TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171416
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076745
出願日
2024-05-09
発明の名称
鋼の連続鋳造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
11/124 20060101AFI20251113BHJP(鋳造;粉末冶金)
要約
【課題】生産性の向上と鋳片割れの抑制の両立が図れる鋼の連続鋳造方法を提供すること。
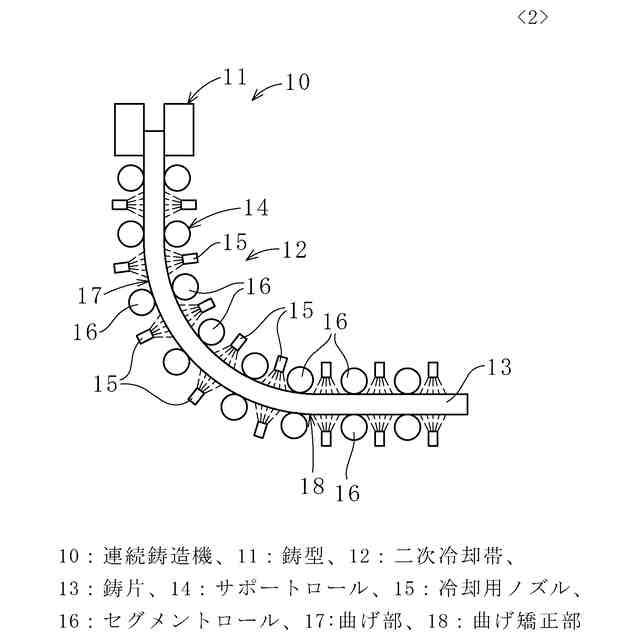
【解決手段】鋳型11と、鋳型11の下流側に配置された二次冷却帯12とを有する垂直曲げ型又は湾曲型の連続鋳造機10を用い、鋳型11から引き抜かれた鋳片13に対して、二次冷却帯12に設けられた多数の冷却用ノズル15から冷却水を吹き付けて冷却すると共に、湾曲した鋳片13を曲げ矯正部18で矯正する鋼の連続鋳造方法であり、鋳型11の下端部から曲げ矯正部18手前5分の位置までの鋳片13の移動時間をAとし、鋳型11の下端部から曲げ矯正部18手前5分の位置までの鋳片13の移動の間に、(鋳片表面温度)-(冷却水温度35℃でのMHF点)≦-50℃の条件を満たす時間をBとした場合、0.50≦(B/A)≦1の条件を満たし、かつ、曲げ矯正部18手前において少なくとも5分間、鋳片13を復熱させる。
【選択図】図2
特許請求の範囲
【請求項1】
鋳型と、該鋳型の下流側に配置された二次冷却帯とを有する垂直曲げ型又は湾曲型の連続鋳造機を用い、前記鋳型から引き抜かれた鋳片に対して、前記二次冷却帯に設けられた多数の冷却用ノズルから冷却水を吹き付けて冷却すると共に、湾曲した前記鋳片を曲げ矯正部で矯正する鋼の連続鋳造方法であって、
前記鋳型の下端部から前記曲げ矯正部手前5分の位置までの前記鋳片の移動時間をAとし、前記鋳型の下端部から前記曲げ矯正部手前5分の位置までの前記鋳片の移動の間に、(鋳片表面温度)-(冷却水温度35℃でのMHF点)≦-50℃の条件を満たす時間をBとした場合、
0.50≦(B/A)≦1の条件を満たし、かつ
前記曲げ矯正部手前において少なくとも5分間、前記鋳片を復熱させることを特徴とする鋼の連続鋳造方法。
続きを表示(約 100 文字)
【請求項2】
前記鋳型の下端部から前記曲げ矯正部手前5分の位置までの前記鋳片の移動の間に、前記鋳片を、冷却水温度35℃でのCHF点±100℃まで冷却することを特徴とする請求項1記載の鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼の連続鋳造方法に関し、詳しくは、垂直曲げ型又は湾曲型の連続鋳造機を用いた鋼の連続鋳造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
垂直曲げ型又は湾曲型の連続鋳造機を用いた連続鋳造時の鋳片には、曲げ応力、バルジング変形応力、曲げ矯正応力等が発生し、当該応力によって割れが発生する場合がある。特に、Si添加鋼、高C鋼、Cr添加鋼は割れ感受性が高く、割れが頻繁に発生する場合がある。
詳細には、鋳型から引き抜かれた鋳片の冷却が弱く鋳片の温度が高すぎる場合、鋳片にバルジング起因の内部割れが発生し、また、湾曲させた鋳片の曲がりを矯正する曲げ矯正部において鋳片の温度が低すぎる場合、鋳片に表面割れが発生するため、鋳片温度を所定の適正範囲に制御する必要がある。
このような鋳片の割れを抑制するための方法として、以下のような方法が提案されている。
【0003】
例えば、特許文献1には、Siを含む鋼材を例に、連続鋳造における二次冷却帯での鋳片の二次冷却の全部又は一部を、冷却ノズルからの水の噴射によって行うこと、また、上記冷却ノズルによる冷却を、膜沸騰から遷移沸騰に変わる温度点であるMHF点よりも鋳片表面温度が高い状態となる冷却条件とし、かつ、MHF点が700℃未満となるように上記噴射される水の平均液滴径及び平均水温の少なくとも一方を設定すること、が記載されている。
【0004】
また、特許文献2には、連続鋳造の二次冷却において、鋳片の表面温度を、Ni含有量等をパラメータとする値よりも高くすることにより、MHF点よりも高い温度で鋳片を冷却することが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2011-251291号公報
特開平8-132207号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1記載の方法では、冷却を均一化させることにより鋳片の表面割れ発生を抑制することは可能になるが、常にMHF点以上となる膜沸騰領域(図1の領域R
B
参照)で鋳片を冷却することとなる。一般に膜沸騰領域では、高温となった鋼材表面に断熱層になり得る水蒸気被膜が生成し、この水蒸気被膜の上方に水が存在するため、鋳片の冷却能力が低くなる。このため、鋳片の凝固速度が遅くなり生産性が悪くなる。
また、均一冷却を目的に、MHF点を700℃未満にコントロールすることが必要であり、この対策として水温を一律で60℃以上に調整しているが、この場合、水温調整用の設備改造が必要であり、また、水蒸気の多量発生を招くため、例えば、二次冷却帯の設備の腐食や、作業環境の悪化等を招くおそれがある。
【0007】
また、特許文献2記載の方法も、鋳片の表面割れ発生の抑制が可能となるが、特許文献1と同様、MHF点よりも高い温度で鋳片を冷却するため、鋳片の凝固速度が遅くなり生産性が悪くなる。
【0008】
なお、特許文献1、2には、MHF点以下の高熱伝達係数(熱流束)の領域で鋳片を冷却することにより、鋳片の凝固速度を向上させて生産性を向上できるが、鋳片に割れが発生する場合があると記載されている。
【0009】
本発明の課題は、生産性の向上と鋳片割れの抑制の両立が図れる鋼の連続鋳造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を達成するために検討した結果、本発明者らは、以下の知見を見出し、本発明を完成するに至った。
MHF点より50℃以上低い温度での鋳片冷却時間を所定時間確保することにより、鋳片の冷却速度を高めることができ、これにより鋳片表層の凝固シェル厚を確保して内部割れが抑制できるだけでなく、鋳片温度の変化による冷却能力の変動が小さい領域(図1の領域R
A
参照)で鋳片の冷却を進めることができ、これにより、鋳片の長手方向の温度バラつき(ばらつき)を抑制することができる。従って、その後に復熱させることで、曲げ矯正部でも鋳片の長手方向の温度バラつきが抑制されるため、表面割れの発生も抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ