TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025156974
公報種別
公開特許公報(A)
公開日
2025-10-15
出願番号
2024059765
出願日
2024-04-02
発明の名称
鉄道車両用の台車枠
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B61F
5/52 20060101AFI20251007BHJP(鉄道)
要約
【課題】溶接量を低減しつつ、軽量化を図ることのできる鉄道車両用の台車枠を提供する。
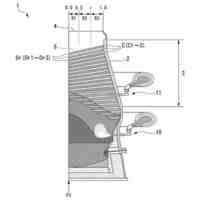
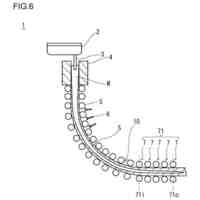
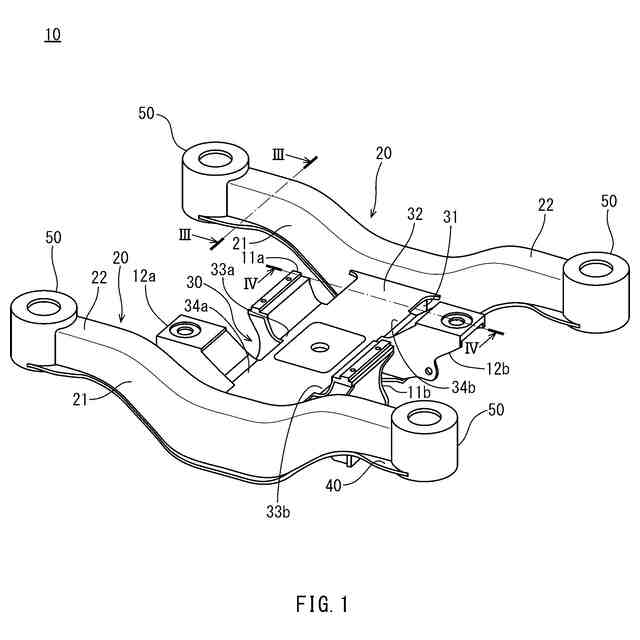
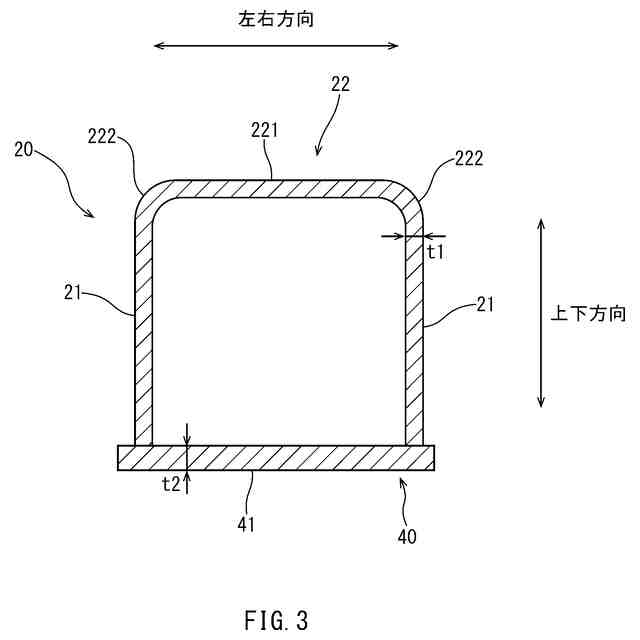
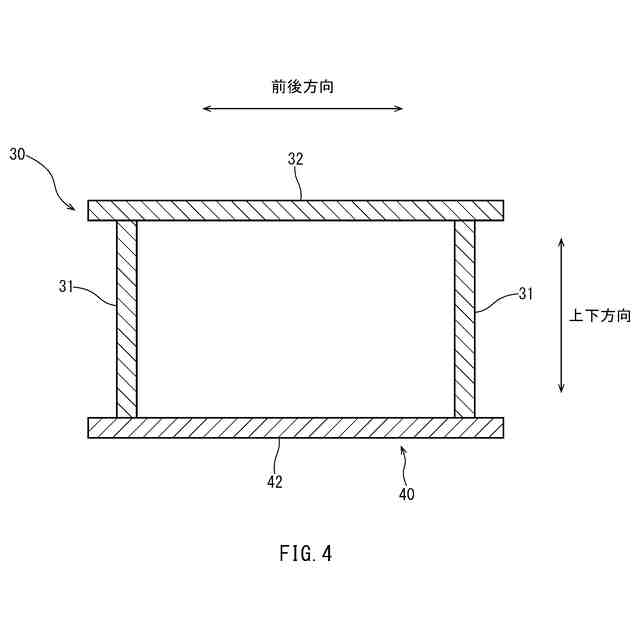
【解決手段】鉄道車両用の台車枠(10)は、一対の側ばり本体(20)と、横ばり本体(30)と、底板(40)とを備える。一対の側ばり本体(20)は、一対の第1側板部(21)と、第1天板部(22)とをそれぞれ含む。第1天板部(22)は、第1側板部(21)の各々と一体的に設けられる。横ばり本体(30)は、一対の第2側板部(31)と、第2天板部(32)とを含む。横ばり本体(30)は、側ばり本体(20)の各々に溶接で接合される。底板(40)は、第1底板部(41)と、第2底板部(42)とを含む。第1底板部(41)は、第1側板部(21)の各々に溶接で接合される。第2底板部(42)は、第1底板部(41)と一体的に設けられる。第2底板部(42)は、第2側板部(31)の各々に溶接で接合される。
【選択図】図1
特許請求の範囲
【請求項1】
鉄道車両用の台車枠であって、
互いに対向する一対の第1側板部と、前記第1側板部の各々と一体的に設けられ、前記第1側板部同士を連結する第1天板部と、をそれぞれ含む一対の側ばり本体と、
互いに対向する一対の第2側板部と、前記第2側板部同士を連結する第2天板部と、を含み、前記側ばり本体の各々に溶接で接合される横ばり本体と、
前記第1天板部とは反対側で前記第1側板部の各々に溶接で接合される第1底板部と、前記第1底板部と一体的に設けられ、前記第2天板部とは反対側で前記第2側板部の各々に溶接で接合される第2底板部と、を含む底板と、を備える、台車枠。
続きを表示(約 280 文字)
【請求項2】
請求項1に記載の台車枠であって、
前記第2天板部は、前記第2側板部の各々に溶接で接合される、台車枠。
【請求項3】
請求項1に記載の台車枠であって、
前記第2天板部は、前記第2側板部の各々と一体的に設けられる、台車枠。
【請求項4】
請求項1から3のいずれか1項に記載の台車枠であって、
前記底板は、さらに、前記第2底板部と一体的に設けられ、前記第2底板部から突出する受座支持部を含み、
前記受座支持部には、機能部品を取り付けるための受座が溶接で接合される、台車枠。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鉄道車両用の台車枠に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
一般に、鉄道車両用の台車は、前後の輪軸と、各輪軸を支持する台車枠とを含む。台車枠は、一対の側ばりと、横ばりとを備える。横ばりは、側ばり同士を連結する。
【0003】
台車は、台車の機能を実現するために、ブレーキキャリパ、モータ、歯車装置等の機能部品をさらに備える。機能部品は、例えば受座に取り付けられる。受座は、通常、横ばりに溶接で接合される。
【0004】
特許文献1には、側ばり及び横ばりを4面板合わせ構造とした台車枠が開示されている。この側ばり及び横ばりは、それぞれ天板部材と、底板部材と、天板部材及び底板部材に溶接接合された一対の側板部材とから構成される。側ばりの底板部材は、横ばりの底板部材と別体である。横ばりには、受座の上面部及び下面部に相当する受座支持部が設けられる。これらの受座支持部は、それぞれ天板部材及び底板部材と一体で成形される。
【先行技術文献】
【特許文献】
【0005】
特許第5765292号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
鉄道車両用の台車枠において、溶接部の許容応力は、母材の許容応力よりも小さい。そのため、台車枠の信頼性向上の観点から、台車枠における溶接量を極力低減し、台車枠を母材化することが好ましい。
【0007】
台車枠を母材化する手法として、プレス加工又は鍛造等が挙げられる。しかしながら、プレス加工で製造した場合、台車枠の板厚は基本的に一定となる。また、鍛造で製造した場合、台車枠のうち断面形状が急激に変化する部位を成形するのは困難である。そのため、プレス加工又は鍛造によって全体が成形された台車枠は、複数の板材を溶接で接合して形成された台車枠と比較して重くなる場合がある。
【0008】
本開示は、溶接量を低減しつつ、軽量化を図ることのできる鉄道車両用の台車枠を提供することを課題とする。
【課題を解決するための手段】
【0009】
本開示に係る鉄道車両用の台車枠は、一対の側ばり本体と、横ばり本体と、底板とを備える。一対の側ばり本体は、一対の第1側板部と、第1天板部とをそれぞれ含む。一対の第1側板部は、互いに対向する。第1天板部は、第1側板部の各々と一体的に設けられる。第1天板部は、第1側板部同士を連結する。横ばり本体は、一対の第2側板部と、第2天板部とを含む。一対の第2側板部は、互いに対向する。第2天板部は、第2側板部同士を連結する。横ばり本体は、側ばり本体の各々に溶接で接合される。底板は、第1底板部と、第2底板部とを含む。第1底板部は、第1天板部とは反対側で第1側板部の各々に溶接で接合される。第2底板部は、第1底板部と一体的に設けられる。第2底板部は、第2天板部とは反対側で第2側板部の各々に溶接で接合される。
【発明の効果】
【0010】
本開示に係る鉄道車両用の台車枠によれば、溶接量を低減しつつ、軽量化を図ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
6日前
日本製鉄株式会社
棒鋼
6日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
6日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
溶接継手
12日前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
学習システム
1か月前
日本製鉄株式会社
機械構造用部品
7日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
28日前
日本製鉄株式会社
溶鉄の製造方法
28日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
鉄道車両用の台車
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
19日前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
19日前
日本製鉄株式会社
鋼の連続鋳造方法
6日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ