TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025173244
公報種別
公開特許公報(A)
公開日
2025-11-27
出願番号
2024078740
出願日
2024-05-14
発明の名称
コイル巻き解き方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21C
47/20 20060101AFI20251119BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】一対のクレードルロールを用いてコイルを巻き解く際に、コイルずれを抑制することが可能なコイル巻き解き方法を提供する。
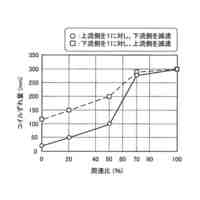
【解決手段】コイルクラウンを有するコイルの巻き解き方法であって、前記コイルを積載して、当該コイルを巻き解く一対のクレードルロールにおいて、何れか一方の前記クレードルロールの周速を、他方の前記クレードルロールの周速の0~70%として、巻き解きを行う。
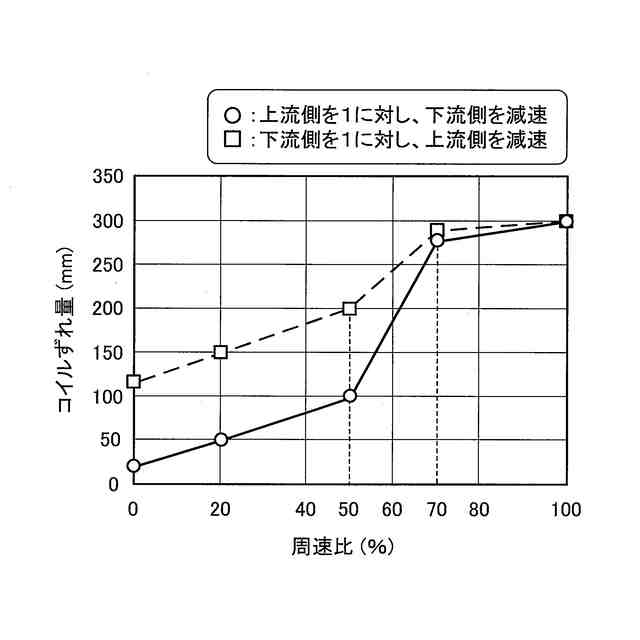
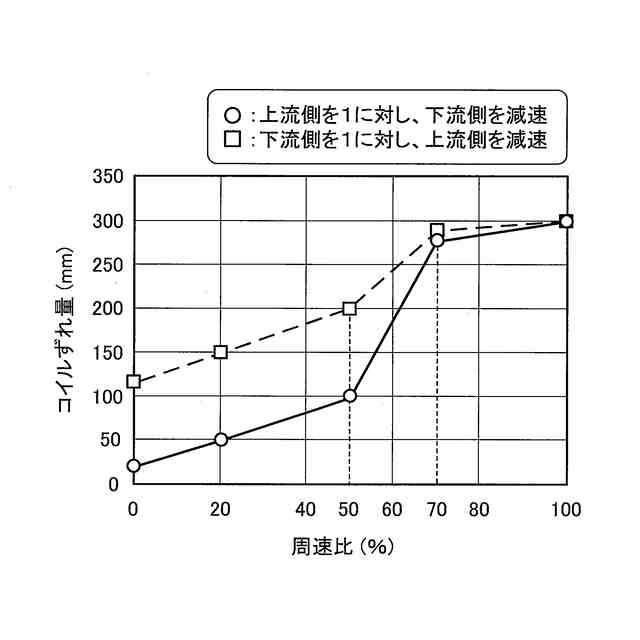
【選択図】図6
特許請求の範囲
【請求項1】
コイルクラウンを有するコイルの巻き解き方法であって、
前記コイルを積載して、当該コイルを巻き解く一対のクレードルロールにおいて、何れか一方の前記クレードルロールの周速を、他方の前記クレードルロールの周速の0~70%として、巻き解きを行うことを特徴とする、コイル巻き解き方法。
続きを表示(約 99 文字)
【請求項2】
前記コイルの回転方向に対して、上流側に位置する前記クレードルロールの周速よりも、下流側に位置する前記クレードルロールの周速が遅いことを特徴とする、コイル巻き解き方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、一対のクレードルロールを用いたコイルの巻き解き方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
鋼帯(帯状鋼板)の連続処理ラインにおいては、コイル状に巻かれた鋼帯がペイオフリールにより払い出され、当該鋼帯に対して連続的に所定の処理が行われる。かかる鋼帯の連続処理を安定して行うためには、コイルを適切に巻き解いて鋼帯を払い出すことが重要である。そのため、コイルの巻き解き方法については、従来から種々の方法が創案されている。
【0003】
例えば、特許文献1に開示されたコイルの巻き戻し方法では、オープナにより、ペイオフリールに装着されたコイルの先端部をオープナにより口出す。この際、巻き戻された鋼帯の腰折れを防止するために使用されるプレッシャーロールを用いて、オープナにより口出しされたコイルの先端部の巻き癖を矯正する。
【0004】
また例えば、特許文献2に開示されたコイルの巻き戻し方法では、特許文献1に開示された方法と同様に、プレッシャーロールを用いて、オープナにより口出しされたコイルの先端部の巻き癖を矯正する。さらに特許文献2に開示された方法において、オープナは、コイルの先端部の口出しの後、ペイオフリールの回転によるコイルの送り速度に同調して、ペイオフリールから離反する。
【0005】
また例えば、特許文献3に開示された鋼帯の巻出し装置では、コイル外周を押えロールで押圧した後、押えロールの押圧力を下げてサイドガイドを鋼帯の幅方向両端に接触させ、ペイオフリールから鋼帯を払い出す。かかる場合、鋼帯の上方変位が押えロールで規制され、幅方向変位がサイドガイドで規制されることにより、ペイオフリールから払い出された鋼帯の走行状態の安定化を図っている。
【先行技術文献】
【特許文献】
【0006】
特許第5212191号公報
特許第5435121号公報
特開2003-266121号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ここで、連続処理ラインにおいて、コイルからの鋼帯の払い出しは通常、上述したようにペイオフリールによって行われるが、コイルを巻き解く際、ハンドリングタイムを短縮してスループットを向上させるため、コイルをペイオフリールに挿入する前にコイルの先端部の払い出しを実施する場合がある。具体的には、一対のロール(以下、「クレードルロール」という。)にコイルを積載した状態で、クレードルロールを回転させることによりコイルを回転させ、当該コイルを巻き解く。
【0008】
かかる場合、コイルの回転によって、コイルとクレードルロールのスキュー(微小クロス)が生じる場合がある。そうすると、このスキューによるスラスト力でコイルが軸方向に移動する。コイルが移動してクレードルロール上でコイルずれが発生すると、コイルをペイオフリールに挿入することが困難になる。さらには、クレードルロール上でコイルが倒れ、設備の損壊に至る可能性もある。
【0009】
コイルずれの主たる要因としては、クレードルロールの設備不良が挙げられる。しかしながら、クレードルロールの設備不良は、その性質上、改善するのが困難である。なお、コイルずれの要因の詳細については後述する。
【0010】
さらに、コイルずれを抑制するためには、コイルの回転量を小さくすればよいが、連続処理ラインにおける設備の配置に応じて、コイルの先端部における鋼帯の払い出し量に制約が生じ、コイルの回転量の制御には限界がある。例えば、コイルと、連続処理ラインの上流側設備との距離が大きい場合、コイルの回転量を小さく抑えるのは困難である。換言すれば、コイルずれを抑制することは、連続処理ラインの構成の制約にもつながるといった潜在的な課題もある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
溶接継手
14日前
日本製鉄株式会社
機械構造用部品
9日前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
鋼の連続鋳造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
LF装置の操業方法
21日前
日本製鉄株式会社
コイル巻き解き方法
1日前
日本製鉄株式会社
仮設橋による施工方法
8日前
日本製鉄株式会社
車両用フロントピラー
22日前
日本製鉄株式会社
車両用センターピラー
22日前
日本製鉄株式会社
成形体の曲げ性の評価方法
21日前
日本製鉄株式会社
塊状耐火物の品質評価方法
2日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法
2日前
日本製鉄株式会社
内張補助装置及び施工方法
8日前
日本製鉄株式会社
欠陥検査装置及び欠陥検査方法
21日前
日本製鉄株式会社
不活性ガスの遡上を抑制する方法
16日前
日本製鉄株式会社
オーステナイト系ステンレス鋼材
24日前
日本製鉄株式会社
コイルの巻き解き装置の管理方法
1日前
積水ハウス株式会社
鋼製フレーム
1日前
日本製鉄株式会社
超音波探傷装置及び超音波探傷方法
21日前
日本製鉄株式会社
超音波探傷装置及び超音波探傷方法
21日前
積水ハウス株式会社
鋼製フレーム
1日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
21日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
21日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
21日前
日本製鉄株式会社
溶接鋼管、及び、溶接鋼管の製造方法
23日前
日本製鉄株式会社
溶鋼の連続鋳造方法及び連続鋳造装置
16日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
8日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
8日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
1日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
1日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
1日前
日本製鉄株式会社
コイル巻き解き装置及びコイル巻き解き方法
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ