TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025172446
公報種別
公開特許公報(A)
公開日
2025-11-26
出願番号
2024077956
出願日
2024-05-13
発明の名称
Cu含有鋼の連続鋳造方法
出願人
日本製鉄株式会社
代理人
個人
主分類
B22D
11/00 20060101AFI20251118BHJP(鋳造;粉末冶金)
要約
【課題】Cuを含有する鋳片の表面割れを簡便かつ安価に防止することが可能なCu含有鋼の連続鋳造方法を提供する。
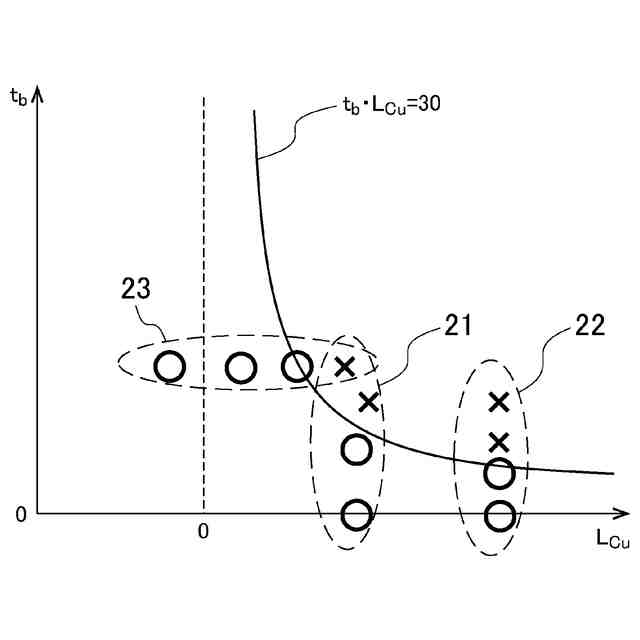
【解決手段】鋳型から出てから矯正点に至るまでの間に、鋳片表面の最大温度がAr
1
点以下となるまで冷却して復熱させるステップを有し、復熱を開始してから矯正点に至るまで鋳片表面の最大温度がCuおよびSnの含有量に応じて定められる温度T
b
(℃)以上となる時間t
b
(秒)と、前記鋳片のCu、Sn、Ni、Siの含有量に応じて定められる値L
Cu
と、の積が30以下となるように連続鋳造を行う。
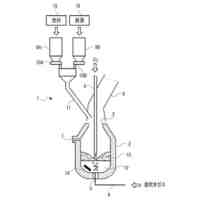
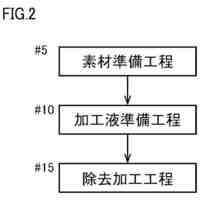
【選択図】図2
特許請求の範囲
【請求項1】
質量%で、
C:0.002%以上0.250%以下、
Si:0.01%以上2.00%以下、
Mn:0.10%以上2.50%以下、
P:0.040%以下、
S:0.030%以下、
Cu:0.100%以上0.500%以下、
Sn:0.050%以下、
Ni:0.050%超0.300%以下、および
N:0.0040%以上0.0150%以下、
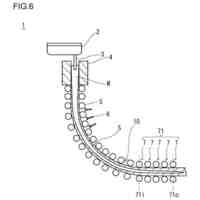
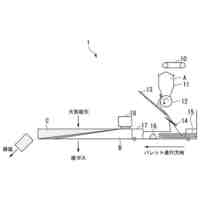
を含有し、残部がFeおよび不純物からなる鋼の鋳片を、湾曲型もしくは垂直曲げ型の連続鋳造機を用いて製造する方法であって、
鋳型から出てから矯正点に至るまでの間に、鋳片表面の最大温度がAr
1
点以下となるまで冷却して復熱させるステップを有し、
前記復熱を開始してから前記矯正点に至るまで、前記鋳片表面の最大温度が下記(1)式で定められる温度T
b
(℃)以上となる時間t
b
(秒)と、
前記鋳片のCu、Sn、Ni、Siの含有量に応じて下記(2)式で定められる値L
Cu
と、
の関係で、下記(3)式の条件を満たすように連続鋳造を行うことを特徴とするCu含有鋼の連続鋳造方法。
[Sn]<0.005%の場合、T
b
=1100℃、
[Sn]≧0.005%、かつCu_eq<0.150%の場合、T
b
=1100℃、
[Sn]≧0.005%、かつ0.150%≦Cu_eq<0.200%の場合、T
b
=1070℃、
[Sn]≧0.005%、かつ0.200%≦Cu_eq<0.250%の場合、T
b
=1040℃、
[Sn]≧0.005%、かつ0.250%≦Cu_eq<0.300%の場合、T
b
=1010℃、
[Sn]≧0.005%、かつ0.300%≦Cu_eq<0.350%の場合、T
b
=980℃、
[Sn]≧0.005%、かつCu_eq≧0.350%の場合、T
b
=950℃
・・・(1)
L
Cu
=[Cu]+4×[Sn]-3×[Ni]-0.07×[Si] ・・・(2)
t
b
×L
Cu
≦30 ・・・(3)
ここで、Cu_eq=[Cu]+4×[Sn]であり、[Cu]は前記鋳片でのCu濃度(質量%)、[Sn]は前記鋳片でのSn濃度(質量%)、[Ni]は前記鋳片でのNi濃度(質量%)、[Si]は前記鋳片でのSi濃度(質量%)を表す。
続きを表示(約 310 文字)
【請求項2】
前記鋳片はさらに、
質量%で、
Al:0%超0.100%以下、
Cr:0%超1.50%以下、
Mo:0%超0.20%以下、
Ti:0%超0.050%以下、
V:0%超0.20%以下、
Nb:0%超0.030%以下、
Zr:0%超0.030%以下、
Ca:0%超0.0100%以下、
Mg:0%超0.0100%以下、
REM:0%超0.0100%以下、および
B:0%超0.0040%以下、
からなる群から選ばれる1種以上を含有することを特徴とする請求項1に記載のCu含有鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面割れを防止するために好適なCu含有鋼の連続鋳造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
近年、地球温暖化防止の観点等から、種々の分野でCO
2
排出削減の取り組みが盛んに行われている。鉄鋼業においても製鉄用の原料として廃スクラップを多量に用いる製鉄法が注目され、技術開発が進んでいる。一方、スクラップにはCuやSnといったトランプエレメントを高濃度で含むものも多く、これらの元素は溶鋼中からの除去が困難であることが知られている。
【0003】
特にCuを含む鋼は熱間加工性に劣る傾向にあるため、Cuを含む鋼の連続鋳造時に通常の鋼の連続鋳造条件を採用した場合、鋳片の表面に割れが発生する場合がある。これは、連続鋳造時に鋼が雰囲気中の酸素に晒されて酸化する際に、スケール(酸化鉄)と地鉄との間に液体のCuが生成し、鋼の結晶粒界に侵入し、界面強度を低下させるためと考えられる(非特許文献1参照)。また、SnはCuの鋼中への溶解度を下げることにより、Cuによる割れの現象を促進してしまうことから、SnとCuとが共存する鋼についても、鋳片の表面割れの問題が生じ易い(非特許文献2参照)。
【0004】
この現象は表面赤熱脆化と呼ばれ、CuやSnがFeと比較して酸化され難いためにスケール成長の過程でCuやSnが金属状態のまま濃縮すること、及び、Fe中へのCuの固溶度が低いことが原因とされる。一方で、CuやSnは鋼の精錬工程において除去し難い。赤熱脆化による鋳片表面割れの問題を解決するためには、CuやSnを鋼中に混入させないようにするか、もしくはCuの鋼中への溶解度を上げる元素であるNiを添加することが有効である。特に、循環型社会となりCuを多く含むスクラップが多量に使用される現在では、Ni添加によりCuを無害化する必要性が高まってきている。しかしながら、Niは稀少で高価な元素であり、また機械的特性や焼入れ性などの鋼特性を大きく変え得ることから、Ni添加によらない、あるいはその添加量を極少量に抑え得る、CuやSnの無害化技術に対する期待は大きい。
【0005】
そこで、特許文献1には、鋳片の表面赤熱脆化を防止する技術として、溶鋼湯面近傍のモールド内面形状が、鋳片引き抜き方向下方に向かって広がる逆テーパー値が2~10%である逆テーパー形状で、前記逆テーパー部より下方のモールド内面形状が、鋳片引抜方向に向かって狭まる順テーパー形状であって、該順テーパー値が0~1%の範囲であるモールドを用いると共に、結晶化温度が900℃以下、もしくは結晶化しない特性を有するモールドフラックスを用い、前記モールドフラックスと鋼との接触角が70度以下であることを特徴とする連続鋳造方法が開示されている。また、特許文献2には、Ni酸化物を含有するモールドフラックスを供給しながら鋳片の表面にニッケル酸化物によるコーティング層を形成することを特徴とする連続鋳造方法が開示されている。
【0006】
また、表面温度を制御することにより割れを防止する技術も提案されている。特許文献3には、1000~1100℃間を平均昇温速度50℃/h以上で鋼片を昇温し、1200~1350℃でかつ該温度範囲で1h以上保持後、1000℃以上の温度域での累積圧下率を50%以上、圧延仕上温度700℃以上で熱間圧延を行い、その後、空冷または1~80℃/sの平均冷却速度で500~650℃の温度範囲まで加速冷却することを特徴とするCu含有高強度鋼材の製造方法が開示されている。さらに、特許文献4には、連続鋳造鋳片の表面を、その表面温度がAr
3
変態点以上の温度域からAr
1
変態点以上の温度域になるまで300℃/s以上の冷却速度で冷却し、その後、再び連続鋳造鋳片の表面温度をAr
3
変態点以上の温度域まで復熱させることを特徴とする、連続鋳造鋳片の表面割れ防止方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2004-202523号公報
特表2018-520004号公報
特開2011-168843号公報
特開2007-245232号公報
【非特許文献】
【0008】
「Materials Transactions」vol.43, (2002), No.3, pp.292-300
「ふぇらむ」vol.7, (2002), No.4, pp.18-22
邦武立郎: 熱処理, 43, p. 99(2003)
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1及び2に記載の方法はいずれも鋳片表層の酸化をモールドフラックスにより防止しようとするものであり、連続鋳造機の型式や2次冷却方法によっては、鋳片表面へのモールドフラックス付着状況が安定しないため、効果を十分享受することができない。また、特許文献3に記載の方法は鋳片の熱間圧延に関するものであり、溶鋼を凝固させながら鋳型から引き抜く連続鋳造の過程においてはプロセスが全く異なるため、連続鋳造で採用することはできない。さらに特許文献4に記載の方法は、主にメカニズムの異なる横ひび割れの防止に関する技術であり、Cu、Snなどの元素に起因する赤熱脆化割れを十分に防止することができない。
【0010】
本発明は前述の問題点を鑑み、Cuを含有する鋳片の表面割れを簡便かつ安価に防止することが可能なCu含有鋼の連続鋳造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
6日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
6日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
鋼部品
6日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
溶接継手
12日前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
学習システム
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
機械構造用部品
7日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
28日前
日本製鉄株式会社
溶鉄の製造方法
28日前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
焼結鉱の製造方法
19日前
日本製鉄株式会社
鋼の連続鋳造方法
6日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ