TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154304
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057222
出願日
2024-03-29
発明の名称
金属部品の製造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B23Q
11/10 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】除去加工工具の工具寿命を向上できる、金属部品の製造方法を提供する。
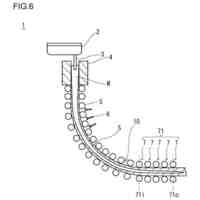
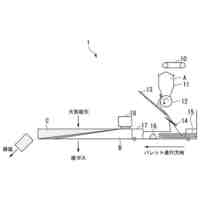
【解決手段】本開示の金属部品の製造方法において、ファインバブル生成工程は、ファインバブル生成装置3により、加工液PF中にファインバブルを生成する。除去加工工程は、除去加工工具1を金属素材Wに接触させて除去加工を実施する。加工液供給工程は、除去加工時において、除去加工工具1のうち金属素材Wに接触している部分、及び/又は、金属素材Wのうち除去加工工具1と接触している部分に、ファインバブルを含有する加工液PFをかけ流す。除去加工を実施しているとき、ファインバブル生成装置3がファインバブルを生成するための除去加工時間1時間当たりの平均動力である動力P(Wh)と、除去加工により金属素材Wから除去される金属量である単位時間当たりの除去金属物量M(g/秒)とが式(1)を満たす。
30<P/M<300 (1)
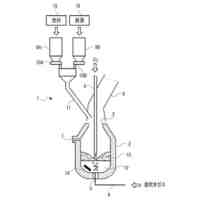
【選択図】図1
特許請求の範囲
【請求項1】
金属部品の製造方法であって、
金属素材を準備する工程と、
ファインバブル生成装置により、加工液中にファインバブルを生成するファインバブル生成工程と、
除去加工工具を前記金属素材に接触させて除去加工を実施する除去加工工程と、
前記除去加工時において、前記除去加工工具のうち前記金属素材に接触している部分、及び/又は、前記金属素材のうち前記除去加工工具と接触している部分に、前記ファインバブルを含有する前記加工液をかけ流す加工液供給工程とを備え、
前記除去加工を実施しているとき、前記ファインバブル生成装置が前記ファインバブルを生成するための除去加工時間1時間当たりの平均動力である動力P(Wh)と、前記除去加工により前記金属素材から除去される金属量である単位時間当たりの除去金属物量M(g/秒)とが式(1)を満たす、
金属部品の製造方法。
30<P/M<300 (1)
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の金属部品の製造方法であって、
前記ファインバブル生成工程では、
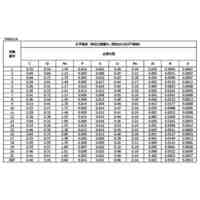
平均粒径Dが0.01~10.00μmである前記ファインバブルを生成し、
前記製造方法ではさらに、
前記除去加工を実施しているとき、前記動力P(Wh)と、前記除去金属物量M(g/秒)と、前記平均粒径D(μm)とが式(2)を満たす、
金属部品の製造方法。
TIFF
2025154304000011.tif
13
170
【請求項3】
請求項2に記載の金属部品の製造方法であって、
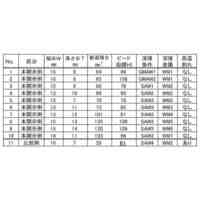
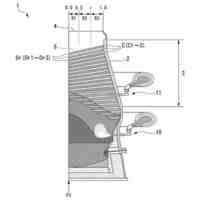
前記除去加工工程では、前記除去加工工具として切削工具を用いて、切り込み量T(m)、及び切削速度V(m/秒)で切削加工を実施し、
前記製造方法ではさらに、
前記除去加工を実施しているとき、前記加工液中の前記ファインバブルの体積率VR(体積%)と、前記加工液中のファインバブルの平均粒径D(μm)とが式(3)を満たす、
金属部品の製造方法。
TIFF
2025154304000012.tif
12
170
【請求項4】
請求項1~請求項3のいずれか1項に記載の金属部品の製造方法であって、
前記ファインバブル生成装置は、前記加工液中の溶存酸素を用いて前記ファインバブルを生成する、
金属部品の製造方法。
【請求項5】
請求項1~請求項3のいずれか1項に記載の金属部品の製造方法であって、
前記ファインバブル生成装置は、
前記加工液を貯留可能な加工液収納容器と、
前記加工液中に前記ファインバブルを生成するファインバブル生成器と、
前記加工液収納容器に収納された前記加工液を前記ファインバブル生成器に供給する供給配管と、
前記ファインバブル生成器により前記ファインバブルが生成された前記加工液を前記加工液収納容器に排出する排出配管と、を含む、
金属部品の製造方法。
【請求項6】
請求項1~請求項3のいずれか1項に記載の金属部品の製造方法であって、
前記除去加工工程において、前記加工液中の前記ファインバブルのメジアン径D10(μm)及びメジアン径D90(μm)は、式(4)を満たす、
金属部品の製造方法。
D90-D10<3.0 (4)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属部品の製造方法に関し、さらに詳しくは、金属素材に対して除去加工を実施して金属部品を製造する金属部品の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
金属素材に対して除去加工を実施して、金属部品を製造する方法が知られている。除去加工工程には、大きく分けて、(1)切削加工、(2)研削加工、(3)研磨加工、が存在する。
【0003】
切削加工は、除去加工工具として切削工具を用いて、切削工具の刃先を金属素材に押し当てて金属素材を切削する。切削加工は例えば、フライス加工、旋削加工、ドリル加工(穴あけ加工)等である。
研削加工は、除去加工工具として砥石を用いて、高速回転させた砥石を金属素材に押し当てて金属素材を研削する。研削加工は例えば、平面研削、円筒研削、内面研削等である。
研磨加工は、除去加工工具として砥石を用いて、砥石を金属素材に接触させて金属部品を研磨し、金属部品の表面を平滑に仕上げる。研磨工程は例えば、砥石研磨、研磨布紙加工、ラッピング研磨、テープ研磨、バフ研磨、バレル研磨等である。
【0004】
これらの除去加工では、除去加工を実施しているときに、除去加工工具が金属素材と接触する。そのため、除去加工工具が摩耗したり、損耗したりする。したがって、除去加工において、除去加工工具の寿命向上が求められている。
【0005】
特開2007-331088号公報(特許文献1)では、機械加工装置において、機械加工装置に用いられる切削工具および被加工物にマイクロバブルを含む切削液を吹き付け、切削加工を行う。特許文献1では、これにより、工具の消耗を小さくできるとしている。
【先行技術文献】
【特許文献】
【0006】
特開2007-331088号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1では、マイクロバブルを用いることで、工具の消耗を小さくする。しかしながら、切削液中のマイクロバブルの生成量やマイクロバブルの粒径と、工具寿命との関係については検討されていない。
【0008】
本発明の目的は、除去加工工具の工具寿命を向上できる、金属部品の製造方法を提供することである。
【課題を解決するための手段】
【0009】
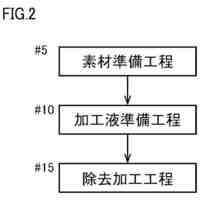
本実施形態の金属部品の製造方法は、金属素材を準備する工程と、ファインバブル生成工程と、除去加工工程と、加工液供給工程とを含む。ファインバブル生成工程は、ファインバブル生成装置により、加工液中にファインバブルを生成する。除去加工工程は、除去加工工具を金属素材に接触させて除去加工を実施する。加工液供給工程は、除去加工時において、除去加工工具のうち金属素材に接触している部分、及び/又は、金属素材のうち除去加工工具と接触している部分に、ファインバブルを含有する加工液をかけ流す。除去加工を実施しているとき、ファインバブル生成装置がファインバブルを生成するための除去加工時間1時間当たりの平均動力である動力P(Wh)と、除去加工により金属素材から除去される金属量である単位時間当たりの除去金属物量M(g/秒)とが式(1)を満たす。
30<P/M<300 (1)
【発明の効果】
【0010】
本発明の金属部品の製造方法は、除去加工工具の工具寿命を向上できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
7日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
7日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
7日前
日本製鉄株式会社
溶接継手
13日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
機械構造用部品
8日前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
29日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
29日前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
鋼の連続鋳造方法
7日前
日本製鉄株式会社
鉄道車両用の台車
1か月前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ