TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155103
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024058527
出願日
2024-04-01
発明の名称
プレス成形品の製造方法、及び、プレス装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
B21D
22/20 20060101AFI20251006BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形品において、切り欠き付近に残留応力が集中するのを抑制する。
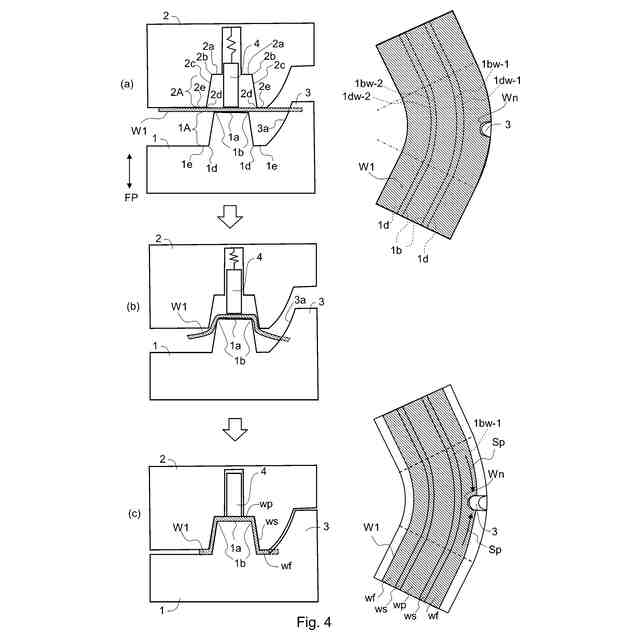
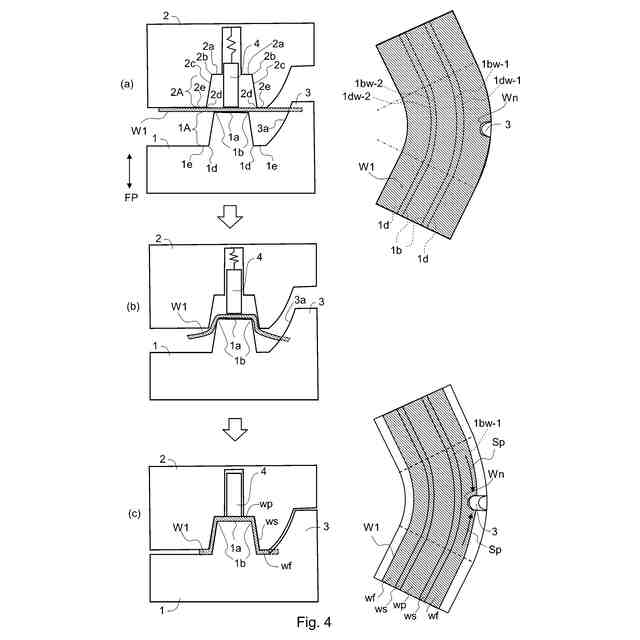
【解決手段】プレス成形品の製造方法は、凸部を有する第1金型1であって、凸部の肩1bは、プレス方向から見て外側に凸に湾曲する湾曲部1bw-1を含む、第1金型1と、凹部を有する第2金型2と、ガイド3とを含む金型セットを準備する工程と、第1金型1と前記第2金型2の間に切り欠きを有する被成形材W1を配置する工程と、被成形材をプレス成形する工程とを、有する。プレス成形は、被成形材W1が第1金型1の凸部の肩の湾曲部1bw-1に接してプレスされることで縮みフランジ成形されることを含む。プレス成形において、ガイド3が、縮みフランジ成形により切り欠きWnが縮むのを妨げる位置で、切り欠きWnに接する。
【選択図】図4
特許請求の範囲
【請求項1】
プレス方向に突出する凸部を有する第1金型であって、前記凸部の肩は、プレス方向から見て外側に凸に湾曲する湾曲部を含む第1金型と、前記第1金型の凸部に対応する形状の凹部を有する第2金型と、ガイドとを含む金型セットを準備する工程と、
前記第1金型と前記第2金型の間に切り欠きを有する被成形材を配置する工程と、
前記第1金型及び前記第2金型の少なくとも一方を成形開始位置からプレス方向に下死点まで移動させ、前記被成形材をプレス成形する工程とを、有し、
前記プレス成形は、前記被成形材が前記第1金型の前記凸部の肩の湾曲部に接してプレスされることで縮みフランジ成形されることを含み、
前記プレス成形において、前記第1金型及び前記第2金型が前記成形開始位置から下死点に至る過程の少なくとも一部で、前記ガイドが、縮みフランジ成形により前記切り欠きが縮むのを妨げる位置で、前記切り欠きに接する、プレス成形品の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載のプレス成形品の製造方法であって、
前記第1金型及び前記第2金型が前記成形開始位置から下死点に至る過程のうち前記成形開始位置を含み第1金型と第2金型のプレス方向の距離が変化する部分で、前記ガイドは、前記縮みフランジ成形による縮みを妨げる位置で前記切り欠きに接する、プレス成形品の製造方法。
【請求項3】
請求項1又は2に記載のプレス成形品の製造方法であって、
前記第1金型及び前記第2金型が前記成形開始位置から下死点に至る過程のうち前記下死点を含み第1金型と第2金型のプレス方向の距離が変化する部分で前記ガイドは、前記縮みフランジ成形による縮みを妨げる位置で前記切り欠きに接する、プレス成形品の製造方法。
【請求項4】
請求項1又は2に記載のプレス成形品の製造方法であって、
前記ガイドは、前記第1金型に設けられ、前記第1金型及び第2金型が前記成形開始位置から下死点に至るまでの過程において、前記第1金型に対して固定される、プレス成形品の製造方法。
【請求項5】
請求項1又は2に記載のプレス成形品の製造方法であって、
前記ガイドは、前記第2金型に設けられ、前記第1金型及び第2金型が前記成形開始位置から下死点に至るまでの過程において、前記第2金型に対して固定される、プレス成形品の製造方法。
【請求項6】
請求項1又は2に記載のプレス成形品の製造方法であって、
前記プレス成形は、前記第1金型及び第2金型が前記成形開始位置から下死点に至るまでの過程において、前記第1金型又は前記第2金型のいずれかとホルダとの間で前記被成形材が保持された状態で、前記第1金型及び第2金型の少なくとも一方がプレス方向に移動することで実行される、プレス成形品の製造方法。
【請求項7】
請求項6に記載のプレス成形品の製造方法であって、
前記ガイドは、前記ホルダに設けられ、前記第1金型及び第2金型が前記成形開始位置から下死点に至るまでの過程において、前記ホルダに対して固定される、プレス成形品の製造方法。
【請求項8】
請求項1又は2に記載のプレス成形品の製造方法であって、
前記被成形材の配置において、プレス方向から見て前記切り欠きの全体が前記第1金型の前記凸部の肩の湾曲部の外側に位置するように前記被成形材が配置される、プレス成形品の製造方法。
【請求項9】
プレス方向に突出する凸部を有する第1金型であって、前記凸部の肩は、プレス方向から見て外側に凸に湾曲する湾曲部を含む第1金型と、
前記第1金型の凸部に対応する形状の凹部を有する第2金型と、
ガイドとを備え、
前記第1金型及び前記第2金型の少なくとも一方は、前記第1金型及び前記第2金型が離間した成形開始位置から下死点までプレス方向に移動可能であり、
前記ガイドは、前記第1金型及び前記第2金型が前記成形開始位置から下死点に至る過程の少なくとも一部で、前記第1金型及び前記第2金型の間に配置される被成形材が有する切り欠きが縮みフランジ成形によって縮むのを妨げる位置に設けられる、プレス装置。
【請求項10】
請求項9に記載のプレス装置であって、
前記ガイドは、プレス方向から見て、前記第1金型の前記凸部の肩の湾曲部が形成する湾曲稜線の一部の法線と交わる位置に設けられる、プレス装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型を用いたプレス成形の技術に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
プレス成形品は、金属板をプレス加工することによって製造される。金型を用い、素材としての金属板に絞り加工や曲げ加工を施すことにより、プレス成形品が製造される。プレス成形品の残留応力を低減するため、種々の対策が取られている。
【0003】
例えば、特開2019-150882号公報(特許文献1)には、被加工材を、ダイ上に配置し、被加工材の板厚方向にパンチでせん断加工して抜き材及び加工材を得るせん断加工方法が開示されている。この方法では、パンチに対向するように押し込みパンチが配置される。押し込みパンチによって、抜き材を、抜いたままの状態で、加工材の抜き穴に押し込んで、抜き材の端面を加工材のせん断加工面に押しつける。これにより、加工材のせん断加工面における引張残留応力を減少させる。
【0004】
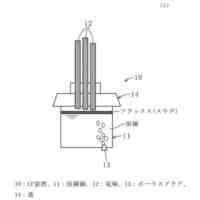
特開平1-233019号公報(特許文献2)に開示されたプレス成形方法では、金属板の残留応力の発生箇所が予め把握され、その箇所に対応する照射孔を金型に予め穿設される。金属板をプレス成形下死点まで加圧した時に、照射孔を通して金属板に高エネルギービームが照射される。これにより、金属板の高エネルギービームが照射された箇所が加熱され、箇所の歪みが解放させられる。その結果、残留応力が消滅させられる。
【0005】
特開2022-139470号公報(特許文献3)には、プレス装置が開示されている。このプレス装置は、パンチと、パンチの頂面に対向するようパンチの上方に配置されるパッドと、パンチの上方かつパッドの側方に配置されるダイと、パンチの側方かつダイの下方に配置されるホルダを備える。プレス加工を行う際、金属板である素材をパンチ頂面上に載置し、まず、パッドによってパンチ頂面上の素材を上方から押さえた後、ダイを下死点に到達させる。ダイが降下したとき、ダイ下面は、第1ダイ肩及びダイ側面に先行して素材に接触し、ホルダ上面とともに素材の端部を挟持する。素材は前もってパッドで押さえられているため、ダイ下面とホルダ上面とが素材の端部を挟持することにより、素材に対して張力が付与される。このように、張力を付与した状態で素材を曲げることによって、プレス成形品の曲げ部において、曲げ内側に生じる引張残留応力を低減することができる。
【先行技術文献】
【特許文献】
【0006】
特開2019-150882号公報
特開平1-233019号公報
特開2022-139470号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
プレス成形においては、プレス成形品の残留応力を低減し、応力集中を抑制することが求められる場合がある。発明者らは、プレス成形品において残留応力が一部に集中する状況について検討した。検討の結果、切り欠きを有する金属板をプレス成形する場合に、切り欠きの付近において引張残留応力が顕在化しやすくなることがわかった。
【0008】
そこで、本開示は、切り欠きを有する金属板をプレス成形して得られるプレス成形品において、切り欠き付近に残留応力が集中するのを抑制できるプレス成形品の製造方法及びプレス装置を開示する。
【課題を解決するための手段】
【0009】
本発明の実施形態におけるプレス成形品の製造方法は、
プレス方向に突出する凸部を有する第1金型であって、前記凸部の肩は、プレス方向から見て外側に凸に湾曲する湾曲部を含む第1金型と、前記第1金型の凸部に対応する形状の凹部を有する第2金型と、ガイドとを含む金型セットを準備する工程と、
前記第1金型と前記第2金型の間に切り欠きを有する被成形材を配置する工程と、
前記第1金型及び前記第2金型の少なくとも一方を成形開始位置からプレス方向に下死点まで移動させ、前記被成形材をプレス成形する工程とを、有する。
前記プレス成形は、前記被成形材が前記第1金型の前記凸部の肩の湾曲部に接してプレスされることで縮みフランジ成形されることを含む。
前記プレス成形において、前記第1金型及び前記第2金型が前記成形開始位置から下死点に至る過程の少なくとも一部で、前記ガイドが、縮みフランジ成形により前記切り欠きが縮むのを妨げる位置で、前記切り欠きに接する。
【図面の簡単な説明】
【0010】
図1は、切り欠きを有する被成形材をプレス成形する例を示す図である。
図2は、プレス成形の解析結果を示す図である。
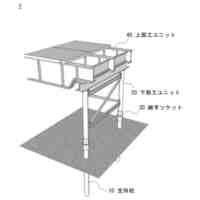
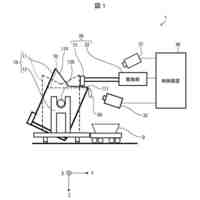
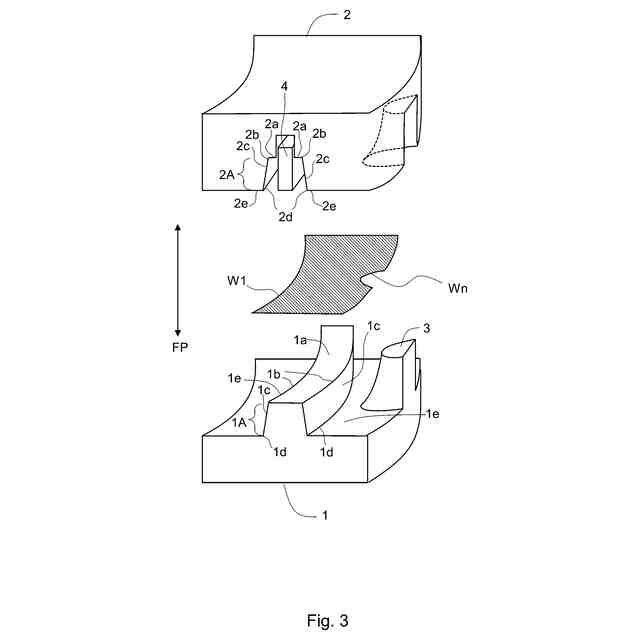
図3は、本実施形態のプレス装置の構成例を示す斜視図である。
図4は、本実施形態におけるプレス成形品の製造方法における各工程の例を示す図である。
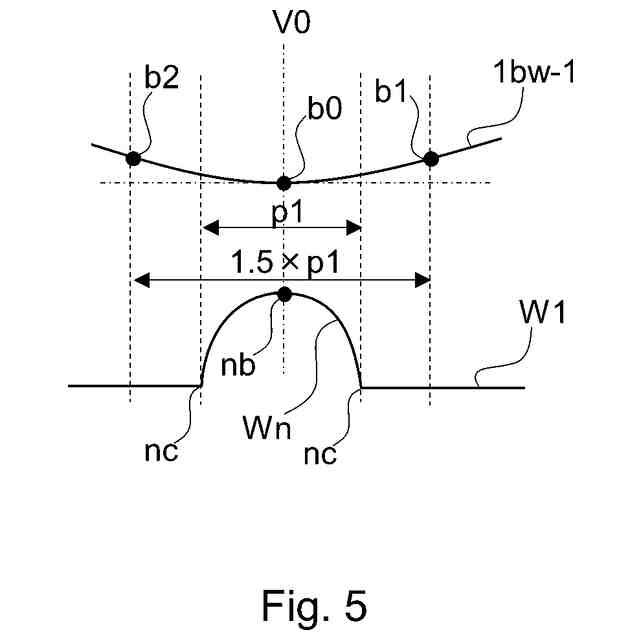
図5は、湾曲部の湾曲稜線の曲率半径の決め方を説明するための図である。
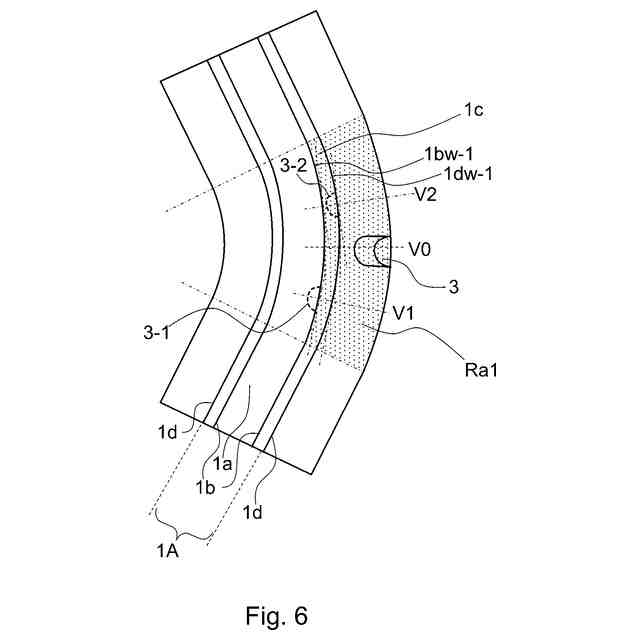
図6は、第1金型1とガイド3との位置関係を説明するための図である。
図7は、ガイド3の構成例及び変形例を説明するための図である。
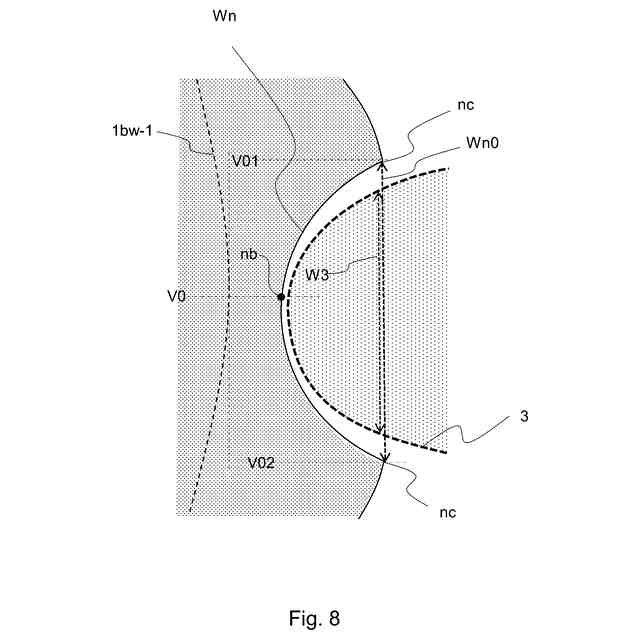
図8は、切り欠きに対するガイドの配置例を説明するための図である。
図9は、計算式中の係数を説明するための図である。
図10は、金型セットの変形例を示す斜視図である。
図11は、図10に示す金型セットを用いたプレス成形品の製造方法の各工程の例を示す。
図12は、金型セットの変形例を示す図である。
図13は、図12に示す金型セットのプレス成形における成形開始時と下死点の配置例を示す図である。
図14は、図13に示すプレス成形において、被成形材W1の縮みフランジ成形される領域Ra1を示す図である。
図15は、第1金型1の凸部1Aの頂面1aにガイド3が設けられる場合の金型セットの例を示す図である。
図16は、金型セットの変形例を示す図である。
図17は、金型セットの変形例を示す図である。
図18は、金型セットの変形例を示す図である。
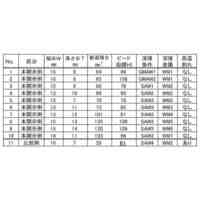
図19は、解析に用いたモデルを示す図である。
図20は、解析に用いたモデルを示す図である。
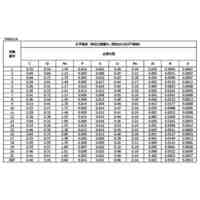
図21は、切り欠きを有する被成形材のプレス成形の解析結果を示す図である。
図22は、切り欠きを有する被成形材のプレス成形の解析結果を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
2日前
日本製鉄株式会社
棒鋼
2日前
日本製鉄株式会社
鋼部品
2日前
日本製鉄株式会社
溶接継手
8日前
日本製鉄株式会社
機械構造用部品
3日前
日本製鉄株式会社
鋼の連続鋳造方法
2日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
LF装置の操業方法
15日前
日本製鉄株式会社
仮設橋による施工方法
2日前
日本製鉄株式会社
内張補助装置及び施工方法
2日前
日本製鉄株式会社
成形体の曲げ性の評価方法
15日前
日本製鉄株式会社
欠陥検査装置及び欠陥検査方法
15日前
日本製鉄株式会社
不活性ガスの遡上を抑制する方法
10日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
15日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
15日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
15日前
日本製鉄株式会社
超音波探傷装置及び超音波探傷方法
15日前
日本製鉄株式会社
超音波探傷装置及び超音波探傷方法
15日前
日本製鉄株式会社
溶鋼の連続鋳造方法及び連続鋳造装置
10日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2日前
日本製鉄株式会社
フェライト・オーステナイト系二相ステンレス鋼
8日前
日本製鉄株式会社
高温クリープ強度に優れた高Ni合金およびその製造方法
8日前
日本製鉄株式会社
高温クリープ強度と耐HClガス腐食性に優れた高Ni合金
8日前
日本製鉄株式会社
フェライト・オーステナイト系二相ステンレス鋼材及びその製造方法
10日前
日本製鉄株式会社
スラグフォーミング鎮静剤の製造方法、スラグフォーミング鎮静剤、及びスラグフォーミングの鎮静方法
8日前
個人
鋼線の連続伸線方法
8日前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ金型
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ