TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025157936
公報種別
公開特許公報(A)
公開日
2025-10-16
出願番号
2024060302
出願日
2024-04-03
発明の名称
溶接継手
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
B23K
11/16 20060101AFI20251008BHJP(工作機械;他に分類されない金属加工)
要約
【課題】HAZ軟化部における破断を抑制できかつ優れた継手強度を有する溶接継手を提供する。
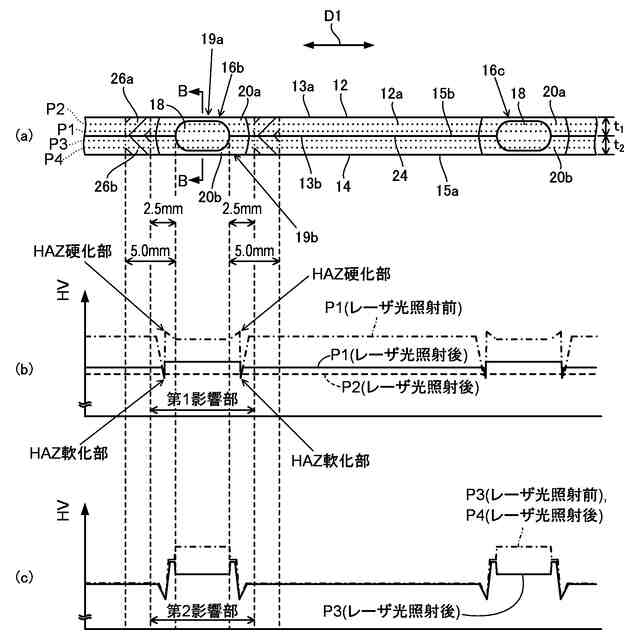
【解決手段】溶接継手10は、引張強さが2.0GPa以上の第1鋼板部材12と、第2鋼板部材14と、抵抗スポット溶接部16bとを含む。第1鋼板部材12の表面から第2鋼板部材14側に3t/4の第1深さ位置P1および3t/8の第2深さ位置P2における第1影響部19aおよび第1特定範囲26aのビッカース硬さの最大値は、第1鋼板部材12の母材の平均ビッカース硬さの75%以下であり、第1深さ位置P1および第2深さ位置P2における第1影響部19aのビッカース硬さの最小値は、第1特定範囲26aにおける第1鋼板部材12の平均ビッカース硬さの75%以上である。
【選択図】 図2
特許請求の範囲
【請求項1】
引張強さが2.0GPa以上の第1鋼板部材と、第2鋼板部材と、前記第1鋼板部材と前記第2鋼板部材とを接合する複数の抵抗スポット溶接部とを含み、
前記抵抗スポット溶接部は、溶接金属を含み、
前記複数の抵抗スポット溶接部のうちのいずれか一つを対象溶接部とし、前記対象溶接部の中心を通りかつ前記第1鋼板部材の厚み方向に平行な一断面を第1断面とし、前記対象溶接部の中心を通り、前記第1断面に直交しかつ前記厚み方向に平行な断面を第2断面とし、前記第1鋼板部材の厚みをt
1
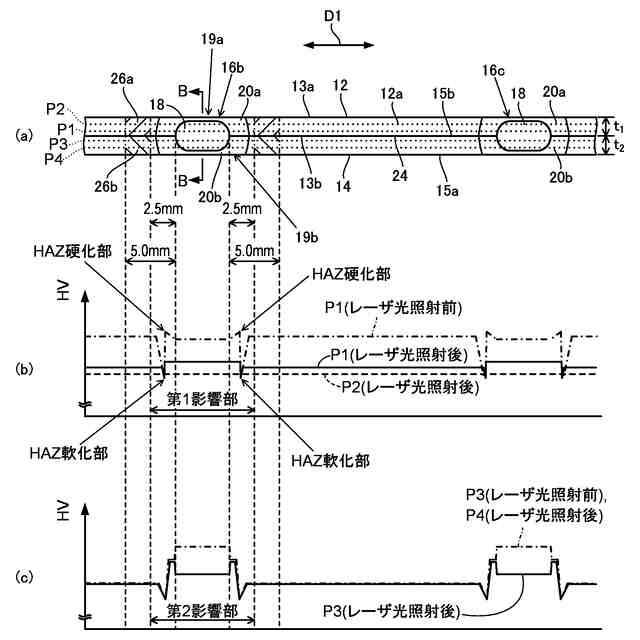
とし、前記第1鋼板部材の前記第2鋼板部材とは反対側の面を第1表面とし、前記第1鋼板部材の前記第2鋼板部材側の面を第1裏面とし、前記第1鋼板部材および前記溶接金属の前記第1鋼板部材側の部分のうち前記厚み方向から見て前記第1裏面における前記溶接金属の外縁から前記溶接金属の外方へ2.5mmよりも内側の部分を第1影響部とし、前記第1鋼板部材のうち前記厚み方向から見て前記第1裏面における前記溶接金属の外縁から前記溶接金属の外方へ2.5mm~5.0mmの範囲を第1特定範囲とした場合に、
前記第1断面および前記第2断面において、前記第1鋼板部材の前記第1表面から前記第2鋼板部材側に3t
1
/4の第1深さ位置および3t
1
/8の第2深さ位置における前記第1影響部のビッカース硬さの最大値はそれぞれ、前記第1鋼板部材の母材の平均ビッカース硬さの75%以下であり、
前記第1断面および前記第2断面において、前記第1特定範囲における前記第1鋼板部材の前記第1深さ位置および前記第2深さ位置のビッカース硬さの最大値はそれぞれ、前記第1鋼板部材の母材の平均ビッカース硬さの75%以下であり、
前記第1断面および前記第2断面の前記第1深さ位置および前記第2深さ位置においてそれぞれ、前記第1影響部のビッカース硬さの最小値は、前記第1特定範囲における前記第1鋼板部材の平均ビッカース硬さの75%以上である、溶接継手。
続きを表示(約 1,700 文字)
【請求項2】
前記第2鋼板部材の引張強さは2.0GPa未満である、請求項1に記載の溶接継手。
【請求項3】
前記対象溶接部と当該対象溶接部に隣り合う前記抵抗スポット溶接部との中間位置の前記第1深さ位置および前記第2深さ位置におけるビッカース硬さはそれぞれ、前記第1鋼板部材の前記母材の平均ビッカース硬さの75%以下である、請求項1に記載の溶接継手。
【請求項4】
前記対象溶接部と当該対象溶接部に隣り合う前記抵抗スポット溶接部との中間位置の前記第1深さ位置および前記第2深さ位置におけるビッカース硬さはそれぞれ、前記第1鋼板部材の前記母材の平均ビッカース硬さの75%超である、請求項1に記載の溶接継手。
【請求項5】
前記第2鋼板部材の厚みをt
2
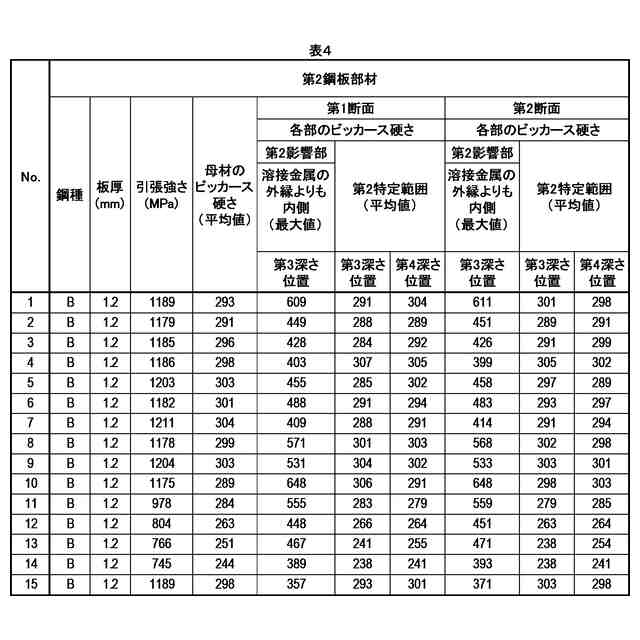
とし、前記第2鋼板部材の前記第1鋼板部材とは反対側の面を第2表面とし、前記第2鋼板部材の前記第1鋼板部材側の面を第2裏面とし、前記第2鋼板部材および前記溶接金属の前記第2鋼板部材側の部分のうち前記厚み方向から見て前記第2裏面における前記溶接金属の外縁から前記溶接金属の外方へ2.5mmよりも内側の部分を第2影響部とし、前記第2鋼板部材のうち前記厚み方向から見て前記第2裏面における前記溶接金属の外縁から前記溶接金属の外方へ2.5mm~5.0mmの範囲を第2特定範囲とした場合に、
前記第1断面および前記第2断面において、前記厚み方向から見て前記第2裏面における前記溶接金属の外縁よりも内側でかつ前記第2鋼板部材の前記第2表面から前記第1鋼板部材側に3t
2
/4の第3深さ位置における前記第2影響部のビッカース硬さの最大値は、前記厚み方向から見て前記第1裏面における前記溶接金属の外縁よりも内側でかつ前記第1深さ位置における前記第1影響部のビッカース硬さの最大値の90~110%であり、
前記第1断面および前記第2断面において、前記第2特定範囲内でかつ前記第3深さ位置および前記第2表面から前記第1鋼板部材側に3t
2
/8の第4深さ位置における前記第2鋼板部材の平均ビッカース硬さはそれぞれ、前記第2鋼板部材の母材の平均ビッカース硬さの90~110%である、請求項1に記載の溶接継手。
【請求項6】
前記第1断面および前記第2断面において、前記厚み方向から見て前記第1裏面における前記溶接金属の外縁よりも内側でかつ前記第1深さ位置における前記第1影響部のビッカース硬さの最大値は、前記厚み方向から見て前記第1裏面における前記溶接金属の外縁よりも内側でかつ前記第2深さ位置における前記第1影響部のビッカース硬さの最大値よりも大きく、
前記第1断面および前記第2断面において、前記第1特定範囲内でかつ前記第1深さ位置における前記第1鋼板部材の平均ビッカース硬さは、前記第1特定範囲内でかつ前記第2深さ位置における前記第1鋼板部材の平均ビッカース硬さよりも大きい、請求項1に記載の溶接継手。
【請求項7】
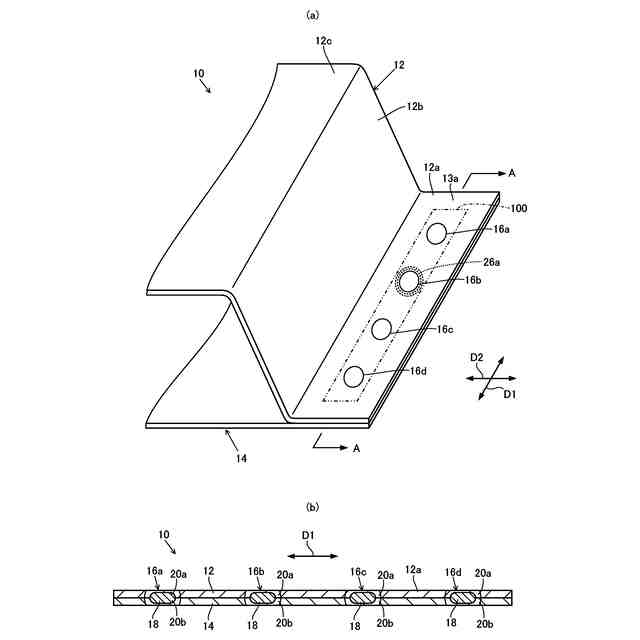
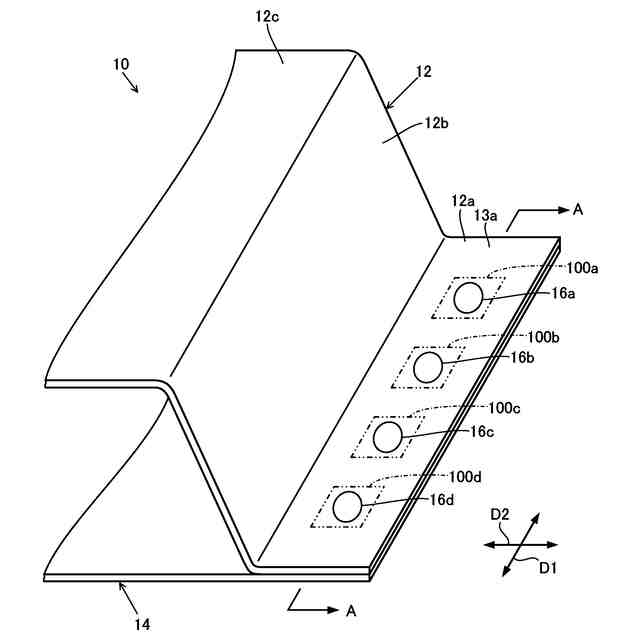
前記第1鋼板部材は、第1方向に延びるフランジ部と、前記フランジ部の厚み方向から見て前記第1方向に直交する第2方向における前記フランジ部の縁部から立ち上がる壁部とを有し、
前記複数の抵抗スポット溶接部によって前記フランジ部と前記第2鋼板部材とが溶接されている、請求項1に記載の溶接継手。
【請求項8】
前記対象溶接部の中心を通りかつ前記第2方向および前記厚み方向に平行な断面の前記第1影響部において、前記厚み方向から見て前記第1裏面における前記溶接金属の外縁よりも前記壁部側の部分の前記第1深さ位置における前記第1鋼板部材のビッカース硬さの最大値は、前記厚み方向から見て前記第1裏面における前記溶接金属の外縁よりも前記フランジ部の先端側の部分の前記第1深さ位置における前記第1鋼板部材のビッカース硬さの最大値よりも大きい、請求項7に記載の溶接継手。
【請求項9】
前記第1鋼板部材の前記母材のビッカース硬さは、前記壁部における前記第1鋼板部材のビッカース硬さである、請求項8に記載の溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、抵抗スポット溶接によって製造される溶接継手に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
抵抗スポット溶接によって複数の鋼板部材を溶接した構成を有する溶接継手(以下、抵抗スポット溶接継手とも記載する)が、自動車部品として利用されている。自動車部品として利用される抵抗スポット溶接継手には、自動車が衝突した際に破断を抑制することができる優れた継手強度が要求される。具体的には、自動車部品としての抵抗スポット溶接継手には、優れたせん断引張強さ(TSS:Tensile shear strength)および十字引張強さ(CTS:Cross tension strength)を有することが要求される。なお、せん断引張強さは、溶接部にせん断方向の荷重が負荷された場合の引張強さを表し、十字引張強さは、溶接部に剥離方向の荷重が負荷された場合の引張強さを表す。せん断方向の荷重とは、各鋼板部材の表面に平行な方向において鋼板部材同士を離す方向に加わる荷重を意味する。剥離方向の荷重とは、各鋼板部材の厚み方向において鋼板部材同士を剥離する方向に加わる荷重を意味する。
【0003】
そこで、従来、溶接継手のCTSおよびTSSを向上させるための技術が提案されている。例えば、特許文献1には、本通電によって形成したナゲットを、その後の冷却過程によってマルテンサイト変態させた後、再通電によってマルテンサイト組織を焼戻すことを特徴とする抵抗スポット溶接方法が開示されている。特許文献1には、上記の方法により、CTSおよびTSSを向上できることが記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第6958765号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
高強度鋼板を抵抗スポット溶接によって溶接する場合、一般に、スポット溶接部にはHAZ軟化部が生じる。自動車部品として利用される溶接継手には、自動車が衝突した際に面内引張応力が負荷されることがあるが、溶接継手が上記のようなHAZ軟化部を有する場合、耐衝突性能が低下することが知られている。具体的には、溶接継手に面内引張応力が負荷された場合に、HAZ軟化部にひずみが集中して破断が生じる場合がある。特許文献1に開示された方法では、上述したように、溶接継手のCTSおよびTSSの向上について考慮されているが、面内引張応力が負荷された際にHAZ軟化部において生じる破断への対策は考慮されていない。なお、面内引張応力とは、溶接継手を構成する各鋼板部材に生じる、各鋼板部材の表面に平行な方向の引張応力である。
【0006】
そこで、本発明は、HAZ軟化部における破断を抑制できかつ優れた継手強度を有する溶接継手を提供することを目的としている。
【課題を解決するための手段】
【0007】
上述したように、高強度鋼板を抵抗スポット溶接によって溶接する場合には、HAZ軟化部が生じる。また、特に引張強さが2.0GPa以上の高強度鋼板を抵抗スポット溶接する場合には、溶接部(HAZの一部(溶接中にA
C3
点以上に加熱される領域)および溶接金属)において著しい硬化が生じる。溶接部にこのような著しい硬化が生じると、溶接部にせん断方向または剥離方向の荷重が負荷された場合に、溶接部において早期に破断が生じやすくなる。
【0008】
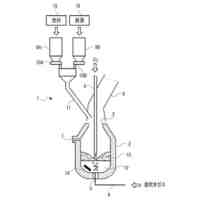
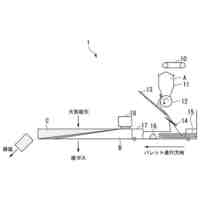
そこで、本発明者らは、引張強さが2.0GPaを超えるような高強度鋼板を含む抵抗スポット溶接継手において、HAZ軟化部による破断の回避と、溶接金属およびHAZ硬化部での早期破断の抑制とを両立させるための構成について、種々の検討を行った。その結果、抵抗スポット溶接を行った後に、溶接部に対して外部熱源による熱処理(例えば、レーザ光照射による焼戻し)を実施して溶接部の各部の硬さを適切に調整することで、HAZ軟化部での破断回避と、溶接金属およびHAZ硬化部での早期破断の抑制とを両立できることが分かった。
【0009】
本発明は、上記の知見に基づいてなされたものである。
【0010】
(1)本発明の一実施形態に係る溶接継手は、
引張強さが2.0GPa以上の第1鋼板部材と、第2鋼板部材と、前記第1鋼板部材と前記第2鋼板部材とを接合する複数の抵抗スポット溶接部とを含み、
前記抵抗スポット溶接部は、溶接金属を含み、
前記複数の抵抗スポット溶接部のうちのいずれか一つを対象溶接部とし、前記対象溶接部の中心を通りかつ前記第1鋼板部材の厚み方向に平行な一断面を第1断面とし、前記対象溶接部の中心を通り、前記第1断面に直交しかつ前記厚み方向に平行な断面を第2断面とし、前記第1鋼板部材の厚みをt
1
とし、前記第1鋼板部材の前記第2鋼板部材とは反対側の面を第1表面とし、前記第1鋼板部材の前記第2鋼板部材側の面を第1裏面とし、前記第1鋼板部材および前記溶接金属の前記第1鋼板部材側の部分のうち前記厚み方向から見て前記第1裏面における前記溶接金属の外縁から前記溶接金属の外方へ2.5mmよりも内側の部分を第1影響部とし、前記第1鋼板部材のうち前記厚み方向から見て前記第1裏面における前記溶接金属の外縁から前記溶接金属の外方へ2.5mm~5.0mmの範囲を第1特定範囲とした場合に、
前記第1断面および前記第2断面において、前記第1鋼板部材の前記第1表面から前記第2鋼板部材側に3t
1
/4の第1深さ位置および3t
1
/8の第2深さ位置における前記第1影響部のビッカース硬さの最大値はそれぞれ、前記第1鋼板部材の母材の平均ビッカース硬さの75%以下であり、
前記第1断面および前記第2断面において、前記第1特定範囲における前記第1鋼板部材の前記第1深さ位置および前記第2深さ位置のビッカース硬さの最大値はそれぞれ、前記第1鋼板部材の母材の平均ビッカース硬さの75%以下であり、
前記第1断面および前記第2断面の前記第1深さ位置および前記第2深さ位置においてそれぞれ、前記第1影響部のビッカース硬さの最小値は、前記第1特定範囲における前記第1鋼板部材の平均ビッカース硬さの75%以上である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋳片
1日前
日本製鉄株式会社
棒鋼
9日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
9日前
日本製鉄株式会社
鋼部品
9日前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
15日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
表面処理鋼材
1日前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
機械構造用部品
10日前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
9日前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日本製鉄株式会社
金属部品の製造方法
1か月前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
コイル巻き解き方法
2日前
日本製鉄株式会社
LF装置の操業方法
22日前
日本製鉄株式会社
車両用センターピラー
23日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ