TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151468
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024052911
出願日
2024-03-28
発明の名称
鋼矢板の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21B
1/082 20060101AFI20251002BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鋼矢板の製造を実施する際に、寸法精度の優れた大型の鋼矢板を効率的に製造する。
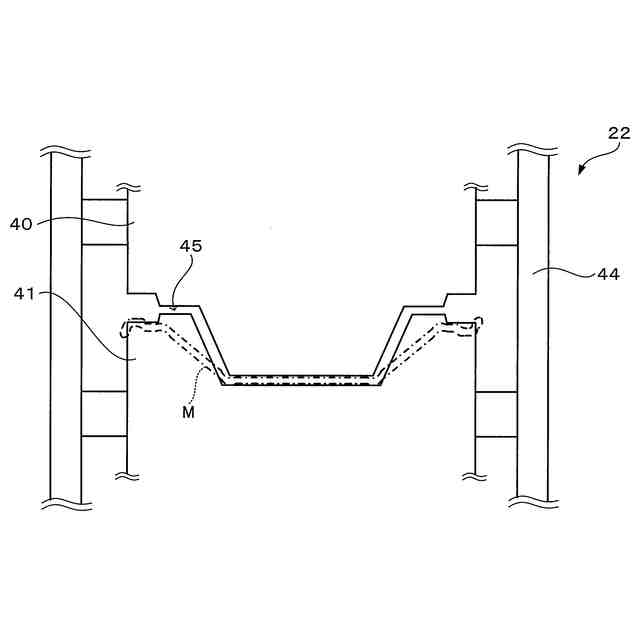
【解決手段】被圧延材に対して粗圧延、中間圧延及び曲げ成形を行った後、仕上圧延を行う鋼矢板の製造方法であって、前記中間圧延を行った後の被圧延材は、少なくとも、ウェブ対応部と、前記ウェブ対応部の両端部に一方の端部が接続し製品より広がった角度を有する2つのフランジ対応部と、前記ウェブ対応部と前記フランジ対応部それぞれとの接続部であるコーナー部と、を備え、前記曲げ成形では、上下孔型ロールを用いて前記コーナー部の内側に当該上下孔型ロールを接触させながら又は前記コーナー部を圧下しながら当該コーナー部を曲げる。
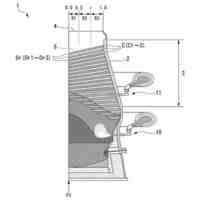
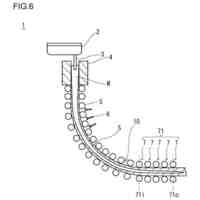
【選択図】図6
特許請求の範囲
【請求項1】
被圧延材に対して粗圧延、中間圧延及び曲げ成形を行った後、仕上圧延を行う鋼矢板の製造方法であって、
前記中間圧延を行った後の被圧延材は、少なくとも、ウェブ対応部と、前記ウェブ対応部の両端部に一方の端部が接続し製品より広がった角度を有する2つのフランジ対応部と、前記ウェブ対応部と前記フランジ対応部それぞれとの接続部であるコーナー部と、を備え、
前記曲げ成形では、上下孔型ロールを用いて前記コーナー部の内側に当該上下孔型ロールを接触させながら又は前記コーナー部を圧下しながら該コーナー部を曲げることを特徴とする、鋼矢板の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
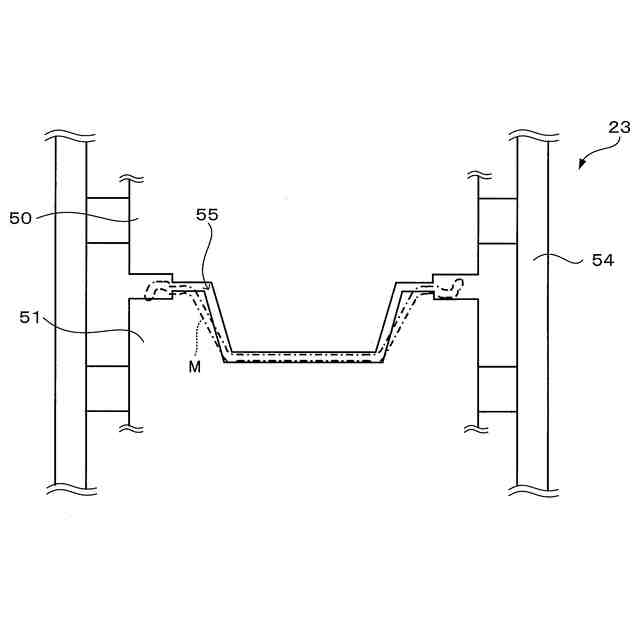
前記中間圧延を行った後の被圧延材は、前記フランジ対応部の他方の端部と接続する腕対応部と、前記フランジ対応部と前記腕対応部それぞれとの接続部であるコーナー部と、を備え、
前記曲げ成形では、上下孔型ロールを用いて前記コーナー部の内側に当該上下孔型ロールを接触させながら又は前記コーナー部を圧下しながら当該コーナー部を曲げることを特徴とする、請求項1に記載の鋼矢板の製造方法。
【請求項3】
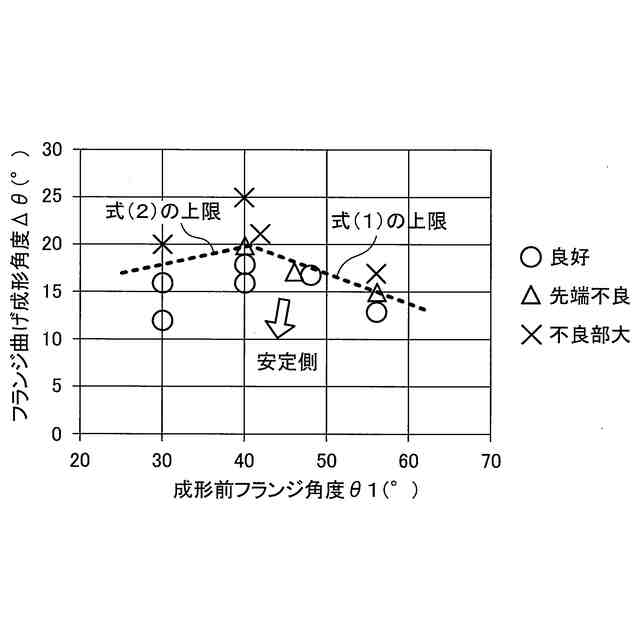
前記曲げ成形は1孔型又は複数孔型で行われ、少なくとも第1の曲げ成形においては、前記フランジ対応部の曲げ角度Δθと、曲げ成形前の前記フランジ対応部の傾斜角度θ1との関係が以下の式(1)又は式(2)を満たすように曲げ成形を行う、請求項1又は2に記載の鋼矢板の製造方法。
Δθ≦-0.30×θ1+32.0 (θ1≧40°)・・・(1)
Δθ≦0.20×θ1+12.0 (θ1<40°)・・・(2)
【請求項4】
前記曲げ成形時には、前記上下孔型ロールの前記ウェブ対応部ならびに前記フランジ対応部に対向する部分のロール隙は、それぞれ前記ウェブ対応部ならびに前記フランジ対応部の厚みより大きく、前記コーナー部の内側に前記上下孔型ロールの一部を接触させながら又は前記コーナー部を圧下しながら当該コーナー部を曲げることを特徴とする、請求項1又は2に記載の鋼矢板の製造方法。
【請求項5】
前記曲げ成形前の被圧延材において、前記フランジ対応部と前記腕対応部とのなす角度を、前記ウェブ対応部と前記フランジ対応部とのなす角度より小さくすることを特徴とする、請求項2に記載の鋼矢板の製造方法。
【請求項6】
前記曲げ成形は、第1スタンドを含む1又は複数のスタンドからなる曲げ成形機で行われ、
前記曲げ成形機は、被圧延材のウェブ対応部の上面を拘束するウェブ拘束ガイドを、前記曲げ成形機の少なくとも第1スタンド上流側に備え、
前記ウェブ拘束ガイドの外幅は、当該ウェブ拘束ガイドの設置位置における被圧延材の定常状態での予変形部の左右フランジ内側間隔より狭く構成されることを特徴とする、請求項1又は2に記載の鋼矢板の製造方法。
【請求項7】
前記仕上圧延を行う孔型には、被圧延材の継手対応部を拘束するストッパーが設けられ、
前記仕上圧延では、前記継手対応部を前記ストッパーで拘束しつつ、上下ロールによって前記継手対応部を挟持しながら曲げ整形を行うことを特徴とする、請求項1又は2に記載の鋼矢板の製造方法。
【請求項8】
前記中間圧延を行う最終孔型と前記曲げ成形を行う孔型とをタンデムに配置する、又は、前記曲げ成形を行う孔型と前記仕上圧延を行う最初の孔型とをタンデムに配置し、
前記曲げ成形を行う上下孔型ロールのどちらか一方のみを駆動させる構成とすることを特徴とする、請求項1又は2に記載の鋼矢板の製造方法。
【請求項9】
前記曲げ成形はスタンドシフト方式の曲げ成形機で行われ、前記中間圧延の最終パスまでは圧延ラインから前記曲げ成形機を退避させ、最終パスでのみ曲げ成形を行うことを特徴とする、請求項1又は2に記載の鋼矢板の製造方法。
【請求項10】
前記曲げ成形を行う孔型は、前記仕上圧延を行う仕上圧延機に設けられることを特徴とする、請求項1又は2に記載の鋼矢板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えばハット形鋼矢板、U形鋼矢板等の鋼矢板の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
例えばハット形鋼矢板、U形鋼矢板等の製造は、例えば特許文献1に示すような孔型圧延法によって行われることが知られている。具体的には、孔型圧延法の一般的な工程として、先ず加熱炉において所定の温度に加熱した矩形材(スラブ等)を、孔型を備えた粗圧延機、中間圧延機及び仕上圧延機によって順に圧延することが知られている。
【0003】
例えば、ハット形鋼矢板等の大型で非対称な製品を製造しようとする場合に、粗圧延機、中間圧延機及び仕上圧延機で製造するためには、製品のフランジ角度に合わせた形状の孔型を用いるため、ロール径の制約によって高さの大きい大断面の製品の製造は困難である。
【0004】
そこで、例えば特許文献2には、製品よりも低い高さで中間圧延及び仕上圧延を行った後、熱間でコーナー部(フランジ部とウェブ部の接続部)を曲げ成形して目標の高さ、幅である製品を製造する技術が開示されている。
【0005】
また、例えば特許文献3には、フランジ部が外側に湾曲又は屈曲した形状となるように中間圧延を行い、仕上圧延でフランジ部を直線形状もしくは内側に湾曲又は屈曲させるような曲げ成形を施し、高さが高い製品を製造する技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開平10-192905号公報
国際公開第2021/182528号公報
国際公開第2021/140728号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記特許文献1に例示される、従来の孔型圧延方法では、中間圧延工程~仕上圧延工程にて孔型シフトを行いながら1孔型で1パスの圧延を行うため、圧延を行う孔型数に応じて被圧延材の総延伸が制約され、製品の延び長さが小さいといった問題がある。また、特に板厚が薄い場合には、孔型シフトを行うことによる端部の形状の崩れや、リバース圧延時に断面内各部の延伸バランスが取れず、反りや断面内での線長変化が生じてしまうといった問題もある。
【0008】
また、上記特許文献2に開示された技術では、曲げ成形において継手形状に変化が生じ、製品の長手方向(特に長手方向端部)において寸法変化が生じる恐れがある。また、製品長さに切断する際に、曲げ成形を行わない製造条件に比べ切断端部に幅拡がりが生じやすく、その後の矯正工程で加工量が大きくなりやすいといった懸念がある。
【0009】
また、上記特許文献3に開示された技術では、フランジ部の途中から湾曲又は屈曲させており、中間圧延時に圧延高さをあまり低くできず、製造できる大型製品の寸法に制約がある。また、フランジ角度がフランジ部の途中で変化するため、リバース圧延時にフランジ幅方向に板厚の延伸差が生じ、同一孔型で多パス圧延を行うと断面の線長変化が生じやすく、パス回数に制約が生じ、孔型数の増加が懸念される。加えて、同一孔型でロール隙を変更して厚みの異なる製品を製造することが困難であるといった課題がある。
【0010】
そこで、上記事情に鑑み、本発明の目的は、鋼矢板の製造を実施する際に、寸法精度の優れた大型の鋼矢板を効率的に製造することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
18日前
日本製鉄株式会社
鋼部品
24日前
日本製鉄株式会社
鋼部品
24日前
日本製鉄株式会社
溶接継手
16日前
日本製鉄株式会社
橋脚構造
22日前
日本製鉄株式会社
鍛鋼ロール
23日前
日本製鉄株式会社
腐食センサ
22日前
日本製鉄株式会社
鍛鋼ロール
23日前
日本製鉄株式会社
管理システム
22日前
日本製鉄株式会社
学習システム
25日前
日本製鉄株式会社
高Ni合金鋼
22日前
日本製鉄株式会社
高Ni合金鋼
22日前
日本製鉄株式会社
原油油槽用鋼材
18日前
日本製鉄株式会社
溶鉄の製造方法
24日前
日本製鉄株式会社
溶鉄の製造方法
3日前
日本製鉄株式会社
溶鉄の製造方法
3日前
日本製鉄株式会社
高炉の操業方法
24日前
日本製鉄株式会社
鉄道車両用の車軸
16日前
日本製鉄株式会社
鉄鉱石の選別方法
15日前
日本製鉄株式会社
スラグの処理方法
23日前
日本製鉄株式会社
鋼の連続鋳造方法
23日前
日本製鉄株式会社
鋼矢板の製造方法
23日前
日本製鉄株式会社
鉄鉱石の選別方法
22日前
日本製鉄株式会社
焼結鉱の製造方法
23日前
日本製鉄株式会社
モールドパウダー
23日前
日本製鉄株式会社
金属材の製造方法
24日前
日本製鉄株式会社
鉄道車両用の台車
25日前
日本製鉄株式会社
金属材の製造方法
29日前
日本製鉄株式会社
鋼の連続鋳造方法
29日前
日本製鉄株式会社
鉄道車両用の台車枠
17日前
日本製鉄株式会社
溶鋼の脱窒処理方法
22日前
日本製鉄株式会社
金属部品の製造方法
22日前
日本製鉄株式会社
腐食モニタリング装置
8日前
日本製鉄株式会社
計測装置及び計測方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
スプリング圧接式温度計
29日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ