TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171406
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076726
出願日
2024-05-09
発明の名称
棒鋼
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
C22C
38/00 20060101AFI20251113BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】面疲労強度に優れる棒鋼を提供する。
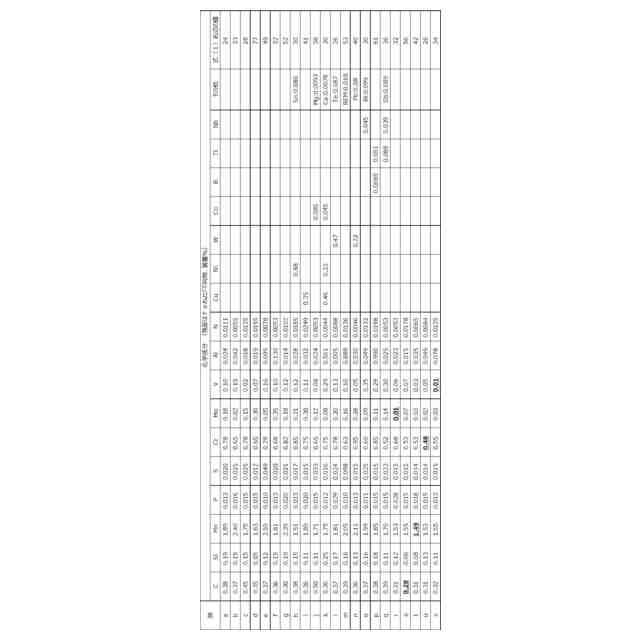
【解決手段】質量%で、C:0.30~0.50%、Si:0.05~0.25%、Mn:1.50~2.60%、P:0.030%以下、S:0.100%以下、Cr:0.50~0.95%、Mo:0.02~0.35%、V:0.02~0.35%、Al:0.005~1.000%、N:0.0250%以下、を含有し、Si、Mn、Cr、V、Alが下記式(1)を満たし(式(1)中の各元素記号は当該元素の質量%での含有量)、残部がFe及び不純物からなる化学組成を有し、金属組織は面積率でベイナイト及びマルテンサイトの合計が30%以上であり、ビッカース硬さが180~300HVである、棒鋼。24≦(Mn+3Cr+2V+6Al)/Si (1)
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、
C :0.30~0.50%、
Si:0.05~0.25%、
Mn:1.50~2.60%、
P :0.030%以下、
S :0.100%以下、
Cr:0.50~0.95%、
Mo:0.02~0.35%、
V :0.02~0.35%、
Al:0.005~1.000%、
N :0.0250%以下、
を含有し、Si、Mn、Cr、V、Alが下記式(1)を満たし、残部がFe及び不純物からなる化学組成を有し、
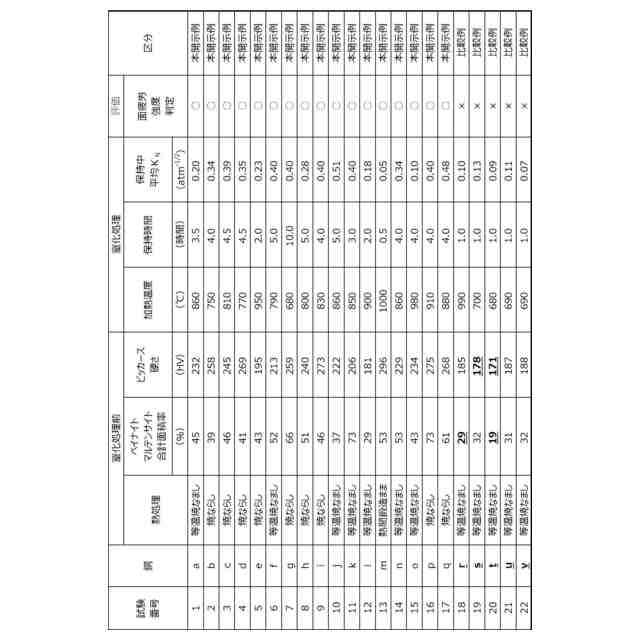
金属組織は、面積率でベイナイト及びマルテンサイトの合計が30%以上であり、
ビッカース硬さが180~300HVである、棒鋼。
24≦(Mn+3Cr+2V+6Al)/Si 式(1)
ただし、上記式(1)中の各元素記号は当該元素の質量%での含有量である。
続きを表示(約 1,200 文字)
【請求項2】
質量%で、
C :0.30~0.50%、
Si:0.05~0.25%、
Mn:1.50~2.60%、
P :0.030%以下、
S :0.100%以下、
Cr:0.50~0.95%、
Mo:0.02~0.35%、
V :0.02~0.35%、
Al:0.005~1.000%、
N :0.0250%以下、
を含有し、Si、Mn、Cr、V、Alが下記式(1)を満たし、さらに、下記A群~下記E群からなる群から選択される1種又は2種以上を含有し、残部がFe及び不純物である化学組成を有し、
金属組織は、面積率でベイナイト及びマルテンサイトの合計が30%以上であり、
ビッカース硬さが180~300HVである、棒鋼。
24≦(Mn+3Cr+2V+6Al)/Si 式(1)
ただし、上記式(1)中の各元素記号は当該元素の質量%での含有量である。
[A群]
Cu:0.50%以下、
Ni:0.50%以下、
W :0.50%以下、
Co:0.100%以下、及び
B :0.0100%以下からなる群より選ばれる1種又は2種以上
[B群]
Ti:0.100%以下、及び
Nb:0.050%以下からなる群より選ばれる1種又は2種
[C群]
Bi:0.100%以下、
Te:0.100%以下、
Pb:0.09%以下、
Sn:0.100%以下、及び
Sb:0.100%以下からなる群より選ばれる1種又は2種以上
[D群]
Ca:0.0100%以下、
Mg:0.0100%以下、及び
REM:0.020%以下からなる群より選ばれる1種又は2種以上
【請求項3】
前記化学組成が、前記A群を含む請求項2に記載の棒鋼。
【請求項4】
前記化学組成が、前記B群を含む請求項2に記載の棒鋼。
【請求項5】
前記化学組成が、前記C群を含む請求項2に記載の棒鋼。
【請求項6】
前記化学組成が、前記D群を含む請求項2に記載の棒鋼。
【請求項7】
処理温度が680~1000℃であり、下記式(2)で求められる窒化ポテンシャルK
N
が0.05~0.60で浸窒焼入れ処理される棒鋼である、請求項1~請求項6のいずれか1項に記載の棒鋼。
K
N
(atm
-1/2
)=(NH
3
分圧(atm))/[(H
2
分圧(atm))
3/2
] 式(2)
発明の詳細な説明
【技術分野】
【0001】
本開示は、棒鋼に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
自動車や各種産業機械などに使用される棒鋼、例えばトランスミッションの歯車やCVT(Continuously Variable Transmission)のプーリー、軸受などの動力伝達部品には、高い面疲労強度や、耐摩耗性等が要求される。そのため、これらの部品には、JIS規格のSCr420、SCM420やSNCM420といった機械構造用合金鋼が素材として用いられ、所定形状に加工された後、浸炭焼入れ処理により部品表層に硬化層が付与され、疲労強度の向上が図られてきた。
【0003】
近年、CO
2
排出量の削減のため、自動車産業では内燃機関に代わり動力の電動化が推進されてきている。そのため、歯車等の棒鋼、特に動力伝達部品に要求される特性が今後劇的に変化する可能性がある。例えば電気自動車(EV)では、動力源であるモータの直下にトルクの確保のため減速機を組み込む例が多く見られる。これらユニットの小型化は、車体の軽量化や設計自由度の向上に繋がるため、今後さらに需要が伸びる領域であると考えられる。しかし、EVでは内燃機関起因の騒音、振動が無く走行音が静かであることから、減速機で生じるギアノイズが顕在化する。そのため、減速機の歯車には、小型化に伴う高強度化に加え、騒音や振動を抑制するため今まで以上に研削代を大きくして形状を整える等、研削コストの増大が懸念される。
【0004】
浸炭焼入れは、棒鋼をFe-C二元系におけるオーステナイト域(900~950℃程度)まで加熱して、部品表層のC(炭素)濃度を高濃度にした後急冷することで、部品表層に硬質なマルテンサイトを生成させる方法であり、高い面疲労強度が得られる。一方で、浸炭焼入れは、部品の芯部まで焼入れる熱処理であり、処理後の歪(熱処理歪)が大きくなりやすいため、後工程での研削コストが嵩む。特にEV向けの減速機歯車では、先述の通り研削コストの増大が懸念されるため、研削コストの低減に寄与する熱処理工法への切り替えニーズが高い。
【0005】
このような背景から近年では、浸炭焼入れ処理よりも熱処理歪が小さい表面硬化熱処理である窒化や軟窒化が注目されるようになってきている。
【0006】
窒化は、棒鋼をFe-N二元系におけるフェライト域(400~600℃程度)まで加熱して、鋼の表面に窒素を侵入させる表面硬化熱処理であり、軟窒化は、鋼の表面に窒素と炭素を侵入させる表面硬化熱処理である。窒化及び軟窒化に用いる媒体には、ガス、塩浴、プラズマなどがある。自動車用の部品には、主に、生産性に優れるガス窒化及びガス軟窒化が適用されている。
【0007】
ガス窒化及びガス軟窒化によって生成される硬化層は、最表面に生成する厚さ数~数十μmの窒素化合物層(以下、「化合物層」と略す場合がある)と、化合物層の直下に生成する窒素拡散層(以下、「拡散層」と略す場合がある)である。
【0008】
拡散層は、侵入窒素及び炭素による固溶強化機構、並びに窒化物の粒子分散強化機構により硬化された層である。拡散層の硬さ及び深さを増大させることで、部品の面疲労強度が向上する。一方で、窒化や軟窒化は浸炭焼入れに比べ低温域での熱処理であることから、浸炭焼入れ並みの硬化層深さを有するためには長時間の熱処理が必要である。加えて。窒化温度を600℃よりも高めて処理時間を短時間化しようとすると、硬化層や、それより深い領域である非硬化層(以下、「芯部」と略す場合がある)が軟化することでこれらの硬さが低下し、十分な面疲労強度を得られない。
このような窒化及び軟窒化処理の欠点を克服させる可能性のある熱処理として、近年では、Fe-N二元系におけるA1、A
3
点がFe-C二元系のそれに比べ低温であることを利用して、浸炭焼入れよりも熱処理歪を小さく、かつ窒化や軟窒化よりも硬化層を深くする浸窒焼入れ処理の適用が注目され始めている。浸窒焼入れ処理は、棒鋼をFe-N二元系におけるオーステナイト域(700~1000℃程度)まで加熱して、部品表層のN濃度を高濃度にした後急冷することで、部品表層に硬質なマルテンサイトを生成させる方法である。
【0009】
近年では、窒化物形成元素を調整することで硬さを高める手法が提案されている。
【0010】
特許文献1には、Si、Cr、Mo、V量を調整することで有効硬化層深さと高い表面硬さを両立させた軟窒化用鋼が開示されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
4か月前
日本製鉄株式会社
鋳片
13日前
宏幸株式会社
金属回収方法
8か月前
個人
高強度せん断補強筋用の鋼材
8か月前
株式会社神戸製鋼所
鋼材
7か月前
JX金属株式会社
鉛の回収方法
2か月前
JX金属株式会社
鉛の回収方法
2か月前
古河電気工業株式会社
銅線
1か月前
株式会社神戸製鋼所
銅合金
1か月前
三菱マテリアル株式会社
切削工具
2か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
株式会社神戸製鋼所
銅合金板
3か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
3か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
8か月前
住友金属鉱山株式会社
金属の抽出方法
2か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼部品
2か月前
日本製鉄株式会社
鋼部品
2か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
大同メタル工業株式会社
摺動材料
4か月前
大同特殊鋼株式会社
鋼材及び金型
4か月前
日本製鉄株式会社
ボルト
3か月前
日本製鉄株式会社
ボルト
2か月前
住友金属鉱山株式会社
銅の製造方法
5か月前
大同特殊鋼株式会社
放熱材料
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ