TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025151246
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024052577
出願日
2024-03-27
発明の名称
鋼の連続鋳造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B22D
11/128 20060101AFI20251002BHJP(鋳造;粉末冶金)
要約
【課題】簡易な構成で、中心偏析及びポロシティを低減することができる、鋼の連続鋳造方法を提供する。
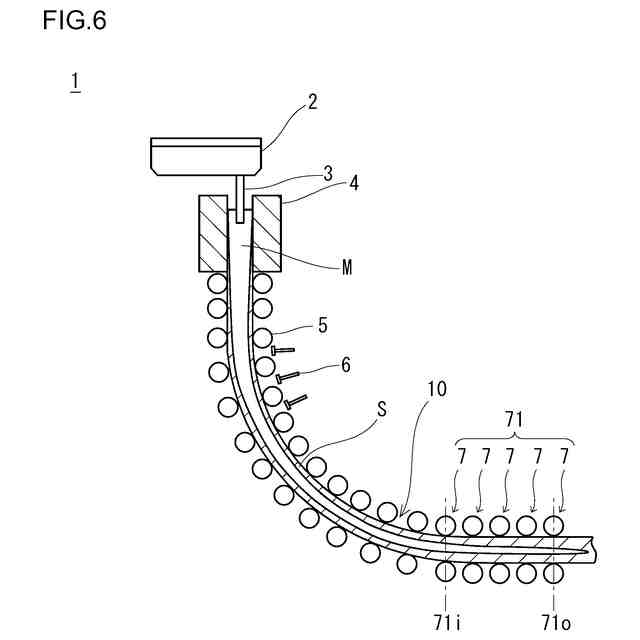
【解決手段】鋼の連続鋳造方法は、冷却工程(#5)と、圧下工程(#10)とを備える。冷却工程(#5)では、凝固シェル(S)の厚みが60mmに達するまでの範囲において、鋳型(4)の出側から幅方向中央部での鋳片(10)の表面温度が1000℃となるまでの鋳片(10)の表面冷却速度が5℃/s以上20℃/s以下となるように二次冷却ノズル(6)から二次冷却水を噴射する。圧下工程(#10)では、鋳片(10)の幅方向中央部における中心固相率が0.3に達してから1.0に達するまで、鋳片(10)を0.5mm/min以上2.0mm/min以下の圧下速度で軽圧下する。圧下工程(#10)の開始時において、鋳片(10)の表面温度は300℃以上1000℃以下である。
【選択図】図6
特許請求の範囲
【請求項1】
鋳型と、鋳片の鋳造方向に沿って配列されるサポートロールと、前記鋳片に二次冷却水を噴射する二次冷却ノズルと、前記サポートロールの前記鋳造方向下流側に配列される軽圧下ロールと、を含む連続鋳造機を用いた鋼の連続鋳造方法であって、
凝固シェルの厚みが60mmに達するまでの範囲において、前記鋳型の出側から幅方向中央部での前記鋳片の表面温度が1000℃となるまでの前記鋳片の表面冷却速度が5℃/s以上20℃/s以下となるように前記二次冷却ノズルから二次冷却水を噴射する、冷却工程と、
前記鋳片の幅方向中央部における中心固相率が0.3に達してから前記中心固相率が1.0に達するまで、前記鋳片を前記軽圧下ロールで0.5mm/min以上2.0mm/min以下の圧下速度で前記鋳片の厚み方向に軽圧下する圧下工程と、を備え、
前記圧下工程の開始時において、前記鋳片の表面温度は300℃以上1000℃以下である、連続鋳造方法。
続きを表示(約 130 文字)
【請求項2】
請求項1に記載の連続鋳造方法であって、
前記圧下工程後の前記鋳片の前記厚み方向中心から20mmの位置での凝固組織のうち、前記厚み方向に対する角度の絶対値が10°以上である前記凝固組織の割合は、30%以下である、連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼の連続鋳造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
鋼の連続鋳造において、鋳片には中心偏析及びポロシティといった欠陥が発生する。連続鋳造によって得られた鋳片は、圧延されて、製品となる。近年、製品の厚肉化及び高強度化が進み、これに伴い鋳片の内部品質に対する要求が一段と高まっている。このため、鋳片の厚み方向中心部での中心偏析及びポロシティをより低減することが求められる。これらの欠陥による内部品質を改善するため、通常、連続鋳造機内で鋳片を厚み方向に軽圧下することが行われる。未凝固鋳片を凝固収縮量に見合う分軽圧下することにより、厚み中心の正偏析が緩和される。
【0003】
中心偏析を低減する技術として、例えば特許文献1~3が知られている。特許文献1には、鋳片の幅方向の凝固プロフィール(凝固シェルの厚みの推移)を予め求めておき、このプロフィールが均一となるように鋳片の幅方向の二次冷却水量を個別に制御し、厚み中心部の負偏析を増加させる技術が開示されている。特許文献2には、連続鋳造機内の鋳片に0.15T以上の静磁場を印加し、鋳片の厚み中心部の凝固組織を柱状晶化させる技術が開示されている。特許文献3には、鋳片の厚み方向に沿った固相率の平均値が0.8以下である始点から1.0以下である終点までの範囲において二次冷却における水量密度を調整することにより、中心偏析の粒径を小さくする技術が記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第6561822号公報
特許第6264524号公報
特許第7355285号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1では、鋳片の厚み中心部に負偏析を形成させることを前提としている。厚み中心部に負偏析を形成させるためには、未凝固鋳片に凝固収縮量以上の大圧下を加え、濃化溶鋼を強制的に排出させることが必要である。そのため、大圧下を行う圧下装置が必要となる。
【0006】
特許文献2では、鋳片に静磁場を印加する装置が必要である。また、ある程度凝固シェルが発達した状態で溶鋼対流を抑制するためには、静磁場の強度を大きくする必要がある。そのため、設備開発、導入やメンテナンスコストが大きくなり、費用対効果の面で不利である。
【0007】
特許文献3では、凝固シェルの厚みが大きい範囲において鋳片の強冷却を行う。よって、凝固界面における温度勾配を制御するためには鋳片温度を非常に低くする必要があると考えられる。この場合、鋳片の熱応力割れの懸念がある。さらに、特許文献3では、表面温度が低く強度が高い鋳片に対して軽圧下を行うため、十分な軽圧下を行うためには非常に大きな推力が必要となる。その結果、設備コストが高くなり費用対効果の面で不利である。
【0008】
本開示の目的は、簡易な構成で、中心偏析及びポロシティを低減することができる、鋼の連続鋳造方法を提供することである。
【課題を解決するための手段】
【0009】
本開示に係る鋼の連続鋳造方法では、連続鋳造機を用いる。連続鋳造機は、鋳型と、サポートロールと、二次冷却ノズルと、軽圧下ロールとを含む。サポートロールは、鋳片の鋳造方向に沿って配列される。二次冷却ノズルは、鋳片に二次冷却水を噴射する。軽圧下ロールは、サポートロールの鋳造方向下流側に配列される。連続鋳造方法は、冷却工程と、圧下工程とを備える。冷却工程では、凝固シェルの厚みが60mmに達するまでの範囲において、鋳型の出側から幅方向中央部での鋳片の表面温度が1000℃となるまでの鋳片の表面冷却速度が5℃/s以上20℃/s以下となるように二次冷却ノズルから二次冷却水を噴射する。圧下工程では、鋳片の幅方向中央部における中心固相率が0.3に達してから中心固相率が1.0に達するまで、鋳片を軽圧下ロールで0.5mm/min以上2.0mm/min以下の圧下速度で鋳片の厚み方向に軽圧下する。圧下工程の開始時において、鋳片の表面温度は300℃以上1000℃以下である。
【発明の効果】
【0010】
本開示に係る鋼の連続鋳造方法によれば、簡易な構成で、中心偏析及びポロシティの両方を低減することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ