TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086170
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2023200053
出願日
2023-11-27
発明の名称
プレス金型
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
28/00 20060101AFI20250530BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】スクラップのカス上がりを抑制できるプレス金型を提供する。
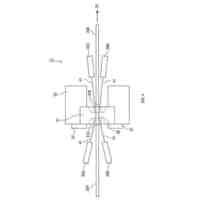
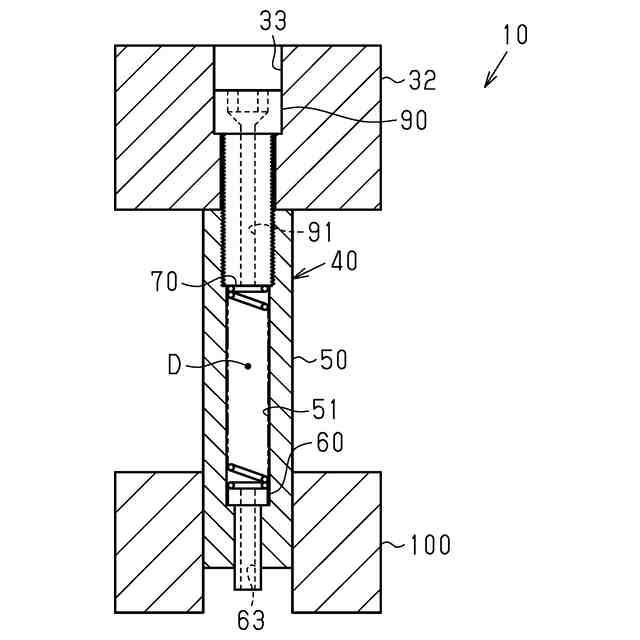
【解決手段】プレス金型10は、パンチ40と、パンチ40が固定されるベース部30とを備える。パンチ40は、収容孔51を有するパンチ本体50と、収容孔51に収容されるエジェクタピン60と、収容孔51に収容される付勢部材70とを備える。エジェクタピン60は、パンチ本体50の軸方向にエジェクタピン60を貫通するとともに収容孔51の内外を連通する連通孔63を有している。付勢部材70は、収容孔51の内面との間に、空気の流通を許容する隙間を形成している。プレス金型10には、収容孔51を含み、連通孔63を通じて収容孔51に流入した空気を外部に排出する排出路Dが設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
パンチと、
プレス機のスライドに固定され、前記パンチが固定されるベース部と、を備えるプレス金型であって、
前記パンチは、
ダイに向かって開口する収容孔を有し、前記ダイと協働してワークを打ち抜くパンチ本体と、
前記収容孔に収容されるとともに前記パンチ本体の先端面に対して出没可能に構成され、前記パンチ本体によって前記ワークから打ち抜かれたスクラップを前記パンチ本体の先端面から払い出すエジェクタピンと、
前記収容孔に収容されるとともに前記エジェクタピンの払い出し方向に向けて前記エジェクタピンを常時付勢する付勢部材と、を備え、
前記エジェクタピンは、前記エジェクタピンを前記パンチの軸方向に貫通するとともに前記収容孔の内外を連通する連通孔を有しており、
前記付勢部材は、前記収容孔の内面との間に、空気の流通を許容する隙間を形成しており、
前記収容孔を含み、前記連通孔を通じて前記収容孔に流入した空気を外部に排出する排出路が設けられている、
プレス金型。
続きを表示(約 930 文字)
【請求項2】
前記収容孔の内部に固定されるとともに前記付勢部材における前記エジェクタピンとは反対側に位置する端部に接触する固定部材を備え、
前記固定部材は、前記固定部材を前記軸方向に貫通する貫通孔を有しており、
前記排出路は、前記貫通孔を含む、
請求項1に記載のプレス金型。
【請求項3】
前記収容孔にねじ込まれるとともに前記ベース部に対して前記パンチ本体を固定するボルトを備え、
前記ベース部は、前記ベース部を前記軸方向に貫通するとともに前記ボルトを収容するボルト収容孔を有しており、
前記ボルトは、前記ボルトを前記軸方向に貫通する貫通孔を有しており、
前記排出路は、前記貫通孔及び前記ボルト収容孔を含む、
請求項1に記載のプレス金型。
【請求項4】
前記貫通孔を第1貫通孔とするとき、
前記収容孔にねじ込まれるとともに前記ベース部に対して前記パンチ本体を固定するボルトを備え、
前記ベース部は、前記ベース部を前記軸方向に貫通するとともに前記ボルトを収容するボルト収容孔を有しており、
前記ボルトは、前記ボルトを前記軸方向に貫通する第2貫通孔を有しており、
前記排出路は、前記第2貫通孔及び前記ボルト収容孔を含み、
前記連通孔、前記第1貫通孔、及び前記第2貫通孔は、同軸上に位置している、
請求項2に記載のプレス金型。
【請求項5】
前記ベース部の前記スライドとの接触面には、前記ボルト収容孔の内外を連通する連通溝が形成されており、
前記排出路は、前記連通溝を含む、
請求項3または請求項4に記載のプレス金型。
【請求項6】
前記パンチは、複数の前記エジェクタピンと、前記払い出し方向に向けて前記複数のエジェクタピンの各々を常時付勢する複数の前記付勢部材と、を備え、
前記パンチ本体は、前記複数のエジェクタピンの各々を収容する複数の前記収容孔を有しており、
前記複数の収容孔毎に前記排出路が設けられている、
請求項1に記載のプレス金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス金型に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1には、特許文献1に記載の発明の従来技術として、貫通孔を有するパンチ本体と、貫通孔の内部に配置されるジェクタピンとを備えるジェクタパンチが開示されている。ジェクタピンは、パンチ本体の先端面に対して出没可能に構成されている。
【0003】
貫通孔の内部には、ジェクタピンをパンチ本体の先端面から突出するように付勢するコイルスプリングが設けられている。コイルスプリングは、貫通部にねじ込まれたネジとジェクタピンとの間に配置されている。ジェクタピンは、パンチ本体による被加工材の打ち抜き中には、コイルスプリングの付勢力に抗してパンチ本体の内部に退避する一方、被加工材の打ち抜きの完了時には、パンチ本体から突出する。これにより、被加工材から打ち抜かれた抜きカスがパンチ本体から引き離されるため、抜きカスのカス上がりが抑制される。
【先行技術文献】
【特許文献】
【0004】
特開2007-7686号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1に記載のジェクタピンにおいては、ジェクタピンと抜きカスとの間が大気圧よりも低い真空状態となることにより、抜きカスがジェクタピンに吸着されることがある。この場合、抜きカスは、パンチ本体からは引き離されるものの、ジェクタピンからは引き離されないおそれがある。このため、カス上がりを抑制する上では改善の余地がある。
【課題を解決するための手段】
【0006】
上記課題を解決するためのプレス金型は、パンチと、プレス機のスライドに固定され、前記パンチが固定されるベース部と、を備えるプレス金型であって、前記パンチは、ダイに向かって開口する収容孔を有し、前記ダイと協働してワークを打ち抜くパンチ本体と、前記収容孔に収容されるとともに前記パンチ本体の先端面に対して出没可能に構成され、前記パンチ本体によって前記ワークから打ち抜かれたスクラップを前記パンチ本体の先端面から払い出すエジェクタピンと、前記収容孔に収容されるとともに前記エジェクタピンの払い出し方向に向けて前記エジェクタピンを常時付勢する付勢部材と、を備え、前記エジェクタピンは、前記エジェクタピンを前記パンチの軸方向に貫通するとともに前記収容孔の内外を連通する連通孔を有しており、前記付勢部材は、前記収容孔の内面との間に、空気の流通を許容する隙間を形成しており、前記収容孔を含み、前記連通孔を通じて前記収容孔に流入した空気を外部に排出する排出路が設けられている。
【0007】
上記構成によれば、パンチ本体によるワークの打ち抜き時には、エジェクタピンの連通孔を通じて収容孔に流入した空気が、当該収容孔を含む排出路からパンチ本体の外部に排出される。このため、ワークから打ち抜かれたスクラップとエジェクタピンとの間が大気圧よりも低い真空状態となることを抑制できる。これにより、エジェクタピンによってパンチ本体からスクラップが好適に払い出される。したがって、スクラップのカス上がりを抑制できる。
【図面の簡単な説明】
【0008】
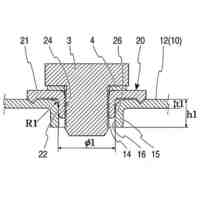
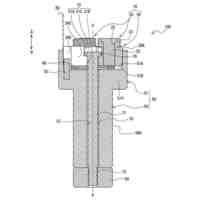
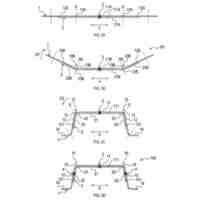
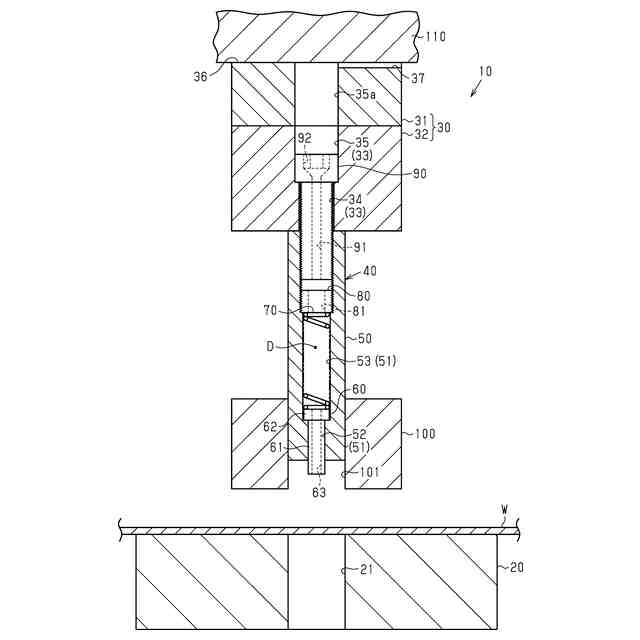
図1は、一実施形態のプレス金型を示す断面図である。
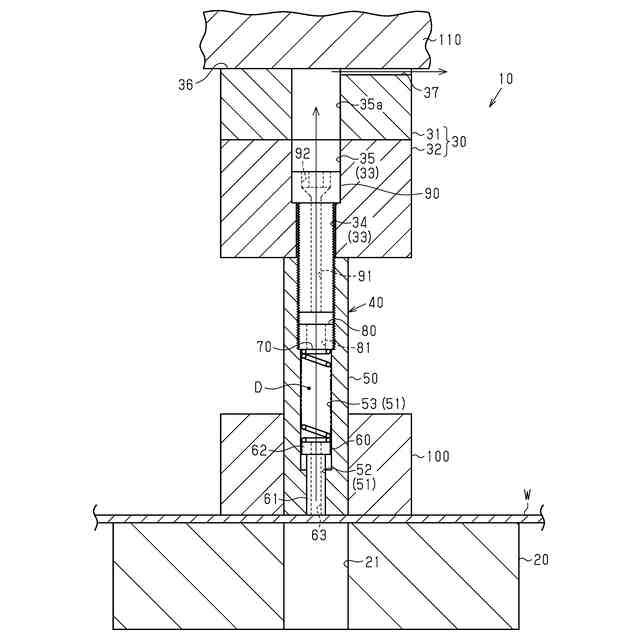
図2は、図1のエジェクタピンがパンチ本体の内部に退避した状態を示す断面図である。
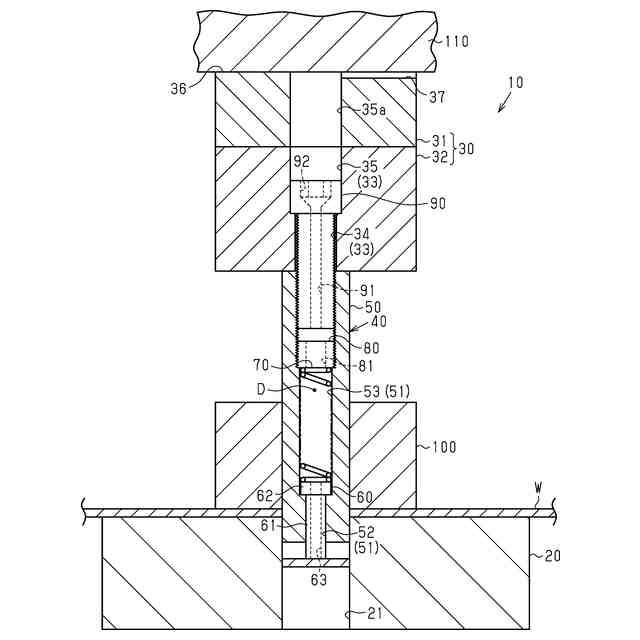
図3は、図1のエジェクタピンがスクラップを払い出している状態を示す断面図である。
図4は、第1変更例のプレス金型を示す断面図である。
図5は、第2変更例のプレス金型を示す断面図である。
図6は、第3変更例のプレス金型を示す断面図である。
【発明を実施するための形態】
【0009】
以下、図1~図3を参照して、プレス金型の一実施形態について説明する。
(プレス金型10)
図1に示すように、プレス金型10は、ダイ20と、ベース部30と、パンチ40と、ボルト90と、ストリッパプレート100とを備えている。プレス金型10は、ダイ20と、ダイ20に対して進退するパンチ40との協働により薄板状のワークWを打ち抜く。
【0010】
以降において、パンチ40の軸方向を単に軸方向という。軸方向は、パンチ40の進退方向と一致している。
(ダイ20)
ダイ20は、ワークWが載置される載置面を有するブロック状をなしている。ダイ20は、図示しない固定側ダイセットに対して固定されている。ダイ20は、載置面に開口するとともにダイ20を貫通するダイ孔21を有している。ダイ孔21には、ワークWの打ち抜き時にパンチ40が挿入される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
27日前
株式会社プロテリアル
熱間鍛造品の製造方法
今日
株式会社FTS
注入口の形成方法
1日前
株式会社アマダ
皿モミ加工方法
6日前
オーエスジー株式会社
転造工具ユニット
7日前
ダイハツ工業株式会社
曲げ加工方法
2日前
銓益盛機械有限公司
転造盤の調整装置
6日前
フタバ産業株式会社
成形品の製造方法
27日前
フタバ産業株式会社
成形品の製造方法
6日前
フタバ産業株式会社
成型品の製造方法
27日前
愛知製鋼株式会社
中空シャフト部材の製造方法
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
15日前
フタバ産業株式会社
プレス成形品の製造方法
29日前
株式会社富士機械工作所
管体成形装置
6日前
JFEスチール株式会社
デスケーリング装置
22日前
トヨタ自動車株式会社
プレス加工装置
22日前
日本製鉄株式会社
コイル巻き解き方法
14日前
中外炉工業株式会社
縦型ルーパにおけるキャリッジの傾き是正装置
14日前
マクセルイズミ株式会社
パンチ工具
6日前
トヨタ自動車九州株式会社
複数形状切断ブランキング金型装置
6日前
株式会社プロテリアル
平角エナメル銅線の製造方法
6日前
日本製鉄株式会社
コイルの巻き解き装置の管理方法
14日前
株式会社三五
テーパ部を有する円筒体の成形方法
1か月前
株式会社ジェーシーエム
金属加工品の製造方法
6日前
コックス・テヒニク・ゲーエムベーハー・ウント・コ・カーゲー
圧延機
13日前
株式会社アマダ
曲げ加工システム及びロボット搬送体
15日前
株式会社 ベアック
ノックアウト装置、アクチュエータ及びプレス加工機
今日
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
14日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
14日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
14日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
14日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
14日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
14日前
株式会社アマダ
干渉確認システム、干渉確認方法及び曲げ加工機
1か月前
JFEスチール株式会社
縞鋼板の突起測定方法および縞鋼板の突起測定装置
2日前
株式会社アマダ
ワーク干渉防止システム、ワーク干渉防止方法及び曲げ加工機
2日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ