TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163456
公報種別
公開特許公報(A)
公開日
2025-10-29
出願番号
2024066729
出願日
2024-04-17
発明の名称
溶鉄の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
C21C
5/30 20060101AFI20251022BHJP(鉄冶金)
要約
【課題】バイオマス由来の炭材を装入する場合において、炉外への意図しない排ガスの噴出を抑制することが可能な溶鉄の製造方法を提供する。
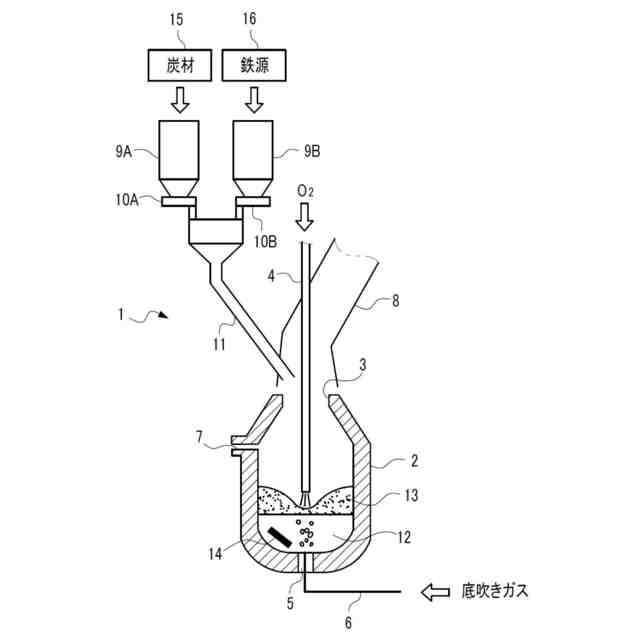
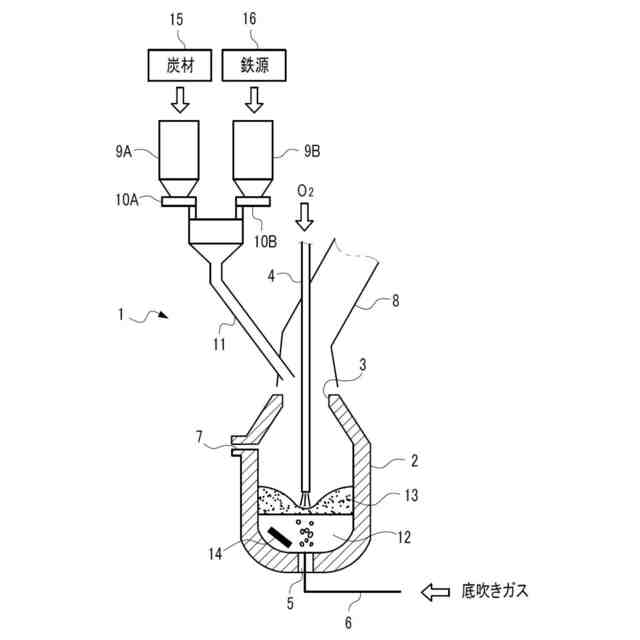
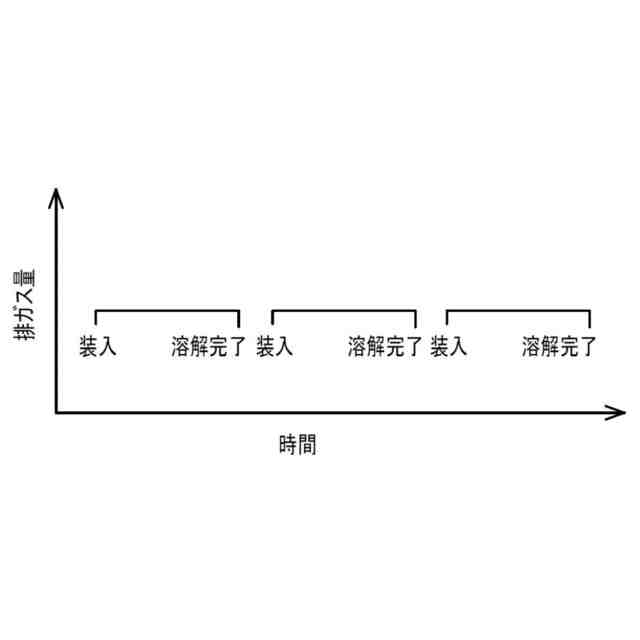
【解決手段】炉内に溶銑とともに含鉄冷材を装入した後、酸素吹き吹錬する溶鉄の製造方法であって、酸素吹き吹錬の開始前から終了までの間で、バイオマス由来の炭材を炉内に装入すること、及び、溶銑の酸素吹き吹錬による発生熱および該酸素吹き吹錬の酸素によるバイオマス由来の炭材の燃焼熱ならびに溶銑の顕熱により含鉄冷材を溶解すること、を含み、炭材の装入量は、炭材から生じた排ガスに対する排出可能量、炭材から発生する揮発ガスのモル量、揮発ガスが完全燃焼した際の排ガスの揮発ガスに対するモル量比に基づいて設定される溶鉄の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
炉内に溶銑とともに含鉄冷材を装入した後、酸素吹き吹錬する溶鉄の製造方法であって、
酸素吹き吹錬の開始前から終了までの間で、バイオマス由来の炭材を前記炉内に装入すること、及び、
前記溶銑の酸素吹き吹錬による発生熱および該酸素吹き吹錬の酸素による前記バイオマス由来の炭材の燃焼熱ならびに前記溶銑の顕熱により前記含鉄冷材を溶解すること、を含み、
前記炭材の装入量は、前記炭材から生じた排ガスに対する排出可能量、前記炭材から発生する揮発ガスのモル量、前記揮発ガスが完全燃焼した際の前記排ガスの前記揮発ガスに対するモル量比に基づいて設定される
溶鉄の製造方法。
続きを表示(約 600 文字)
【請求項2】
前記バイオマス由来の炭材を、複数回に分けて前記炉内に装入する、
請求項1に記載の溶鉄の製造方法。
【請求項3】
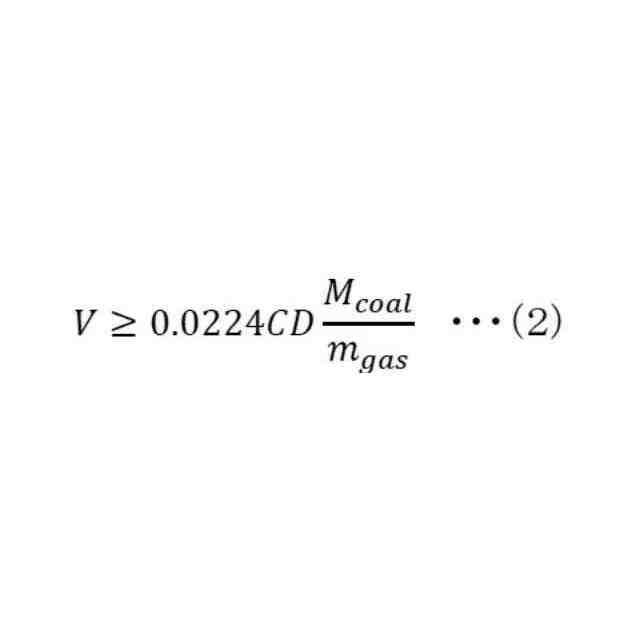
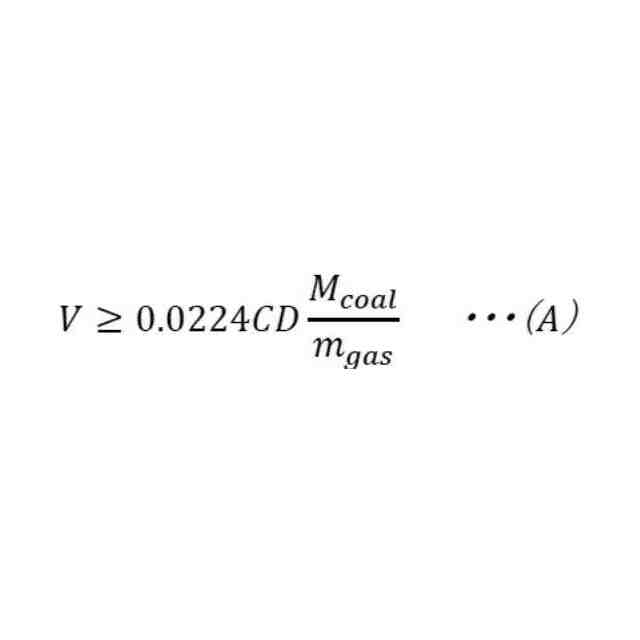
前記バイオマス由来の炭材の各回の装入量は、以下の関係式(A)を満たすように設定されている、
請求項2に記載の溶鉄の製造方法。
JPEG
2025163456000005.jpg
13
73
ここで、V:炭材から生じた排ガスに対する排出可能量、M
coal
:一回の炭材装入量(g)、m
gas
:炭材から発生する揮発ガスの分子量、C:揮発ガスが完全燃焼した際の排ガスの揮発ガスに対するモル量比、及びD:炭材中の揮発分率である。
なお、V=r・V
ext
で求めることができ、r:炭材の装入に伴う排ガス増加係数、V
ext
:精錬設備における単位時間当たりの排ガスの排出可能量(Nm
3
/h)である。
【請求項4】
前記バイオマス由来の炭材は、植物系バイオマスを炭化した炭化物と、バインダーと、を含み、
前記炭材の乾燥状態での組成が、固定炭素分70質量%以上、揮発成分25質量%以下、硫黄分0.1質量%以下、及び残部灰分である、
請求項1~3の何れか一項に記載の溶鉄の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鉄の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年、地球環境の保護及び地球温暖化防止の目的から、CO
2
ガス排出量の削減が重要な課題となっている。特に、製鉄所においては、CO
2
ガスの排出量削減は、企業の存続にも関わる最重要の課題となっている。一方、省資源及び環境問題の観点から、近年になって発生量の多い鉄スクラップを製鉄所でリサイクル使用して、鋼製品を製造することが技術課題となっている。これは、高炉での溶銑の製造では、鉄鉱石を還元し且つ溶融するために多大なエネルギーを要するのに対し、鉄スクラップは溶解熱のみを必要としており、鉄スクラップを利用することで、鉄鉱石の還元熱分のエネルギー使用量を少なくすることができ、省エネルギー及びCO
2
ガス削減を実現できるという利点があるからである。
【0003】
ところで、鉄スクラップを用いて溶融鉄を製造する精錬装置として、従来、一般的にアーク炉が使用されていた。しかし、従来のアーク炉の場合は、鉄スクラップの溶解に多くの電力を消費することから、我が国のように電力価格が高い場合には、製造コストが高くなる。そこで、アーク炉を使用することなく鉄スクラップを経済的に溶解する方法として、酸素ガス供給能力の高い転炉型精錬炉を用い、安価な炭材を酸素ガスで燃焼させ、炭材の燃焼熱を熱源として鉄スクラップを溶解し、溶融鉄を製造する方法が提案されている。
【0004】
例えば、特許文献1には、鉄スクラップ及び溶銑を鉄源として精錬炉内に装入し、次いで、該精錬炉内に酸素ガスを供給し、精錬炉内の鉄スクラップを精錬炉内に供給した炭材の酸素ガスによる燃焼熱及び溶銑の顕熱によって溶解するとともに、鉄スクラップの溶解によって生成する溶融鉄を炭材中の炭素及び溶銑中の炭素によって加炭し、炭素濃度が3.0質量%以上の高炭素溶鉄を精錬炉内で製造する方法であって、炭材の全部としてバイオマス由来の炭材を使用するとともに、バイオマス由来の炭材の総添加量をX(kg-炭材/t-溶鉄)、該炭材の硫黄濃度をa(質量%)、精錬前の溶銑及び鉄スクラップの硫黄濃度の加重平均値をb(質量%)、精錬終了時の高炭素溶鉄の許容最大硫黄濃度をc(質量%)としたとき、炭材の総添加量Xを下記の(1)式で算出される値と同一またはそれ未満とし、且つ、この炭材の総添加量Xに基づいて鉄スクラップの装入量を決定し、製造される高炭素溶鉄の硫黄濃度を許容最大硫黄濃度c以下に制御することを特徴とする、鉄スクラップを用いた高炭素溶鉄の製造方法が記載されている。
X=[(c-b)/a]×1000 ・・・(1)
【0005】
また、特許文献2には、植物系バイオマスを炭化した炭化物と、バインダーとで成型してなる転炉用昇熱材であって、乾燥状態での組成が、固定炭素分70質量%以上、揮発成分20質量%以下、硫黄分0.1質量%以下、残部灰分であり、炭化物は3mm以下の粒径を有する、転炉用昇熱材が記載されている。
【0006】
また、特許文献3には、転炉から発生する排ガスを吸引するための誘引送風機を備えた転炉排ガス回収設備において、処理種別、溶銑情報、スクラップ装入情報、溶鋼目標成分、副原料投入情報、処理時間、転炉設備状況からなる操業情報に基づいて当該精錬の送酸速度、ランス高さ、底吹きガス流量、底吹きガス種類、副原料投入に関しての指示量・変化タイミングを表す吹錬パターンを決定する吹錬パターン演算手段と、該吹錬パターン演算手段により決定された吹錬パターンに基づいて転炉からの排ガス流量を推定する排ガス流量演算手段と、該排ガス流量演算手段により推定された排ガス流量に基づいて前記誘引送風機の回転数を決定する回転数演算手段と、該回転数演算手段により決定された誘引送風機の回転数における誘引送風機の発生圧力から排ガス中の含塵量を求め、該含塵量と予め設定された環境基準値とを比較して、含塵量が環境基準値より小さい場合には定めた回転数を誘引送風機の回転数とし、含塵量が環境基準値より大きい場合には環境基準値を満足する回転数に計算し直す集塵能力演算手段と、を具備することを特徴とする転炉排ガス回収設備が記載されている。
【0007】
また、特許文献4には、転炉型容器内に溶銑とともに含鉄冷材を装入したのち脱珪のための予備処理を行ない、次いで、その脱珪のための予備処理時に生成したスラグの少なくともその一部を排出する中間排滓の処理を行ない、この処理の後、該転炉型容器内に炭材を装入すると共に酸素を吹精することによる熱源の供給によって前記含鉄冷材の溶解促進処理を行なうことを特徴とする転炉型容器による製鋼精錬方法が記載されている。
【先行技術文献】
【特許文献】
【0008】
特許第5942425号
特許第5846289号
特許第3804526号
特許第6744586号
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記特許文献1及び2では、鉄スクラップを用いて高炭素溶鉄を製造するにあたり、カーボンニュートラルであるバイオマス由来の炭材を、コークスや石炭などの化石燃料由来の炭材に替わる熱源及び加炭材として有効利用し、これによって温室効果ガス発生量を削減することのできる、鉄スクラップを用いている。
【0010】
また、上記特許文献3では、溶銑の脱炭吹錬から脱燐処理までのように、転炉での広範囲の送酸速度域においても、未燃焼ガスの回収が可能とされている。また、上記特許文献4では、スクラップ等を溶銑と共に転炉にて溶解する製鋼精錬においては、該スクラップ等の溶解を促進するために、溶湯中のC分の確保および浸炭時間の確保を目的として、多量の炭材を使用している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ