TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025137096
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024036099
出願日
2024-03-08
発明の名称
構造部材
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B60R
19/03 20060101AFI20250911BHJP(車両一般)
要約
【課題】自動車用の構造部材の強度を高める。
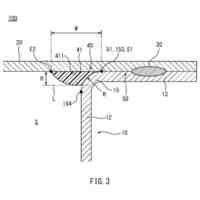
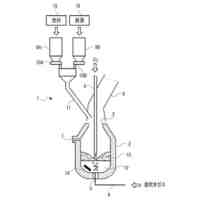
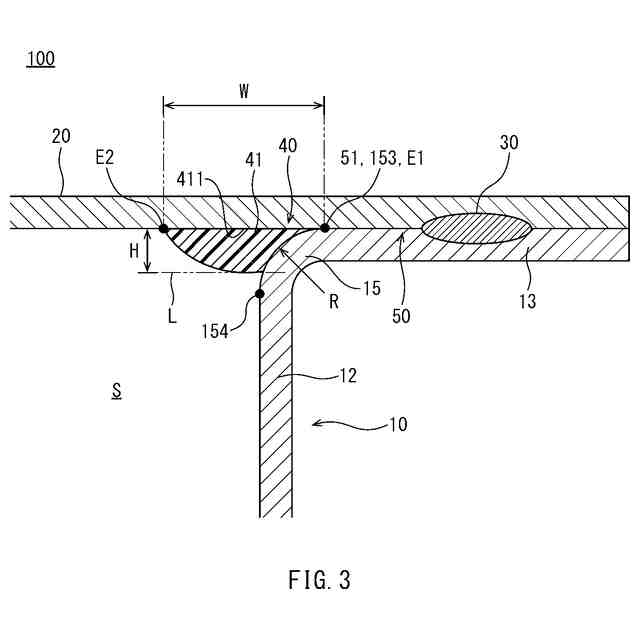
【解決手段】構造部材(100)は、第1部材(10)と、第2部材(20)とを備える。第1部材(10)は、天板(11)と、一対の縦壁(12,121,122)と、一対のフランジ(13,131,132)とを含む。第2部材(20)は、溶接及び接着剤(40)によってフランジ(13,131,132)に接合される。接着剤(40)は、はみ出し部(41)を含む。はみ出し部(41)は、フランジ(13,131,132)の各々と第2部材(20)との接合部(50)から第1部材(10)及び第2部材(20)によって形成される空間(S)内にはみ出すとともに、第1部材(10)及び第2部材(20)に接触する。はみ出し部(41)のうち第2部材(20)と接触する部分の長さを接触幅(W)としたとき、接触幅(W)は、曲げ部(15,151,152)の曲率半径(R)の0.50倍以上である。
【選択図】図3
特許請求の範囲
【請求項1】
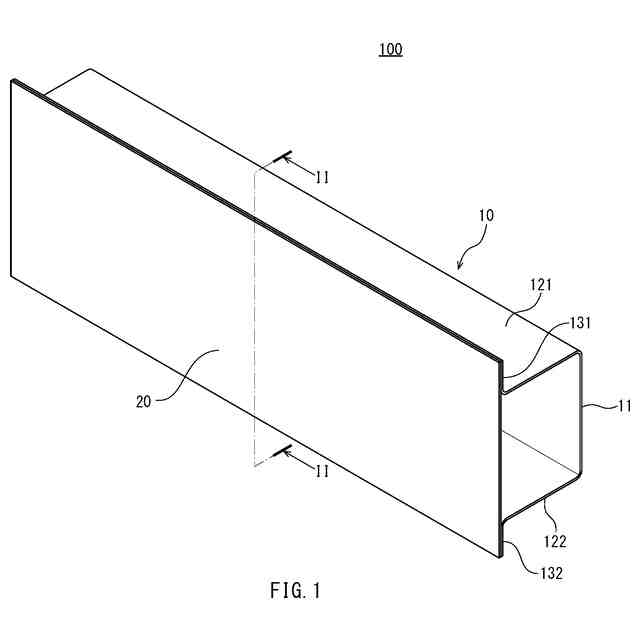
長尺形状を有する自動車用の構造部材であって、
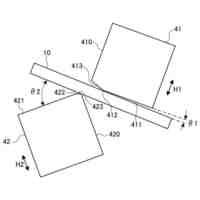
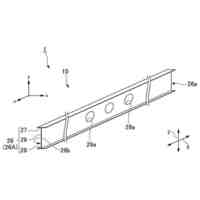
天板と、互いに対向するように配置され、前記天板に接続される一対の縦壁と、前記天板の反対側でそれぞれ曲げ部を介して前記縦壁に接続され、前記縦壁から当該縦壁の外側に突出する一対のフランジと、を含む第1部材と、
前記天板と対向するように配置され、溶接及び接着剤によって前記フランジに接合される第2部材と、
を備え、
前記接着剤は、前記フランジの各々と前記第2部材との接合部から前記第1部材及び前記第2部材によって形成される空間内にはみ出すとともに、前記第1部材及び前記第2部材に接触するはみ出し部を含み、
前記構造部材の長手方向に対して垂直な断面において、前記はみ出し部のうち前記第2部材と接触する部分の長さを接触幅としたとき、前記接触幅は、前記曲げ部の曲率半径の0.50倍以上である、構造部材。
続きを表示(約 310 文字)
【請求項2】
請求項1に記載の構造部材であって、
前記構造部材の前記長手方向に対して垂直な断面において、前記はみ出し部と前記第2部材との接触面に対して垂直な方向を高さ方向としたとき、前記はみ出し部の前記高さ方向における最大長さは、前記曲率半径の0.50倍以上である、構造部材。
【請求項3】
請求項1に記載の構造部材であって、
前記接着剤は、1.2GPa以上のヤング率を有する、構造部材。
【請求項4】
請求項1に記載の構造部材であって、
前記第1部材の引張強さをTS(MPa)、前記第1部材の板厚をt(mm)としたとき、TS/tが900以上である、構造部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、自動車用の構造部材に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
燃費又は電費の向上を目的として、自動車の車体の軽量化が求められている。自動車の車体は、多数の構造部材によって形成されている。車体の軽量化を図るため、構造部材の材料の高強度化及び薄肉化が進行している。
【0003】
自動車用の構造部材には、複数の部材がスポット溶接で接合されて構成されるものがある。せん断方向の負荷に対するスポット溶接部の強度は、部材の材料強度に応じて高くなる。一方、剥離方向の負荷に対するスポット溶接部の強度は、部材の材料強度がある程度の値になるまでは材料強度に応じて高くなる。ただし、部材の材料強度がある程度の値を超えると、剥離方向の負荷に対するスポット溶接部の強度は低下する。したがって、各部材が高強度材によって形成されている場合、スポット溶接部の破断、特に剥離方向の破断が懸念される。
【0004】
スポット溶接部の破断を防止するための対策として、部材同士をスポット溶接及び接着剤の併用(ウェルドボンド)で接合することが知られている。例えば、特許文献1には、ハット素材である第1部材と平板素材である第2部材とをスポット溶接で接合した構造部材が開示されている。特許文献1では、第1部材と第2部材とで形成された閉断面内において、第1部材のフランジ近傍の曲げ部と第2部材との間に樹脂が介装されている。樹脂の介装幅は、例えば、第1部材の曲げ部の曲率半径の0.5倍以上2.0倍以下である。介装幅とは、構造部材の横断面において、樹脂のうち第1部材に接触している部分のフランジ側の端からその反対側の端までの直線距離をいう。特許文献1には、樹脂がエポキシ系の構造用接着剤であることが好ましいと記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2011-168082号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、構造部材に対して長手方向に対して直交する方向の荷重が作用すると、第1部材の両縦壁がその内側に倒れ込むように変形すると説明されている。一方、特許文献1には、第1部材の曲げ部と第2部材との間に樹脂(接着剤)を介装することにより、縦壁の倒れ込み変形が抑制され、構造部材の曲げ強度及び吸収エネルギーが増加すると記載されている。
【0007】
しかしながら、特に第1部材が高強度且つ薄肉の材料で形成されている場合、このような縦壁の倒れ込み変形が生じやすく、且つ比較的長く持続する。具体的には、例えば自動車の衝突により、構造部材に対して第2部材側から荷重が入力されたとき、構造部材の横断面で見て、第1部材のフランジ近傍の曲げ部が構造部材の内側に向かって侵入し続ける。構造部材の強度をより高めるためには、この曲げ部の侵入を持続的に抑制することが好ましい。
【0008】
本開示は、自動車用の構造部材の強度をより高めることを課題とする。
【課題を解決するための手段】
【0009】
本開示に係る自動車用の構造部材は、長尺形状を有する。構造部材は、第1部材と、第2部材とを備える。第1部材は、天板と、一対の縦壁と、一対のフランジとを含む。縦壁は、互いに対向するように配置される。縦壁は、天板に接続される。フランジは、天板の反対側でそれぞれ曲げ部を介して縦壁に接続される。フランジは、縦壁から当該縦壁の外側に突出する。第2部材は、天板と対向するように配置される。第2部材は、溶接及び接着剤によってフランジに接合される。接着剤は、はみ出し部を含む。はみ出し部は、フランジの各々と第2部材との接合部から第1部材及び第2部材によって形成される空間内にはみ出すとともに、第1部材及び第2部材に接触する。構造部材の長手方向に対して垂直な断面において、はみ出し部のうち第2部材と接触する部分の長さを接触幅としたとき、接触幅は、曲げ部の曲率半径の0.50倍以上である。
【発明の効果】
【0010】
本開示によれば、自動車用の構造部材の強度をより高めることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
1日前
日本製鉄株式会社
棒鋼
1日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
剪断機
1か月前
日本製鉄株式会社
鋼部品
1日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
構造部材
2か月前
日本製鉄株式会社
溶接継手
7日前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
学習システム
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
23日前
日本製鉄株式会社
溶鉄の製造方法
23日前
日本製鉄株式会社
機械構造用部品
2日前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鉄道車両用の台車
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ