TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025037360
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144246
出願日
2023-09-06
発明の名称
曲げ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/02 20060101AFI20250311BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】可動テーブルの位置決めを安定させ、加工精度の向上を図ることである。
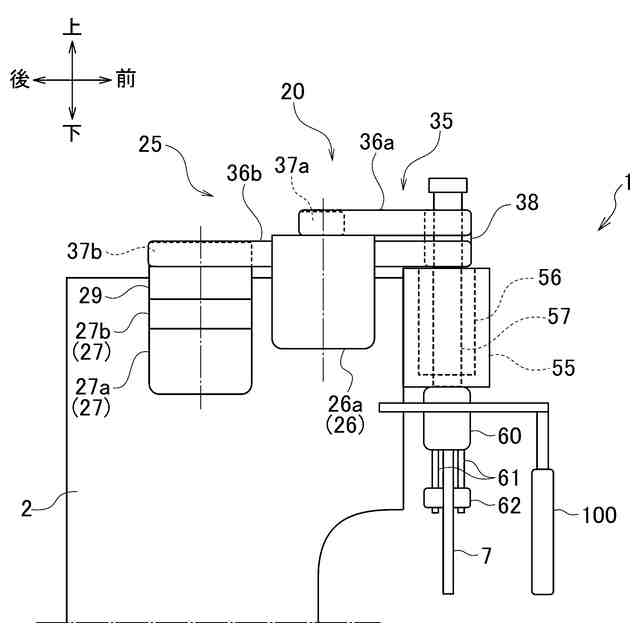
【解決手段】制御装置100は、切り替え可能な動作モードとして、高速モードと、高トルクモードとを有している。高速モードは、クラッチ29によってトルクを遮断した状態で、高速回転で低トルクを出力する高速モータユニット26を駆動することによって、上部テーブル7を移動させる。高トルクモードは、クラッチ29によってトルクを伝達した状態で、低速回転で高トルクを出力する加圧モータユニット27を駆動することによって、上部テーブル7を移動させる。制御装置100は、高トルクモードで上部テーブル7を下方向に移動させる場合に、クラッチ29によってトルクを伝達した状態で、上部テーブル7を下方向に移動させるときの回転方向とは反対方向に高速モータユニット26を駆動させる反転制御を行う。
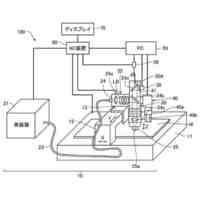
【選択図】図2
特許請求の範囲
【請求項1】
固定テーブルに対して上下方向に対向して配置される可動テーブルと、
トルクを発生させる回転動力ユニットと、
前記回転動力ユニットのトルクによる回転運動を上下方向に沿った直線運動に変換することで、前記可動テーブルを上下方向に移動させる変換機構と、
前記回転動力ユニットを制御することにより、前記固定テーブル及び前記可動テーブルにそれぞれ装着された金型によってワークに曲げ加工を行う制御装置と、を備え、
前記回転動力ユニットは、
高速モータユニットと、
前記高速モータユニットよりも低速回転で高トルクを出力する加圧モータユニットと、
前記高速モータユニットのトルクを前記変換機構に伝達するとともに、前記加圧モータユニットのトルクを前記変換機構に伝達する動力伝達機構と、
前記加圧モータユニットから前記動力伝達機構へのトルクの伝達を遮断可能なクラッチと、を有し、
前記制御装置は、
切り替え可能な動作モードとして、
前記クラッチによってトルクを遮断した状態で前記高速モータユニットを駆動することによって、前記可動テーブルを移動させる高速モードと、
前記クラッチによってトルクを伝達した状態で前記加圧モータユニットを駆動することによって、前記可動テーブルを移動させる高トルクモードと、を有し、
前記高トルクモードで前記可動テーブルを下方向に移動させる場合に、前記クラッチによってトルクを伝達した状態で、前記可動テーブルを下方向に移動させるときの回転方向とは反対方向に前記高速モータユニットを駆動させる反転制御を行う
曲げ加工機。
続きを表示(約 770 文字)
【請求項2】
前記制御装置は、
前記ワークを曲げる負荷が予め定められた閾値よりも低い低負荷曲げの場合に、前記反転制御を行う
請求項1記載の曲げ加工機。
【請求項3】
前記制御装置は、
前記ワークを曲げる負荷が前記閾値以上の高負荷曲げの場合には、前記可動テーブルを下方向に移動させるときの回転方向に前記高速モータユニットを駆動させるアシスト制御を行う
請求項2記載の曲げ加工機。
【請求項4】
前記高速モータユニットは、第1駆動モータを含み、
前記加圧モータユニットは、第2駆動モータと、前記第2駆動モータのトルクを減速して出力する減速機と、を含む
請求項1から3いずれか一項記載の曲げ加工機。
【請求項5】
前記動力伝達機構は、
前記高速モータユニット及び前記加圧モータユニットがそれぞれ連結される駆動プーリと、
前記変換機構に連結された従動プーリと、
前記駆動プーリと前記従動プーリとの間に張られたベルトと、を含み、
前記高速モータユニットは、前記駆動プーリを挟んで前記加圧モータユニットの反対側に同軸上に配置される
請求項1から3いずれか一項記載の曲げ加工機。
【請求項6】
前記動力伝達機構は、
前記高速モータユニットが連結される第1駆動プーリと、
前記加圧モータユニットが連結される第2駆動プーリと、
前記変換機構に連結される従動プーリと、
前記第1駆動プーリと前記従動プーリとの間に張られた第1ベルトと、
前記第2駆動プーリと前記従動プーリとの間に張られた第2ベルトと、を含む
請求項1から3いずれか一項記載の曲げ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工機に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
プレスブレーキは、ダイなどの金型が装着される固定テーブルに対して、パンチなどの金型が装着される可動テーブルを上下方向に移動させることにより、ワークに対して曲げ加工を行う。可動テーブルを駆動するテーブル駆動装置は、回転動力ユニットと、回転動力ユニットのトルクによる回転運動を上下方向に沿った直線運動に変換することで、可動テーブルを上下方向に移動させる変換機構と、を備えている。
【0003】
特許文献1には、モータ本体と、不思議遊星歯車機構を用いた減速機と、モータ本体と減速機との間に設けられたクラッチとを備える可変トルクモータが開示されている。この可変トルクモータは、不思議遊星歯車機構のキャリア及び第ニ内歯車をクラッチのクラッチ作用部によって選択的に固定することで、低速回転で高トルクとなるモードと、高速回転で低トルクとなるモードとを切り替えることができる。
【先行技術文献】
【特許文献】
【0004】
特開2021-136855号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
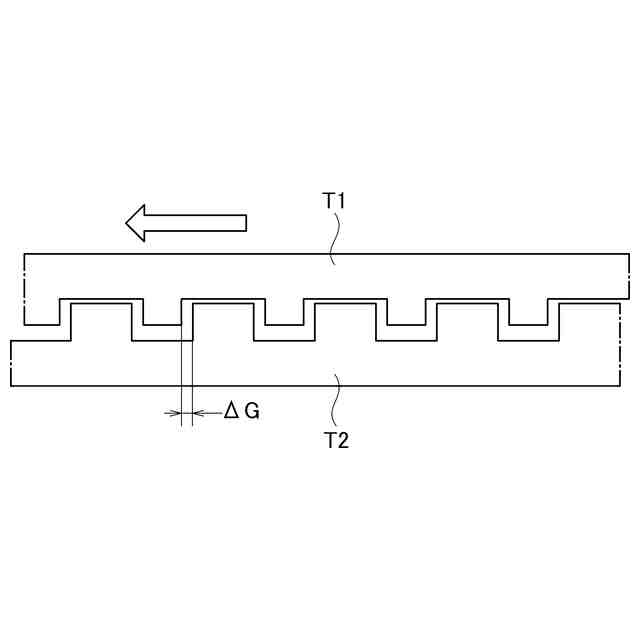
特許文献1のように、歯車などの機械要素によってトルク伝達を行う構造においては、機械要素が滑らかに動作するために、機械要素間に意図的に設けられた隙間が存在する。この隙間によって機械要素が微少移動することで、可動テーブルの位置決めが不安定となり、加工精度が低下してしまうという問題がある。
【課題を解決するための手段】
【0006】
本発明の一態様の曲げ加工機は、固定テーブルに対して上下方向に対向して配置される可動テーブルと、トルクを発生させる回転動力ユニットと、回転動力ユニットのトルクによる回転運動を上下方向に沿った直線運動に変換することで、可動テーブルを上下方向に移動させる変換機構と、回転動力ユニットを制御することにより、固定テーブル及び可動テーブルにそれぞれ装着された金型によってワークに曲げ加工を行う制御装置と、を備え、回転動力ユニットは、高速モータユニットと、高速モータユニットよりも低速回転で高トルクを出力する加圧モータユニットと、高速モータユニットのトルクを変換機構に伝達するとともに、加圧モータユニットのトルクを変換機構に伝達する動力伝達機構と、加圧モータユニットから動力伝達機構へのトルクの伝達を遮断可能なクラッチと、を有している。制御装置は、切り替え可能な動作モードとして、クラッチによってトルクを遮断した状態で高速モータユニットを駆動することによって、可動テーブルを移動させる高速モードと、クラッチによってトルクを伝達した状態で加圧モータユニットを駆動することによって、可動テーブルを移動させる高トルクモードと、を有し、高トルクモードで可動テーブルを下方向に移動させる場合に、クラッチによってトルクを伝達した状態で、可動テーブルを下方向に移動させるときの回転方向とは反対方向に高速モータユニットを駆動させる反転制御を行う。
【0007】
本発明の一態様の曲げ加工機によれば、高トルクモードで可動テーブルを下方向に移動させる場合に、トルクを伝達する機械要素の移動を抑制することができるので、可動テーブルの位置決めを安定して行うことができる。
【発明の効果】
【0008】
本発明の一態様によれば、可動テーブルの位置決めが安定するので、加工精度の向上を図ることができる。
【図面の簡単な説明】
【0009】
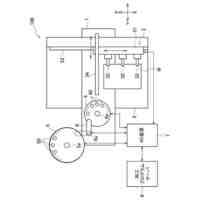
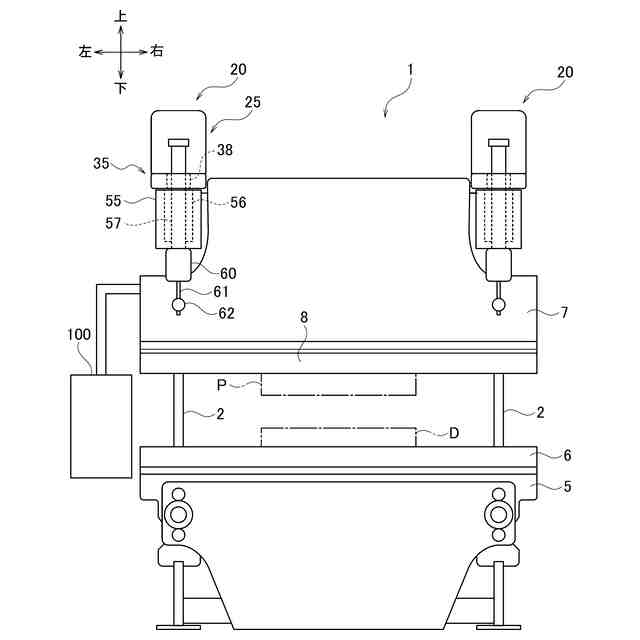
図1は、第1の実施形態に係るプレスブレーキの構造を模式的に示す正面図である。
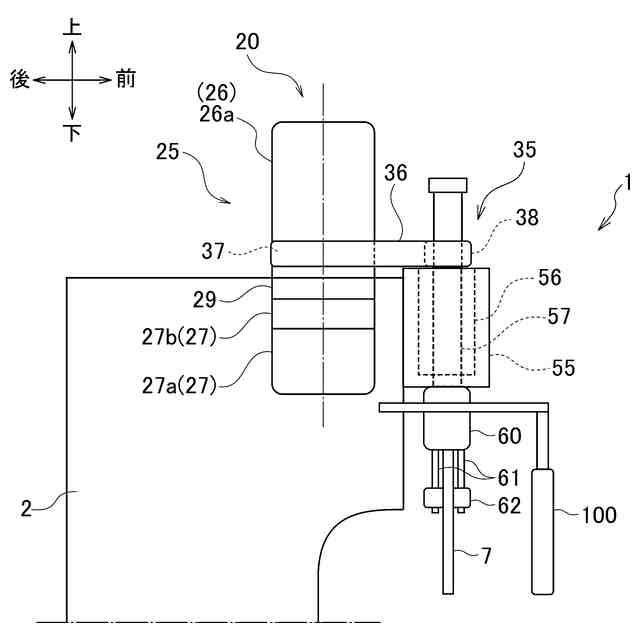
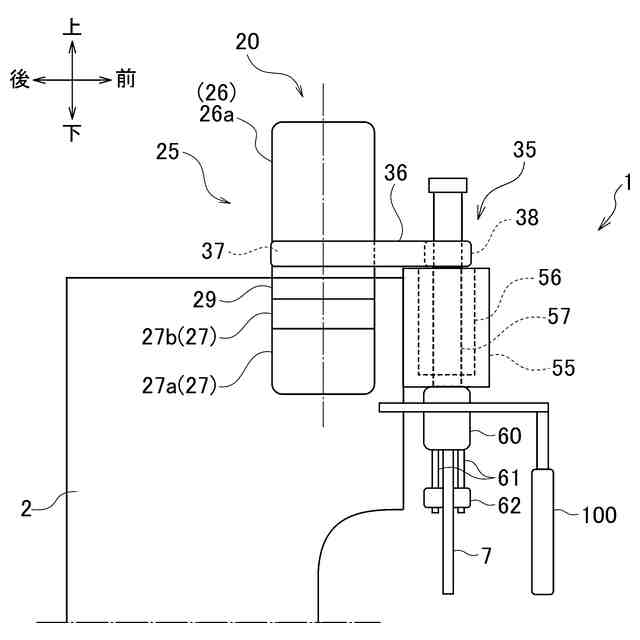
図2は、第1の実施形態に係るプレスブレーキのテーブル駆動装置を模式的に示す側面図である。
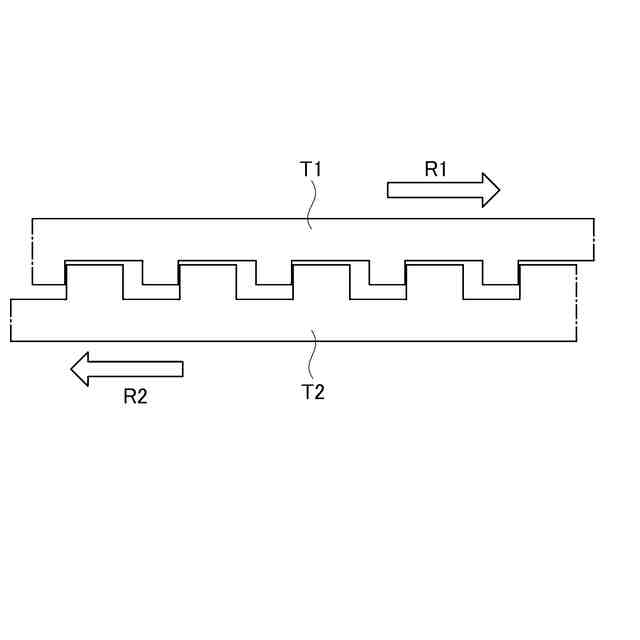
図3は、トルク伝達を行う歯車要素(機械要素)を概念的に示す図である。
図4は、トルク伝達を行う歯車要素(機械要素)を概念的に示す図である。
図5は、第2の実施形態に係るプレスブレーキのテーブル駆動装置を模式的に示す側面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照し、本実施形態に係る曲げ加工機を、プレスブレーキを例示して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
無人搬送車
1か月前
株式会社アマダ
ビード形成方法
1か月前
株式会社アマダ
工作機械制御装置
1か月前
株式会社アマダ
見積り作成システム
1か月前
株式会社アマダ
金型管理装置及び加工機制御装置
1か月前
株式会社アマダ
曲げ加工システム及びロボット搬送体
5日前
株式会社アマダ
加工システム及び加工性判定システム
1か月前
株式会社アマダ
ガルバノスキャナユニット及びレーザ加工機
25日前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
2か月前
株式会社アマダ
干渉確認システム、干渉確認方法及び曲げ加工機
26日前
株式会社アマダ
プレスブレーキ及びプレスブレーキの金型位置決め方法
1か月前
株式会社アマダ
生産管理システム、生産管理方法及び生産管理プログラム
1か月前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
2か月前
株式会社アマダ
制御装置、溶接加工システム、教示点判定方法及び教示点判定プログラム
26日前
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
3日前
株式会社アマダ
制御装置、曲げ加工システム、ロボット制御方法及びロボット制御プログラム
5日前
株式会社アマダ
制御装置、曲げ加工システム、制御プログラム作成方法及び制御プログラム作成プログラム
5日前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
1か月前
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
17日前
個人
ヘッダー加工機
5か月前
株式会社オプトン
曲げ加工装置
8か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
8か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
工機ホールディングス株式会社
ニブラ
6か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
7か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ