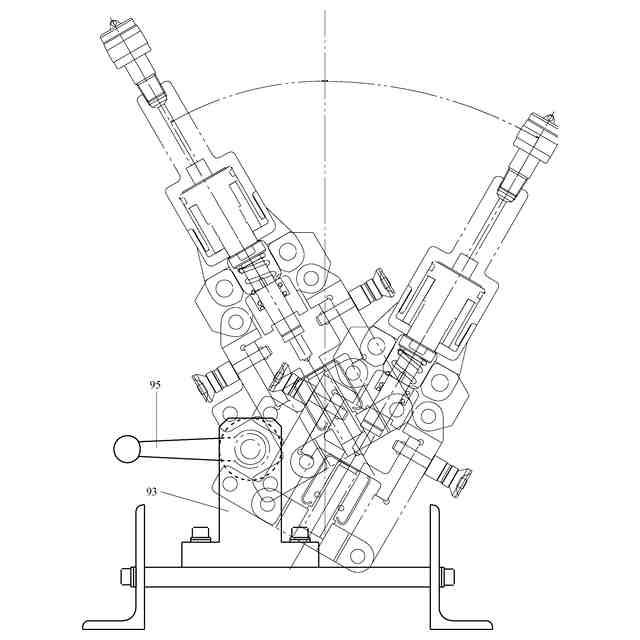
【解決手段】流体圧シリンダー2のラム3の先端に取り付けられたポンチ4と、シリンダー2の出力側端部にダイホルダー7を介してポンチ4と嵌合可能に取り付けられたダイ5とを備え、ポンチ4とダイ5との間に被加工物を配置し、前進するポンチ4とダイ5の剪断力によって前記被加工物に孔を開けるものにおいて、ダイホルダー7が、シリンダー2の軸線を間にして互いに開閉可能にシリンダー2に連結された第一、第二のブラケットと、前記ダイを保持するホルダー部とを備え、ホルダー部が前記第一のブラケットと一体であって第二のブラケットに連結可能であるか、又は両ブラケットに連結可能であることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
流体圧シリンダーのラムの先端に取り付けられたポンチと、前記シリンダーの出力側端部にダイホルダーを介して前記ポンチと嵌合可能に取り付けられたダイとを備え、前記ポンチとダイとの間に被加工物を配置し、前記シリンダーの昇圧に伴って前記ラムとともに前進する前記ポンチとダイの剪断力によって前記被加工物に孔を開け、前記シリンダーのリリースに伴ってリターンスプリングによって前記ポンチを後退させるものにおいて、
前記ダイホルダーが、前記シリンダーの軸線を間にして互いに開閉可能に前記シリンダーに連結された第一、第二のブラケットと、前記ダイを保持するホルダー部とを備え、ホルダー部が前記第一のブラケットと一体であって第二のブラケットに連結可能であるか、又は両ブラケットに連結可能である、
ことを特徴とするパンチャーヘッド。
続きを表示(約 570 文字)
【請求項2】
前記第一、第二のブラケットは、各々自身における前記シリンダー側の端部を中心にして回転可能であることにより、開閉可能とされている、請求項1に記載のパンチャーヘッド。
【請求項3】
前記ホルダー部が前記第一のブラケットと一体であって第二のブラケットに連結可能である、請求項1に記載のパンチャーヘッド。
【請求項4】
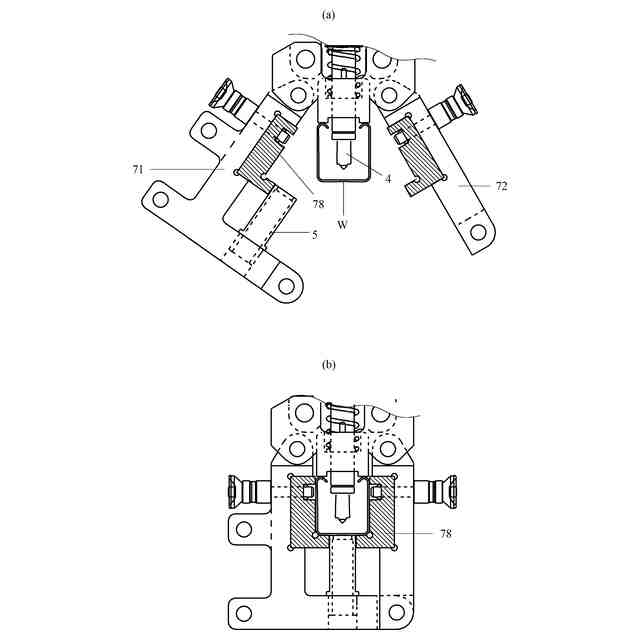
更に、前記ダイに対して前記被加工物を押さえるか、又は前記ダイとともに前記被加工物を支持する一対の治具を、各々前記第一、第二のブラケットの互いに対向する内側面に入れ子式に着脱可能に備える、請求項1に記載のパンチャーヘッド。
【請求項5】
前記シリンダーと前記第一、第二のブラケットとは、前記シリンダーの軸線方向に貫通孔を有する連結具を介して連結され、
前記ラムが前記シリンダー内を往復動しうるピストンと、ピストンの進行に伴って前記ポンチを連れて前記連結具の貫通孔内を進行するプッシュロッドとを有し、
前記リターンスプリングが、前記連結具の貫通孔と前記プッシュロッドとの間隙に配置されている、請求項1に記載のパンチャーヘッド。
【請求項6】
前記被加工物が、ハンガーレール又はレースウェイである、請求項1に記載のパンチャーヘッド。
発明の詳細な説明
【技術分野】
【0001】
この発明は、油圧などの流体圧を駆動源とするパンチャーヘッドに関し、特にハンガーレール、レースウェイなどの穴開けに好適に利用されうる。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
ハンガーレール又はレースウェイ(以下、単に「レール」ともいう。)は、ボルトやねじで天井や鴨居などの建築物に取り付けることにより、扉やカーテンなどを走行可能に吊したり、照明器具を給電可能に取り付けたりするものである。従って、通常は規格化された長さに取り付け前に切断されるとともに、前記ボルトやねじを通す孔が開けられた状態で現場に運ばれる。切断は通常、レールを通すだけの溝孔が形成された受け刃と、同じく溝孔が形成されて受け刃と面対偶の関係にあって移動可能な切り刃とを備えるカッターによって行われる。切断と穴開けとは、カッターと穴開け工具とを近くに配置させて流れ作業で行われることがある。穴開けの工具としては、ドリルと油圧パンチャーとがあり、それぞれ一長一短であり、油圧パンチャーの方が細かな切りくずを生じない、騒音が小さい、などの利点を有する。油圧パンチャーは、雄型であるポンチと雌型であるダイとの間にレールを挿入し、ポンチとダイの嵌合に伴う剪断力によって一気に孔を開けるからである。そして、切断と穴開けとを単独で行うことができる油圧工具も提案されている(特許文献1)。
【0003】
ところで、レールを建築物に取り付けた後に、取り付け強度が不足したり、長年の使用によって前記ボルトやねじが外れたりして、レールの別の位置に孔を開けなければならないことがある。この場合でも従来の油圧パンチャーによってレールに孔を開けるには前記の通り、ポンチとダイの間にレールを挿入する必要上、レールを一旦建築物から取り外さなければならない。
【0004】
また、ハンガーレールにしろレースウェイにしろ通常、中板部と両側壁部とからなる断面視コの字形状を有しているところ、カッターによっては、前記溝孔が下向きコの字形状を有しているものと上向きコの字形状を有しているものがある。そのため、切断と穴開けを前記のように流れ作業で行う場合、レールの姿勢を切断時と穴開け時とで変える必要が無ければそれだけ作業効率が上がる。
【先行技術文献】
【特許文献】
【0005】
特開平8-318423号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、建築物にすでに取り付けられているレールに単に追加の穴を開けるだけのために、レールを取り外していては著しく作業効率に劣る。また、前工程のカッターとレールの姿勢を合わせるために、複数の油圧パンチャーを所有することは作業者に経済的負担を強いることとなる。
それ故、この発明の第一の課題は、建築物に取り付けられている状態のレールなどの被加工物に対して穴開けを可能にする流体圧パンチャーのヘッドを提供することにある。第二の課題は、切断時の被加工物の姿勢の異なる複数のカッターと安価に組み合わせ易い流体圧パンチャーのヘッドを提供することにある。
【課題を解決するための手段】
【0007】
その課題を解決するために、この発明のパンチャーヘッドは、
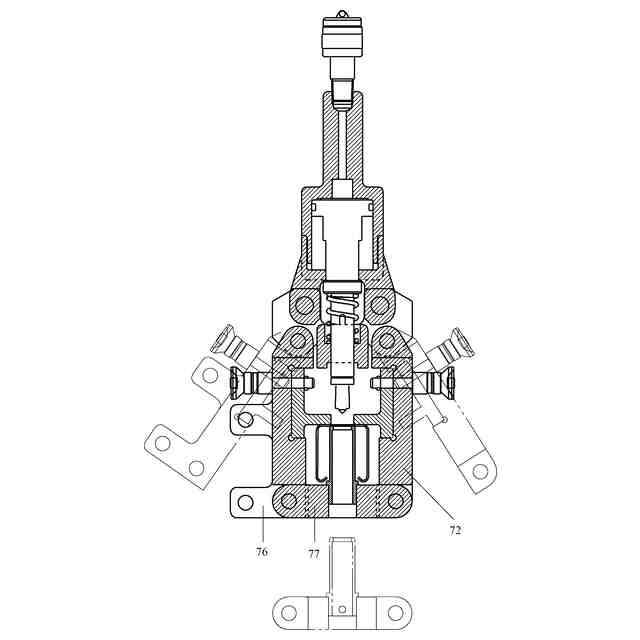
流体圧シリンダーのラムの先端に取り付けられたポンチと、前記シリンダーの出力側端部にダイホルダーを介して前記ポンチと嵌合可能に取り付けられたダイとを備え、前記ポンチとダイとの間に被加工物を配置し、前記シリンダーの昇圧に伴って前記ラムとともに前進する前記ポンチとダイの剪断力によって前記被加工物に孔を開け、前記シリンダーのリリースに伴ってリターンスプリングによって前記ポンチを後退させるものである。
そして、前記ダイホルダーが、前記シリンダーの軸線を間にして互いに開閉可能に前記シリンダーに連結された第一、第二のブラケットと、前記ダイを保持するホルダー部とを備え、ホルダー部が前記第一のブラケットと一体であって第二のブラケットに連結可能であるか、又は両ブラケットに連結可能である、ことを特徴とする。
【0008】
建築物に取り付けられているレールなどの被加工物に対して、このパンチャーヘッドを使用するときは、被加工物を間に配置して第一ブラケットと第二のブラケットとを互いに閉じ、ホルダー部を第二のブラケットと連結する。ホルダー部が第一のブラケットと別体である場合は、第一のブラケットとも連結する。これにてダイがダイホルダーに固定されるとともに、被加工物がダイに支持された状態となる。その後、流体圧シリンダーを昇圧させることにより、ラムに伴われてポンチがダイに向かって前進し、ダイとの剪断力によって被加工物に孔を開ける。続いて流体圧シリンダーをリリースさせることにより、リターンスプリングの復元力でポンチがラムとともに後退する。最後に、ホルダー部と第二のブラケットとの連結を解除する。これにて第一、第二のブラケットを開き、パンチャーヘッドを被加工物から離すことができる。
【0009】
このようにこの発明のパンチャーヘッドを用いれば、被加工物を建築物に取り付けたまま孔開けすることができる。
前記第一、第二のブラケットは、各々自身における前記シリンダー側の端部を中心にして回転可能であることにより、開閉可能とされていれば、簡単な構造で開閉することができてよい。
【0010】
前記ホルダー部は、第一、第二のブラケットの両方に連結可能であるよりも、第一のブラケットとは一体であって第二のブラケットのみに連結可能であるのが好ましい。第一のブラケットに連結する手間が省けるうえ、ホルダー部を失う心配が無いからである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
12日前
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス装置
6か月前
トヨタ紡織株式会社
プレス金型
7か月前
株式会社アマダ
曲げ金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
株式会社西田製作所
パンチャーヘッド
6か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
1か月前
株式会社アマダ
曲げ加工機
8か月前
株式会社TMEIC
監視装置
7か月前
ユニプレス株式会社
プレス加工装置
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
1か月前
株式会社不二越
転造加工用平ダイス
7か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
5か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
株式会社三明製作所
転造装置
2か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社TMEIC
制御システム
5か月前
株式会社TMEIC
誘導加熱装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































