TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025167825
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024072766
出願日
2024-04-26
発明の名称
焼結鉱の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
C22B
1/20 20060101AFI20251030BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】安定して焼結鉱の生産性の向上を図ることが可能な焼結鉱の製造方法を提供すること。
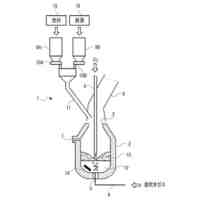
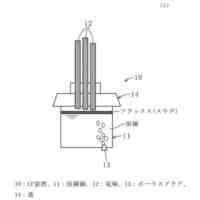
【解決手段】ドラムフィーダから供給される焼結原料を焼結パレットに装入する装入シュート11の幅方向に間隔をあけて焼結原料の流下方向に延在する複数のバー13~16を備え、かつ、幅方向に隣り合うバー13~16の上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーン10を、装入シュート11の下流側に配置して、装入シュート11から流下する焼結原料を分級しながら焼結パレットに装入して焼結する焼結鉱の製造方法であり、バースクリーン10は、幅方向両側に隣接するバー14~16の先端部よりも高い位置に先端部が配置される上段バー13を複数備え、この上段バー13の配置ピッチを35mm以上75mm以下とし、焼結パレットに装入した焼結原料を焼結する前に、その原料層表面の凸部をカットプレート12により平坦化する。
【選択図】図1
特許請求の範囲
【請求項1】
ドラムフィーダから供給される焼結原料を焼結パレットに装入する装入シュートの幅方向に間隔をあけて焼結原料の流下方向に延在する複数のバーを備え、かつ、幅方向に隣り合う前記バーの上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーンを、前記装入シュートの下流側に配置して、該装入シュートから流下する焼結原料を前記バースクリーンで分級しながら前記焼結パレットに装入し、該焼結パレット上の焼結原料を焼結する焼結鉱の製造方法であって、
前記バースクリーンは、幅方向両側に隣接するバーの先端部よりも高い位置に先端部が配置される上段バーを複数備え、該上段バーの配置ピッチを35mm以上75mm以下とし、
前記焼結パレット上に装入した焼結原料を焼結する前に、該焼結原料の原料層表面の凸部をカットプレートにより平坦化することを特徴とする焼結鉱の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結鉱の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
焼結鉱の製造は、焼結パレット上に装入された焼結原料の表層部(以下、上層部とも記載)に着火し、焼結パレットの下方から吸引しつつ焼結パレットで終端まで焼結原料を移送する間に、焼結原料の下層部まで焼結することにより行われている。
この焼結鉱の生産性は、焼結鉱の歩留と焼成速度の積に比例しており、歩留と焼成速度の一方又は双方の改善で、焼結鉱の生産性を高位に安定させることができる。なお、焼成速度とは、焼結パレット上の焼結原料の上層部から下層部まで焼結が進行する速度(焼結層内の燃焼反応面が下方に進行していく速度)である。
【0003】
焼結プロセスにおいては、焼結パレットに装入された焼結原料層の表層部は、焼結パレットの下方から吸引されてその上方から流入する外気により冷却されて、昇温不足になり、焼結鉱の歩留が低下する傾向にある。一方で、焼結原料層の下層部は、上層部と比較して、通気抵抗の大きい燃焼溶融帯(赤熱帯とも称す)が厚く形成されて焼成速度が遅くなる傾向にある。
従って、焼結では、上層部の焼結原料の平均粒径を小さくして酸化発熱終了後の到達温度の上昇を図り、下層部の焼結原料の平均粒径を大きして通気性を担保し焼成速度を増加させることが志向される。
このように、上層部の焼結原料の平均粒径を小さくし、下層部の焼結原料の平均粒径を大きくする方法として、偏析装入が行われている。
【0004】
例えば、特許文献1では、焼結原料の装入シュートの下流側に焼結原料の流下方向に沿って延在する複数のバーからなるバースクリーンを設け、装入シュートから流下する焼結原料をバースクリーンで分級しながら焼結パレットへ装入する技術が提案されている。ここで、複数のバーは、装入シュートの幅方向に間隔を有して配置され、側面視して上下方向に隣り合うバーの間隔が下流側に行くにつれて拡大している。
上記特許文献1記載の方法により、焼結原料の偏析装入が実現され、焼結鉱の歩留が改善し生産性が向上する。
【先行技術文献】
【特許文献】
【0005】
特開2014-129570号公報
特開平1-309929号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者らは、特許文献1の方法における更なる生産性改善のため、例えば特許文献2に記載されているようなカットプレートの活用を検討した。
一般にカットプレートは、焼結原料層の原料層表面(以下、単に表面とも記載)に生じた凸部を平坦化する態様で用いられるが、特許文献2に記載のように、積極的に凹凸を設ける手段としても用いられる。
本発明者らは、上記特許文献1の方法において各種カットプレートを使用した試験を実施したが、所定の生産性向上の効果は得られるものの、その効果の安定性は必ずしも十分でなかった。
【0007】
本発明の課題は、安定して焼結鉱の生産性の向上を図ることが可能な焼結鉱の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
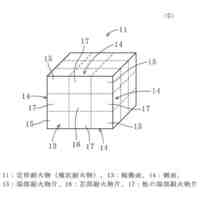
本発明者らが図1、図2に示すバースクリーン10を使用して、効果が不安定となる要因について調査検討を行った結果、バースクリーン10を構成するバー13~16の配置によって、焼結原料層の焼成むらが増大して歩留が低位になったり焼成速度が低位になったりすることが明らかとなった。
【0009】
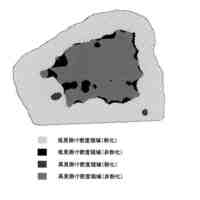
具体的には、バースクリーンの配置及び焼結パレット内の焼結原料層を詳細に調査したところ、まず、バースクリーンを構成する、焼結パレット幅方向における両側に隣接するバー14~16よりも上段に配置されるバー13(以下、上段バーとも記載)の下部に原料が落下しやすく、しかも比較的小さい原料が溜まりやすいことを知見した。即ち、図3に示すように、焼結パレットに装入された焼結原料層の表層部には上段バーの配置ピッチLに応じて、畝状の凸部が形成されること、また、細粒よりも転がり落ちやすい粗粒が上段バー間の中央付近(以下、凹部とも記載)に集まることにより、焼結パレット幅方向に粒度偏析が付与される(粗粒が凹部に偏析する傾向にある)ことを知見した。なお、図3及び後述する図4においては、説明の便宜上、細粒と粗粒の区分を誇張して図示している。
【0010】
そして、特に、焼結パレット幅方向における上段バーの配置ピッチLが75mmを超えると、畝状の凸部の高さが増大し、焼結パレット幅方向における焼結原料層の偏析が強化される(凹部への粗粒の集中が促進される)ことを知見した。
このように高さを増した凸部は、凹部に比べて通気を確保できず、歩留り悪化の原因となることから、カットプレートで平坦化することにより歩留りの改善を図ることを試みたが、図4に示すように、凸部の圧密化(凸部が焼結パレット内に押し込まれて圧密化され、圧密部が生成すること)を招くため、粗粒が偏析した凹部は通気を確保して歩留りの向上が図れているにもかかわらず凸部は通気性が悪化し、通気むらの影響が大きくなり、全体としては歩留りが悪化した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋳片
今日
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
溶接継手
14日前
日本製鉄株式会社
表面処理鋼材
今日
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
機械構造用部品
9日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
鋼の連続鋳造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
LF装置の操業方法
21日前
日本製鉄株式会社
コイル巻き解き方法
1日前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
仮設橋による施工方法
8日前
日本製鉄株式会社
車両用フロントピラー
22日前
日本製鉄株式会社
車両用センターピラー
22日前
日本製鉄株式会社
腐食モニタリング装置
1か月前
日本製鉄株式会社
電気炉における精錬方法
今日
日本製鉄株式会社
分析装置および分析方法
29日前
日本製鉄株式会社
成形体の曲げ性の評価方法
21日前
日本製鉄株式会社
分離システム及び分離方法
1か月前
日本製鉄株式会社
塊状耐火物の品質評価方法
2日前
日本製鉄株式会社
内張補助装置及び施工方法
8日前
日本製鉄株式会社
分離システム及び分離方法
1か月前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法
2日前
日本製鉄株式会社
コークスの粉化量予測方法
1か月前
日本製鉄株式会社
鋼の連続鋳造鋳片の冷却方法
1か月前
日本製鉄株式会社
鋼の連続鋳造鋳片の製造方法
1か月前
日本製鉄株式会社
電気炉による溶鋼の製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ