TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130213
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027226
出願日
2024-02-27
発明の名称
リクレーマ
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B65G
65/20 20060101AFI20250901BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】原料の取残しを低減させることができるバケットホイール型のリクレーマを提供する。
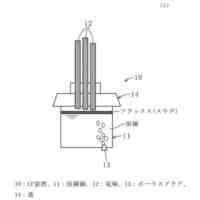
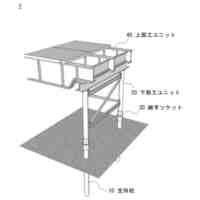
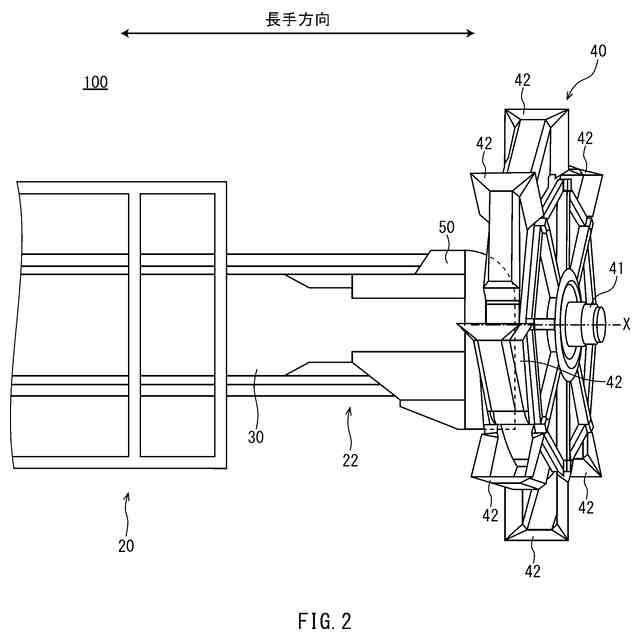
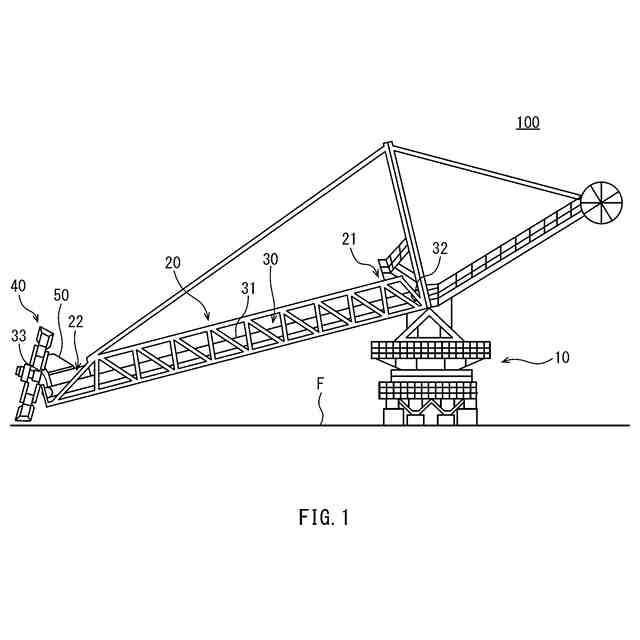
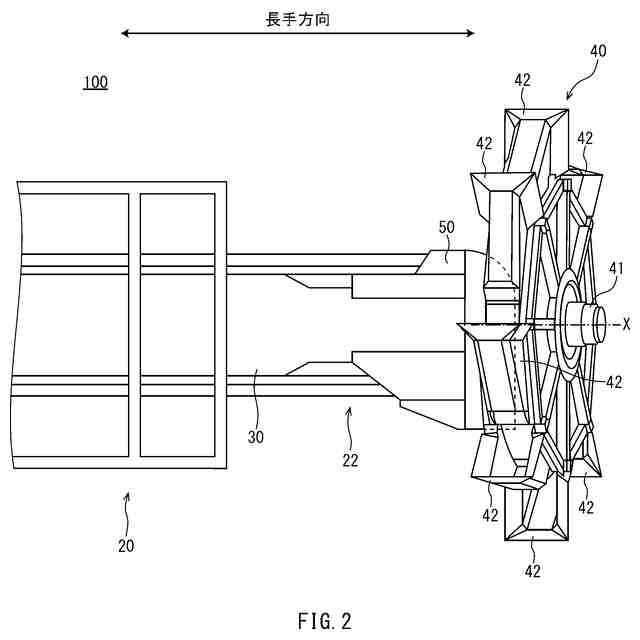
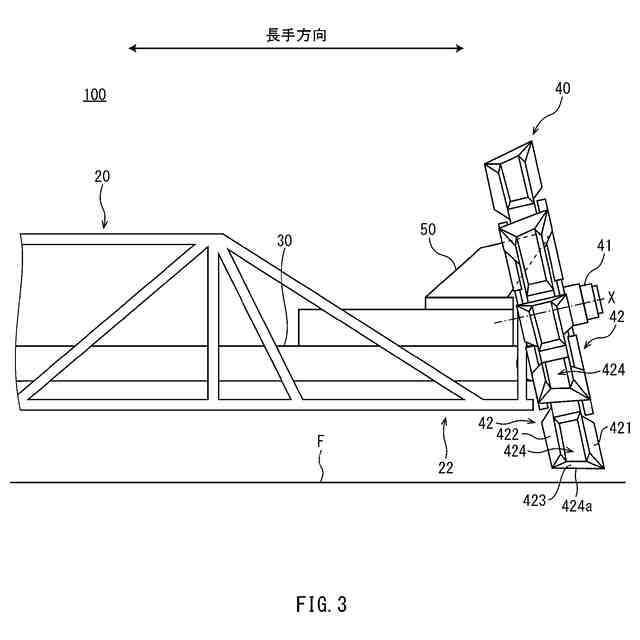
【解決手段】リクレーマ(100)は、走行体(10)と、ブーム(20)と、ベルトコンベヤ(30)と、バケットホイール(40)とを備える。ブーム(20)は、走行体(10)に対して旋回及び俯仰可能に取り付けられる。ブーム(20)は、走行体(10)から延在する。バケットホイール(40)は、回転軸(X)周りに回転するように構成されている。バケットホイール(40)は、複数のバケット(42)を含む。バケット(42)は、回転軸(X)の周囲に配置される。バケット(42)は、それぞれバケットホイール(40)の周方向の一方側に開口部(424)を有する。バケットホイール(40)は、リクレーマ(100)の上面視で回転軸(X)とブーム(20)の長手方向とがなす角度が45°以下となるように、ブーム(20)の先端部(22)に取り付けられる。
【選択図】図2
特許請求の範囲
【請求項1】
リクレーマであって、
走行体と、
前記走行体に対して旋回及び俯仰可能に取り付けられ、前記走行体から延在するブームと、
前記ブームに設けられたベルトコンベヤと、
回転軸周りに回転するように構成されたバケットホイールであって、前記回転軸の周囲に配置され、それぞれ前記バケットホイールの周方向の一方側に開口部を有する複数のバケットを含む前記バケットホイールと、
を備え、
前記バケットホイールは、前記リクレーマの上面視で前記回転軸と前記ブームの長手方向とがなす角度が45°以下となるように、前記ブームの先端部に取り付けられる、リクレーマ。
続きを表示(約 860 文字)
【請求項2】
請求項1に記載のリクレーマであって、
前記回転軸は、前記リクレーマの上面視で前記長手方向に平行である、リクレーマ。
【請求項3】
請求項1に記載のリクレーマであって、
前記回転軸は、前記ブームの反対側が前記ブーム側に対して上方に位置するように、前記ブームに対して傾斜する、リクレーマ。
【請求項4】
請求項3に記載のリクレーマであって、
前記バケットの各々は、前記複数のバケットの中で最下部に位置するとき、前記バケットホイールの側面視で前記開口部の下端縁が前方に向かうにつれて前記回転軸から離れるように前記回転軸に対して傾斜する、リクレーマ。
【請求項5】
請求項1に記載のリクレーマであって、
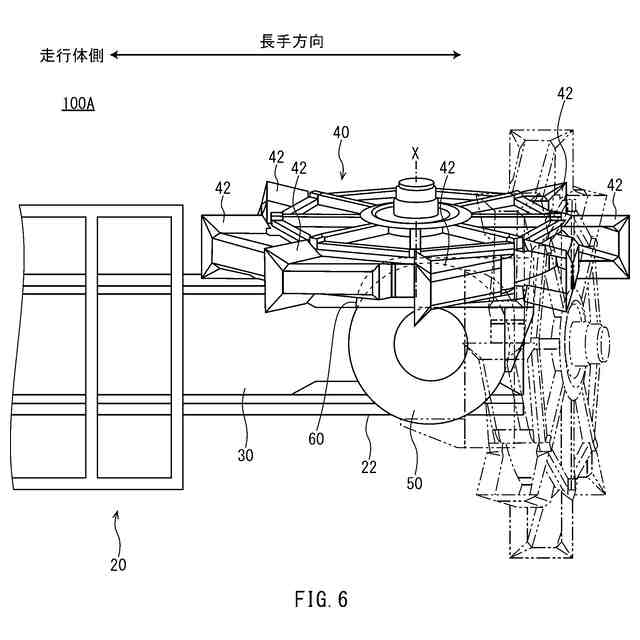
前記バケットホイールは、前記ブームに対して左右旋回可能に取り付けられている、リクレーマ。
【請求項6】
請求項1から5のいずれか1項に記載のリクレーマであって、さらに、
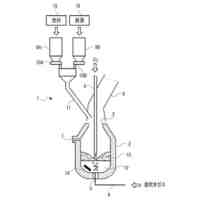
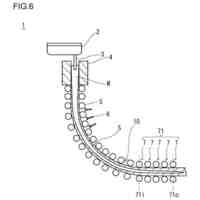
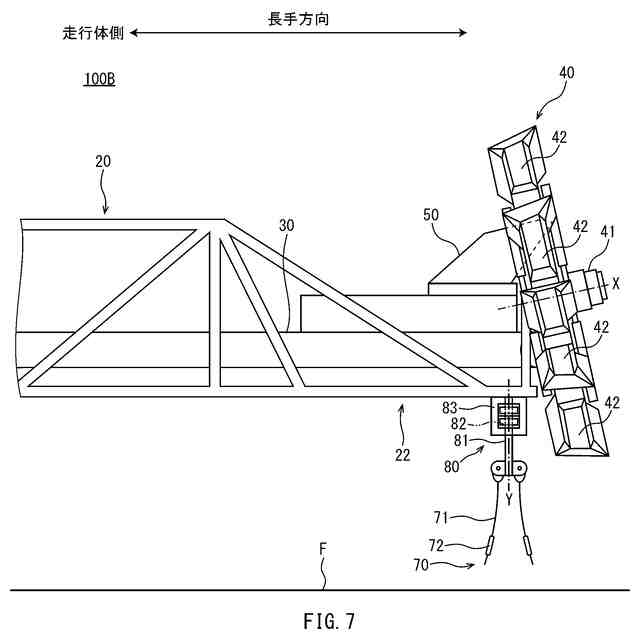
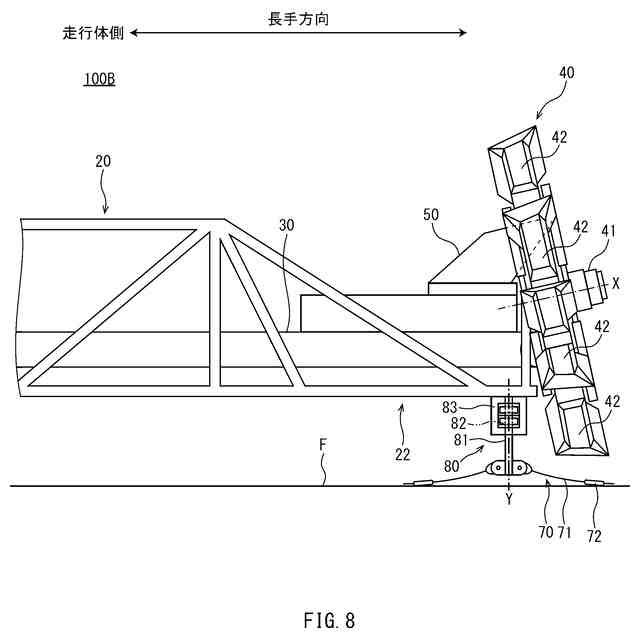
前記先端部から垂下するように前記先端部に取り付けられ、前記先端部に対する取付け軸周りに回転可能に構成されているロープ状部材を備える、リクレーマ。
【請求項7】
請求項6に記載のリクレーマであって、
前記ロープ状部材は、回転時に当該ロープ状部材の先端部が前記バケットホイールの前方を通過するように構成されている、リクレーマ。
【請求項8】
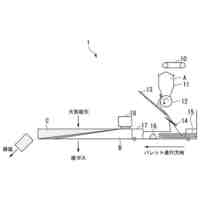
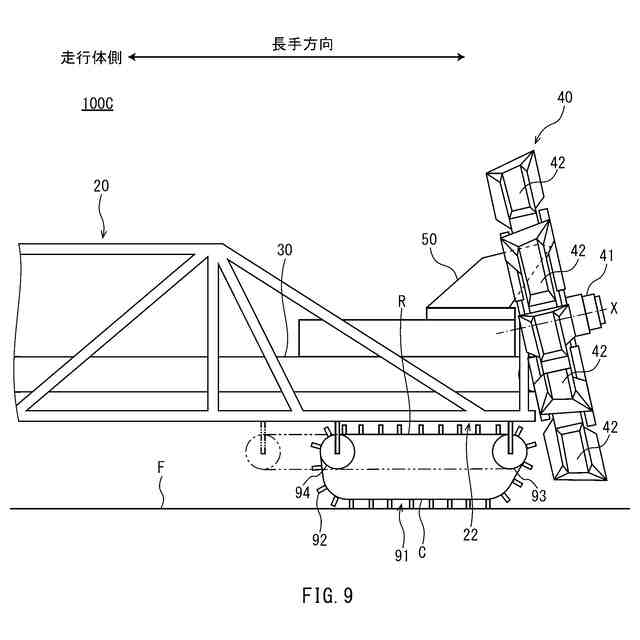
請求項1から5のいずれか1項に記載のリクレーマであって、さらに、
前記先端部の下方に配置され、上側をリターン側、下側をキャリヤ側として回転駆動するように構成された無端状の搬送体と、
前記搬送体の回転方向に沿って配列され、前記搬送体に支持される複数のスクレーパと、
を備え、
前記搬送体は、前記キャリヤ側において、前記搬送体に懸架された前記スクレーパを前記ブームの先端側に向かって移動させるように構成される、リクレーマ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、リクレーマに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、鉄鉱石や石炭等といった原料(バラ物)を原料ヤードから払出しするため、リクレーマが使用されている。リクレーマの一種として、バケットホイール型リクレーマが知られている。バケットホイール型リクレーマは、走行体と、ブームと、ベルトコンベヤと、バケットホイールとを備える。ブームは、軌条を走行する走行体に対し、旋回及び俯仰可能に取り付けられる。バケットホイールは、ブームの先端部に対し、回転軸周りに回転可能に取り付けられている。バケットホイールは、複数の箱状の掻き取り部(バケット)を含む。原料ヤードにおいてバケットで掘削され、掻き取られた原料は、ブームに設けられたベルトコンベヤに移されて搬出される。
【0003】
特許文献1に開示されているように、一般的なリクレーマにおいて、バケットホイールは、ブームの先端部の側面に取り付けられている。この場合、バケットホイールの回転軸は、リクレーマの上面視で、ブームの長手方向に対して実質的に垂直に配置される。特許文献1のリクレーマでは、バケットホイールとベルトコンベヤとの干渉を回避するため、バケットホイールがブームに対して傾斜して取り付けられている。また、特許文献1のリクレーマでは、各バケットの中心線が掘削面に対して垂直となるように、各バケットがバケットホイールの中心線に対して所定の角度で傾けられている。
【0004】
一方、特許文献2及び3には、バケットホイール型のアンローダが開示されている。アンローダは、リクレーマと異なり、船内に積載された原料を船外に搬出するものである。特許文献2及び3に開示されているように、アンローダのブームは、水平ブーム及び垂直ブームを含んでいる。水平ブームは、走行体から概ね水平方向に延在する。垂直ブームは、水平ブームの先端部によって揺動自在に支持されている。アンローダの使用時において、垂直ブームは、水平ブームから走行体よりも下方まで延在する。垂直ブームの先端部には、バケットホイールが取り付けられている。
【先行技術文献】
【特許文献】
【0005】
実開平4-49126号公報
特開平11-139570号公報
実開平1-75034号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
例えば製鉄所における原料ヤードは、一般に、30m~50m程度の幅、及び400m~700m程度の長さを有する。原料ヤードの長さ方向に対して平行に軌条が配置され、この軌条上をリクレーマの走行体が走行する。リクレーマは、原料ヤードからの原料の払出しに際し、ブームを往復旋回させる。ブームが1往復すると、リクレーマは、原料の掻き取り高さだけブームを下げ、再度ブームを往復旋回させる。リクレーマは、走行体の軌条上の位置を変化させながらブームの旋回及び俯仰動作を繰り返す。これにより、リクレーマは、原料の堆積山の切り出し面が円弧状且つ階段状になるように掻き取り位置を変えながら原料を払い出す。
【0007】
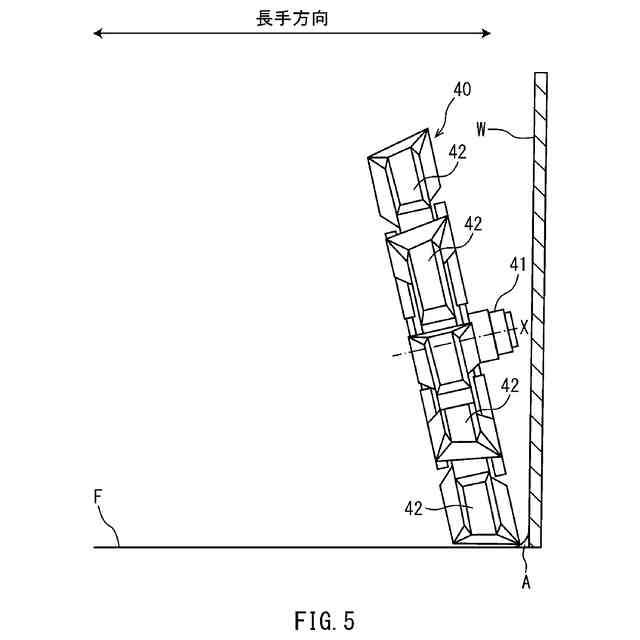
原料の堆積山を挟んでリクレーマの反対側には、通常、擁壁が設けられる。特許文献1に開示されているように、一般的なバケットホイール型リクレーマの場合、ブームが往復旋回動作を行うため、往復どちらの旋回方向であってもバケットホイールによって原料を掻き取りやすいように、バケットホイールがブームに取り付けられている。すなわち、バケットホイールは、リクレーマの上面視でその回転軸がブームの長手方向と実質的に垂直に延在するようにブームに取り付けられる。この場合、擁壁と原料ヤードの床面(地面)とで形成される原料ヤードの隅の領域にはバケットホイールが届かず、擁壁付近において原料の取残しが生じてしまう。取り残された原料を除去するため、例えばショベルローダなどで原料を掻き寄せてホッパ又はダンプ車等に投入し、原料ヤード外に搬出するといった作業が発生する。
【0008】
例えば、原料の銘柄の混入が厳格に制限されている場合、先の銘柄の原料の取残しがないようにした上で、次の銘柄の原料を原料ヤードに堆積する必要がある。比較的原料の取残しが少ないリクレーマとしては、水平引込み式クレーン(LLC)のリクレーマやスクレーパ式のリクレーマが知られている。しかしながら、水平引込み式クレーンのリクレーマでは、オペレータが常時運転する必要性があり、原料の払出しの自動化が難しい。スクレーパ式のリクレーマでは、ベルトコンベヤが原料ヤードの床面よりも下方に位置することが好ましい。ベルトコンベヤを原料ヤードの床面よりも下方に配置するためには、原料ヤードの床面を大幅に改造する必要があり、多大な設備投資が必要となる。
【0009】
本開示は、原料の取残しを低減させることができるバケットホイール型のリクレーマを提供する。
【課題を解決するための手段】
【0010】
本開示に係るリクレーマは、走行体と、ブームと、ベルトコンベヤと、バケットホイールとを備える。ブームは、走行体に対して旋回及び俯仰可能に取り付けられる。ブームは、走行体から延在する。ベルトコンベヤは、ブームに設けられる。バケットホイールは、回転軸周りに回転するように構成されている。バケットホイールは、複数のバケットを含む。バケットは、回転軸の周囲に配置される。バケットは、それぞれ、バケットホイールの周方向の一方側に開口部を有する。バケットホイールは、リクレーマの上面視で回転軸とブームの長手方向とがなす角度が45°以下となるように、ブームの先端部に取り付けられる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
溶接継手
14日前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
機械構造用部品
9日前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
金属部品の製造方法
1か月前
日本製鉄株式会社
コイル巻き解き方法
1日前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
LF装置の操業方法
21日前
日本製鉄株式会社
車両用センターピラー
22日前
日本製鉄株式会社
車両用フロントピラー
22日前
日本製鉄株式会社
仮設橋による施工方法
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ