TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025134326
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024032165
出願日
2024-03-04
発明の名称
耐火構造物
出願人
日本製鉄株式会社
,
株式会社竹中工務店
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
E04B
5/43 20060101AFI20250909BHJP(建築物)
要約
【課題】高温時の床部の撓みを抑えた耐火構造物を提供する。
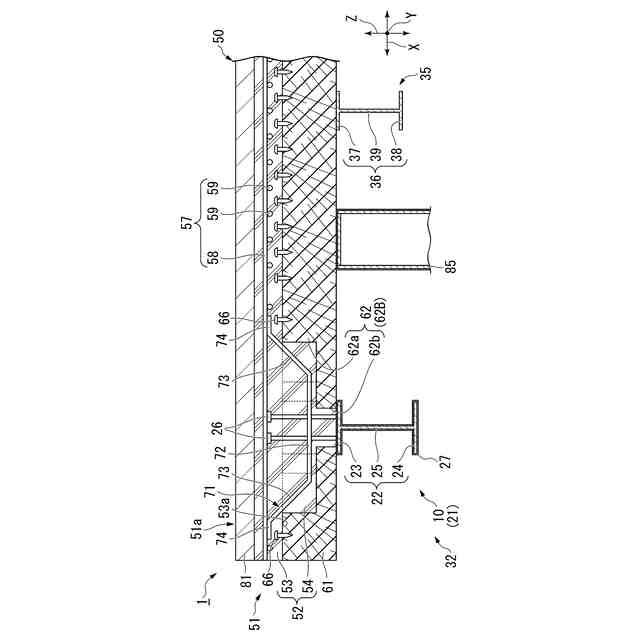
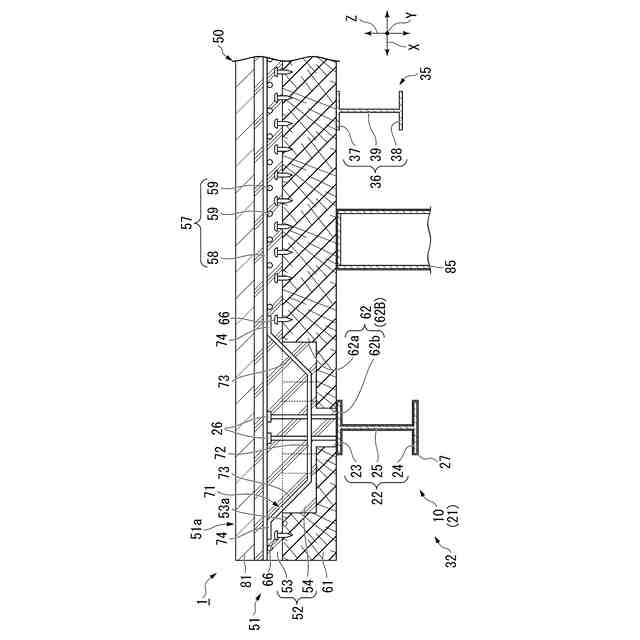
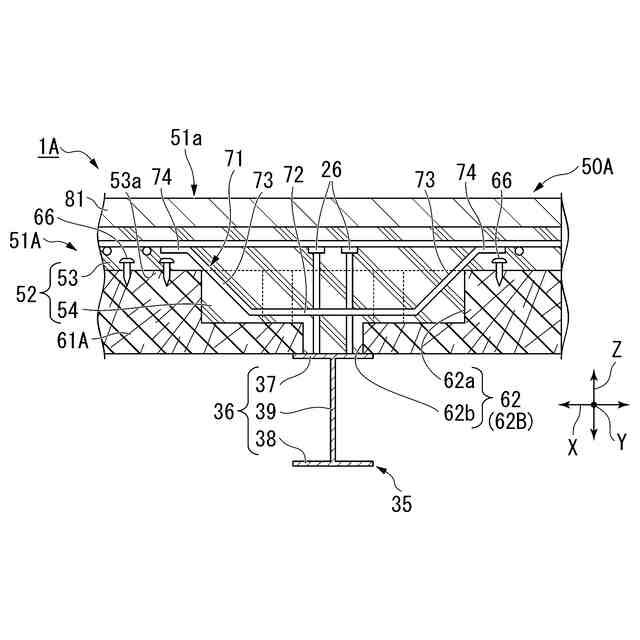
【解決手段】耐火構造物1は、所定の耐火性能を有する耐火性能梁10と、所定の耐火性能を有し、耐火性能梁に接合され、自身の一部及び耐火性能梁全体で耐火環状体32を構成する耐火性能柱と、所定の耐火性能を有さずに耐火環状体内に配置され、両端部が耐火性能梁に接合された減耐火性能梁35と、コンクリート52中に引張力伝達部材57が設けられ、自身の外周縁51aが耐火環状体により支持される耐火性能床部51と、高温時に燃焼又は溶融する材料で形成され、耐火性能床部の下面に取付けられ、減耐火性能梁により支持される非耐火性能床部61と、を備え、耐火性能床部の上面内で互いに交差する方向を第1交差方向X、第2交差方向Yとしたときに、引張力伝達部材は、耐火性能床部の第1交差方向の端部間の引張力、及び、耐火性能床部の第2交差方向の端部間の引張力をそれぞれ伝達する。
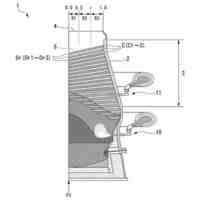
【選択図】図2
特許請求の範囲
【請求項1】
所定の耐火性能を有する複数の耐火性能梁と、
前記所定の耐火性能を有し、前記複数の耐火性能梁に接合され、自身の一部及び前記複数の耐火性能梁全体で環状の耐火環状体を構成する複数の耐火性能柱と、
前記所定の耐火性能を有さずに前記耐火環状体内に配置され、両端部が前記複数の耐火性能梁にそれぞれ接合された減耐火性能梁と、
コンクリート中に引張力伝達部材が設けられ、自身の外周縁が前記耐火環状体により下方から全周にわたって支持される耐火性能床部と、
高温時に燃焼又は溶融する材料で形成され、前記耐火性能床部の下面に取付けられ、前記減耐火性能梁により下方から支持される非耐火性能床部と、
を備え、
前記耐火性能床部の上面内で互いに交差する方向を第1交差方向、第2交差方向と規定したときに、
前記引張力伝達部材は、前記耐火性能床部の前記第1交差方向の端部間の引張力、及び、前記耐火性能床部の前記第2交差方向の端部間の引張力をそれぞれ伝達する、耐火構造物。
続きを表示(約 76 文字)
【請求項2】
前記非耐火性能床部は、木材、プラスチック、及びアルミニウムの少なくとも1つで形成されている、請求項1に記載の耐火構造物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、耐火構造物に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、耐火性能を有する大梁(耐火性能梁)と耐火被覆が削減された小梁(減耐火性能梁)とで、鉄筋コンクリート製のスラブ(床部)を支持する耐火構造物が知られている(例えば、特許文献1参照)。
特許文献1の耐火構造物では、小梁は、大梁に剛接合されている。
スラブは、平板状である。スラブは、大梁及び小梁に支持されている。大梁及び小梁には、水平鋼板が跨って接合されている。
このように構成することで、水平鋼板が大梁と小梁との接続構造を補強し、耐火構造物における火災時(高温時)の耐力を確保することができる。
【先行技術文献】
【特許文献】
【0003】
特許第6864991号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、火災時には、スラブは、下方に向かって撓む。耐火構造物において、スラブの下方に防火壁(防火区画)が配置されている場合がある。この場合には、撓んだスラブが防火壁に接触し、スラブの荷重が防火壁に作用すること等により、防火壁が損傷する虞がある。
【0005】
本発明は、このような問題点に鑑みてなされたものであって、高温時における床部の撓みを抑えた耐火構造物を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、この発明は以下の手段を提案している。
(1)本発明の態様1は、所定の耐火性能を有する複数の耐火性能梁と、前記所定の耐火性能を有し、前記複数の耐火性能梁に接合され、自身の一部及び前記複数の耐火性能梁全体で環状の耐火環状体を構成する複数の耐火性能柱と、前記所定の耐火性能を有さずに前記耐火環状体内に配置され、両端部が前記複数の耐火性能梁にそれぞれ接合された減耐火性能梁と、コンクリート中に引張力伝達部材が設けられ、自身の外周縁が前記耐火環状体により下方から全周にわたって支持される耐火性能床部と、高温時に燃焼又は溶融する材料で形成され、前記耐火性能床部の下面に取付けられ、前記減耐火性能梁により下方から支持される非耐火性能床部と、を備え、前記耐火性能床部の上面内で互いに交差する方向を第1交差方向、第2交差方向と規定したときに、前記引張力伝達部材は、前記耐火性能床部の前記第1交差方向の端部間の引張力、及び、前記耐火性能床部の前記第2交差方向の端部間の引張力をそれぞれ伝達する、耐火構造物である。
【0007】
この発明では、耐火環状体内には、両端部が複数の耐火性能梁にそれぞれ接合された減耐火性能梁が配置されている。このため、火災が発生していない通常時には、耐火環状体だけでなく、減耐火性能梁により、非耐火性能床部及び耐火性能床部を支持することができる。
火性能床部の外周縁は、所定の耐火性能を有して、火災時等の高温時でも一定の剛性及び耐力を維持できる耐火環状体により下方から支持される。耐火性能床部内に設けられた引張力伝達部材は、耐火性能床部の第1交差方向の端部間の引張力、及び、耐火性能床部の第2交差方向の端部間の引張力をそれぞれ伝達する。
【0008】
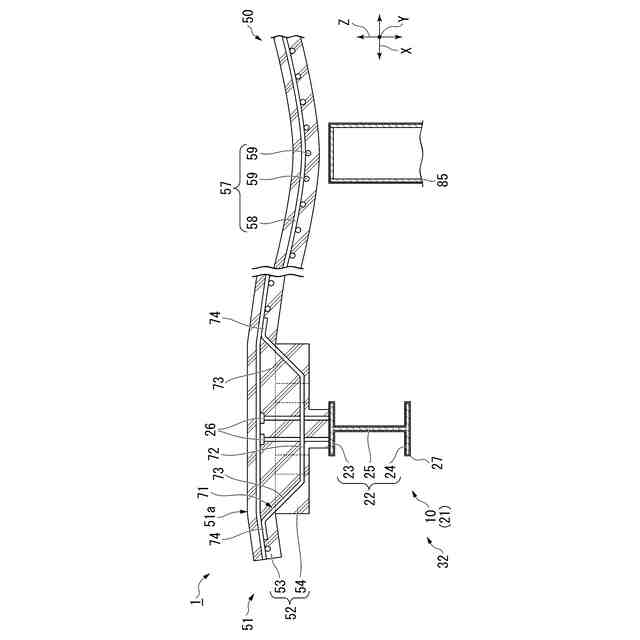
高温時には、非耐火性能床部は燃焼又は溶融する。また、耐火性能床部に作用する重力等により、耐火性能床部の平面視における中央部が下方に向かって凸となるように撓む。しかし、メンブレン効果により、耐火性能床部の外周縁が耐火環状体により支持される。そして、耐火性能床部が撓むことにより伸びた引張力伝達部材が第1交差方向及び第2交差方向にそれぞれ引張力を伝達することにより、耐火性能床部の中央部が支持される。従って、耐火構造物の耐火性能を従来と同等に維持することができる。
耐火性能床部が下方に向かって撓んだ場合でも、非耐火性能床部が燃焼して消失するか、溶融して耐火性能床部から溶け落ちる。このため、高温時における耐火性能床部及び非耐火性能床部全体としての撓みを抑えることができる。
【0009】
(2)本発明の態様2は、前記非耐火性能床部は、木材、プラスチック、及びアルミニウムの少なくとも1つで形成されている、(1)に記載の耐火構造物であってもよい。
この発明では、木材、プラスチック、及びアルミニウムの少なくとも1つという、耐火構造物に汎用的に用いられている材料で、高温時に燃焼又は溶融する非耐火性能床部を確実に構成することができる。
【発明の効果】
【0010】
本発明の耐火構造物では、高温時における床部の撓みを抑えることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋳片
2日前
日本製鉄株式会社
棒鋼
10日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
10日前
日本製鉄株式会社
鋼部品
10日前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
剪断機
2か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
構造部材
2か月前
日本製鉄株式会社
溶接継手
16日前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
表面処理鋼材
2日前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
学習システム
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
機械構造用部品
11日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ