TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025140109
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039288
出願日
2024-03-13
発明の名称
剪断機
出願人
日本製鉄株式会社
代理人
アクシス国際弁理士法人
主分類
B23D
35/00 20060101AFI20250919BHJP(工作機械;他に分類されない金属加工)
要約
【課題】刃物の刃先に作用する集中荷重に起因する欠刃の発生を抑制できる剪断機を提供する。
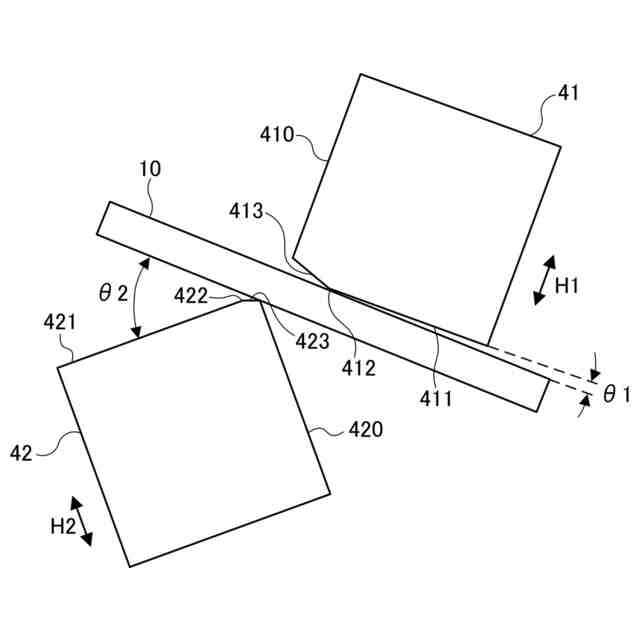
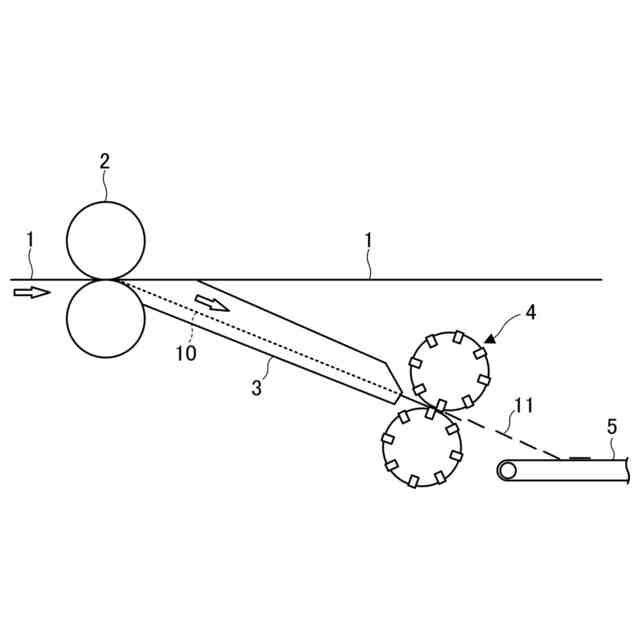
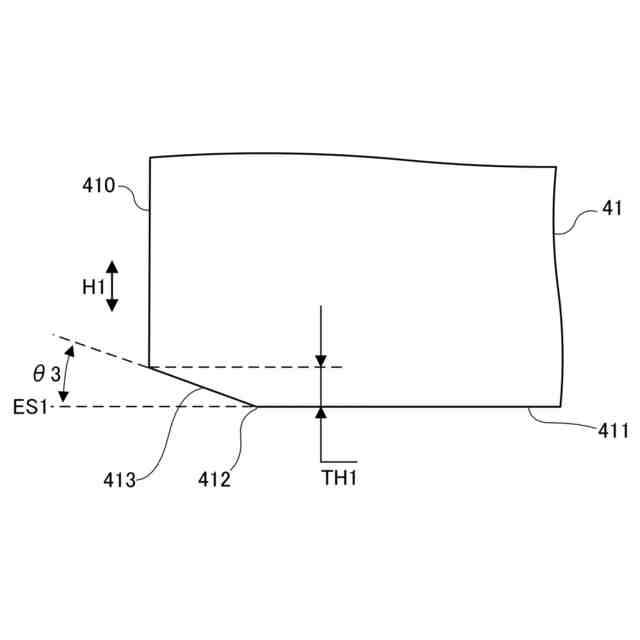
【解決手段】第1刃物41及び第2刃物42は、第1刃物41の第1刃先412及び第2刃物42の第2刃先による被切断材の噛み込みが開始される位置において、第1刃物41の第1頂面411と被切断材の表面との間の角度θ1が第2刃物42の第2頂面421と被切断材の裏面との間の角度θ2よりも小さくなるように構成されており、第1刃先412は、第1回転ドラム40Aの回転方向に係る第1頂面411の後端に設けられており、第1刃物41は、第1刃先412から第1頂面411に対して傾斜して第1刃物41の高さ方向H1に延びる第1斜面413を有しており、第1頂面411の延長面と第1斜面413との間の角度が0°超かつ45°以下であり、第1刃物41の高さ方向H1における第1斜面413の高さが0.3mm以上である。
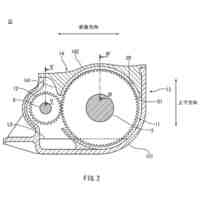
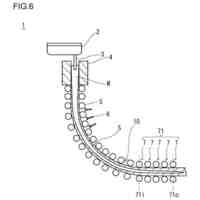
【選択図】図3
特許請求の範囲
【請求項1】
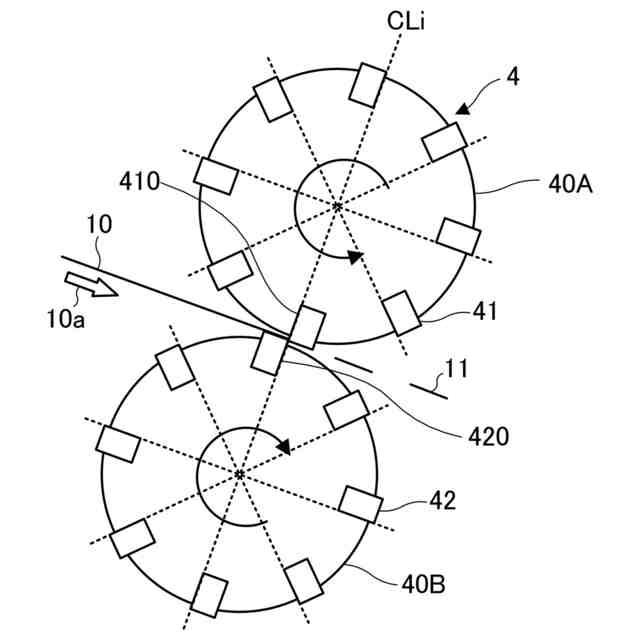
搬送される被切断材を挟んで対向するように配置された第1回転ドラム及び第2回転ドラムにそれぞれ取り付けられた第1刃物及び第2刃物の相対的な移動により、前記被切断材に剪断力を与えて切断する剪断機であって、
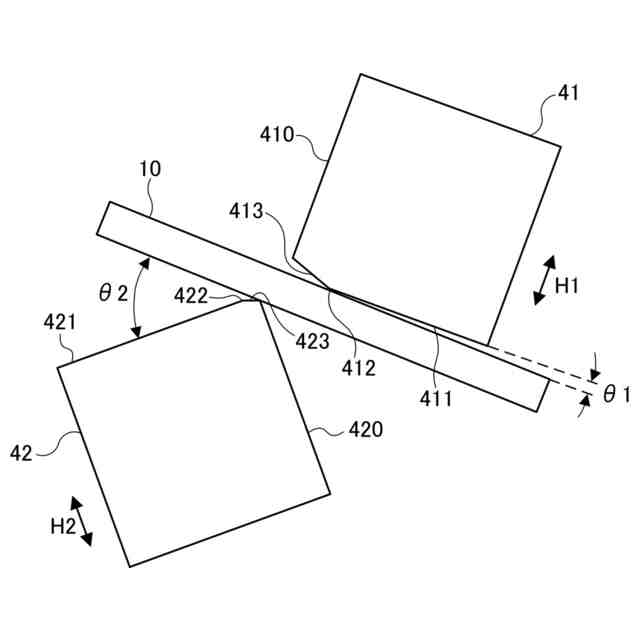
前記第1刃物及び第2刃物は、前記第1刃物の第1刃先及び前記第2刃物の第2刃先による前記被切断材の噛み込みが開始される位置において、前記第1刃物の第1頂面と前記被切断材の表面との間の角度が前記第2刃物の第2頂面と前記被切断材の裏面との間の角度よりも小さくなるように構成されており、
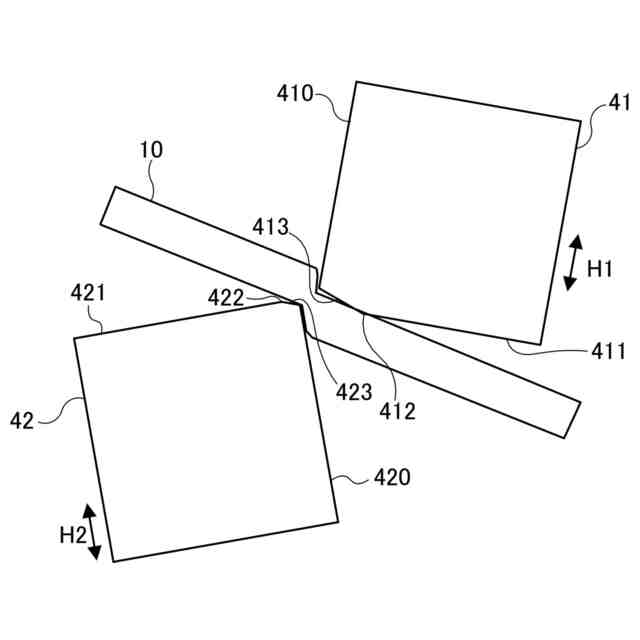
前記第1刃先は、前記第1回転ドラムの回転方向に係る前記第1頂面の後端に設けられており、前記第1刃物は、前記第1刃先から前記第1頂面に対して傾斜して前記第1刃物の高さ方向に延びる第1斜面を有しており、
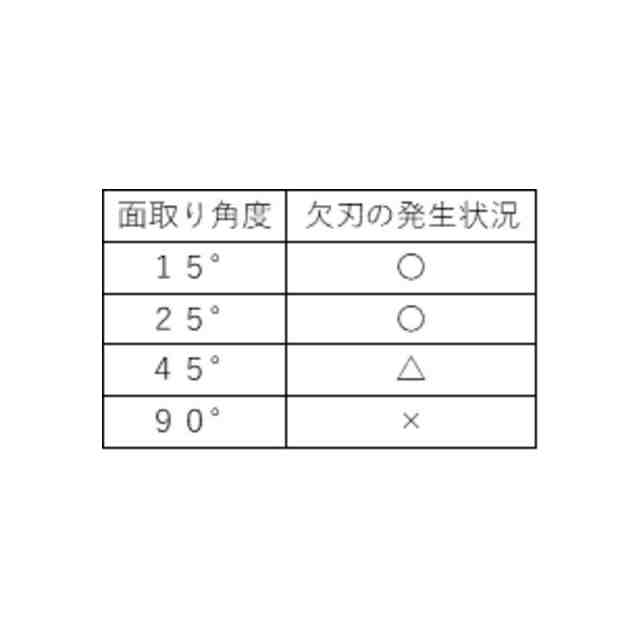
前記第1頂面の延長面と前記第1斜面との間の角度が0°超かつ45°以下であり、前記第1刃物の高さ方向における前記第1斜面の高さが0.3mm以上である、
剪断機。
続きを表示(約 510 文字)
【請求項2】
前記第1頂面の延長面と前記第1斜面との間の角度が10°以上かつ30°以下である、
請求項1に記載の剪断機。
【請求項3】
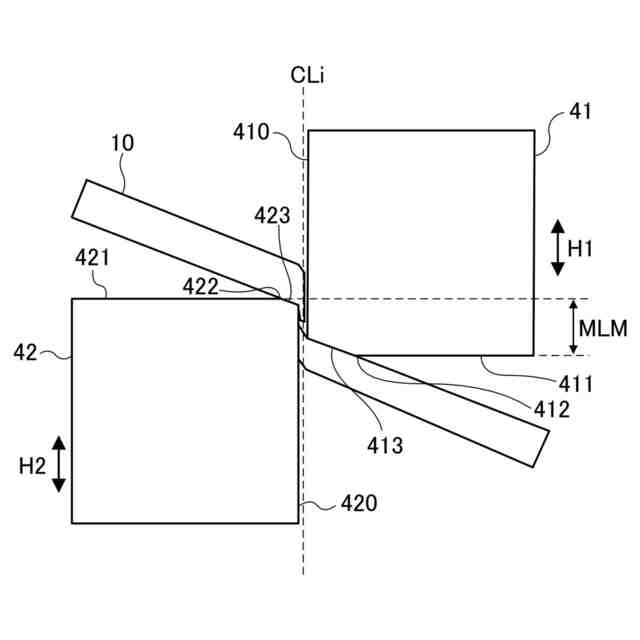
前記第1刃物の高さ方向における前記第1斜面の高さが前記第1刃物と前記第2刃物との最大ラップ代の2/3以下である、
請求項1に記載の剪断機。
【請求項4】
前記第1刃物の高さ方向における前記第1斜面の高さが1.0mm以下である、
請求項3に記載の剪断機。
【請求項5】
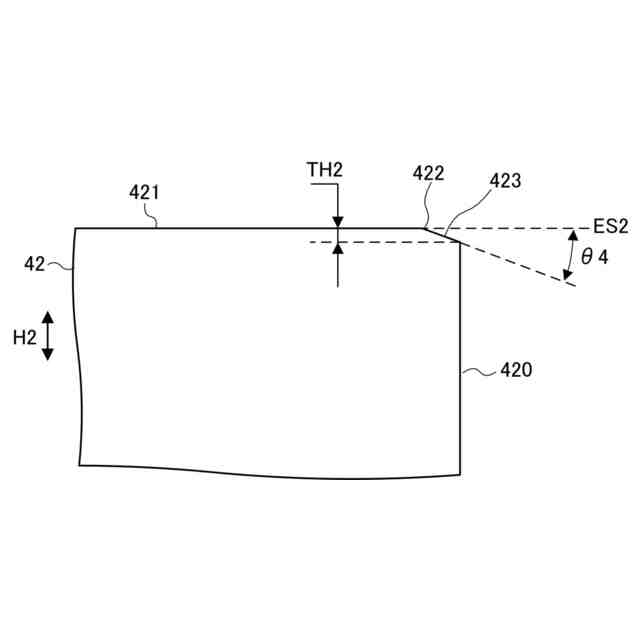
前記第2刃物は、前記第2回転ドラムの回転方向に係る前記第2頂面の前端に設けられた角部と、前記角部から前記第2頂面に対して傾斜して前記第2刃物の高さ方向に延びる第2斜面とを有しており、
前記第2頂面の延長面と前記第2斜面との間の角度が0°超かつ45°以下であり、前記第2刃物の高さ方向における前記第2斜面の高さが前記第1斜面の高さよりも小さくされている、
請求項1から4までのいずれか1項に記載の剪断機。
【請求項6】
前記第2斜面の高さが0.1mm以上かつ0.3mm未満である、
請求項5に記載の剪断機。
発明の詳細な説明
【技術分野】
【0001】
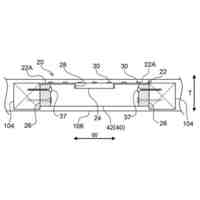
本発明は、搬送される被切断材を挟んで対向するように配置された第1回転ドラム及び第2回転ドラムにそれぞれ取り付けられた第1刃物及び第2刃物の相対的な移動により、被切断材に剪断力を与えて切断する剪断機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来用いられていたこの種の剪断機としては、例えば下記の特許文献1,2に示されている剪断機を挙げることができる。
【0003】
特許文献1には「第1の刃物と第2の刃物を相対的に移動させて、前記第1の刃物の刃先Aと前記第2の刃物の刃先Bとの間にある被切断材に剪断力を与えて切断する剪断機において、前記刃先A及び前記刃先Bに、それぞれ前記第1の刃物及び前記第2の刃物の面取り前の正規角部を不等辺面取りして形成される刃先角度が90度を超え135度未満の対向する鈍角角部を用いたことを特徴とする剪断機」が記載されている。特許文献1では、上記のような鈍角角部を刃先A及び刃先Bに用いることで、刃先A及び刃先Bが摩耗しても刃先Aと刃先Bとの間の距離は初期クリアランスcを維持できることが説明されている。
【0004】
特許文献2には「搬送される被切断物を挟んで対向するように回動自在に配設される一対の回転ドラム、前記回転ドラムの外周面で前記回転ドラムの軸方向に延びて配設される溝部、一方の前記回転ドラムの溝部内に着脱自在に配置される一方の切断刃、他方の前記回転ドラムの溝部内に着脱自在に配置される他方の切断刃」を備えたせん断機が記載されている。特許文献2には、切断刃(第1刃物及び第2刃物)による被切断材の噛み込みが開始される位置において、第1刃物の頂面と被切断材の表面との間の角度が第2刃物の頂面と被切断材の裏面との間の角度よりも小さくなる態様が示されている。
【先行技術文献】
【特許文献】
【0005】
特開2011-79096号公報
特許第4979841号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
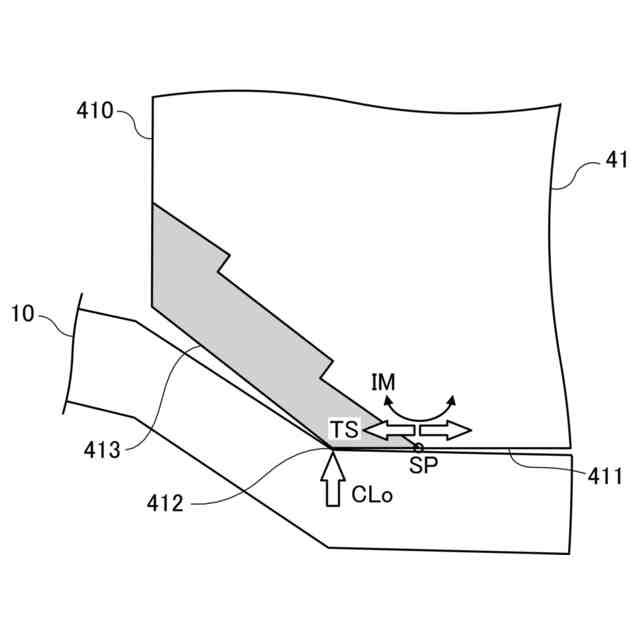
特許文献2のように、第1刃物の頂面と被切断材の表面との間の角度が第2刃物の頂面と被切断材の裏面との間の角度よりも小さくなる態様を採ったとき、第1刃物の刃先が摩耗して第1刃物が使用できなくなる前に、第1刃物の刃先に欠け(欠刃)が生じることがあった。
【0007】
欠刃が発生する原因を調査したところ、切断初期に、被切断材との間の角度がより小さな第1刃物の刃先に集中荷重が作用し、第1刃物の頂面と被切断材の表面との接触点を支点として第1刃物の内部にモーメントが発生し、接触点後方の頂面に引張応力が働き、これを起点にして割れに至ることが欠刃の原因であると考えられた。特許文献1のような鈍角角部を刃先に用いても、刃先の摩耗による切断不良は回避できるが、欠刃の発生を抑制することは難しい。
【0008】
本発明は、上記のような課題を解決するためになされたものであり、その目的の一つは、刃物の刃先に作用する集中荷重に起因する欠刃の発生を抑制できる剪断機を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る剪断機は、一実施形態において、搬送される被切断材を挟んで対向するように配置された第1回転ドラム及び第2回転ドラムにそれぞれ取り付けられた第1刃物及び第2刃物の相対的な移動により、被切断材に剪断力を与えて切断する剪断機であって、第1刃物及び第2刃物は、第1刃物の第1刃先及び第2刃物の第2刃先による被切断材の噛み込みが開始される位置において、第1刃物の第1頂面と被切断材の表面との間の角度が第2刃物の第2頂面と被切断材の裏面との間の角度よりも小さくなるように構成されており、第1刃先は、前記第1回転ドラムの回転方向に係る第1頂面の後端に設けられており、第1刃物は、第1刃先から第1頂面に対して傾斜して第1刃物の高さ方向に延びる第1斜面を有しており、第1頂面の延長面と第1斜面との間の角度が0°超かつ45°以下であり、第1刃物の高さ方向における第1斜面の高さが0.3mm以上である。
【発明の効果】
【0010】
本発明の剪断機の一実施形態によれば、第1頂面の延長面と第1斜面との間の角度が0°超かつ45°以下であり、第1刃物の高さ方向における第1斜面の高さが0.3mm以上であるので、切断過程における被切断材と第1刃物との接触面積を広く確保でき、第1刃先にかかる荷重を分散し分布荷重にすることができる。これにより、第1刃物の第1刃先に作用する集中荷重に起因する欠刃の発生を抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋳片
10日前
日本製鉄株式会社
棒鋼
18日前
日本製鉄株式会社
棒鋼
18日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
耐力壁
3日前
日本製鉄株式会社
鋼部品
18日前
日本製鉄株式会社
鋼部品
2か月前
日本製鉄株式会社
鋼部品
2か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
溶接継手
24日前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
歯車装置
4日前
日本製鉄株式会社
鍛鋼ロール
2か月前
日本製鉄株式会社
鍛鋼ロール
2か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
学習システム
2か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
表面処理鋼材
10日前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
機械構造用部品
19日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
金属材の製造方法
2か月前
日本製鉄株式会社
スラグの処理方法
2か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
2か月前
日本製鉄株式会社
鋼の連続鋳造方法
2か月前
日本製鉄株式会社
鋼の連続鋳造方法
18日前
日本製鉄株式会社
鋼の連続鋳造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ