TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025168984
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073912
出願日
2024-04-30
発明の名称
不活性ガスの遡上を抑制する方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20251105BHJP(鋳造;粉末冶金)
要約
【課題】溶鋼の連続鋳造において不活性ガスの遡上を抑制する方法を開示する。
【解決手段】本開示の方法は、溶鋼の連続鋳造において、中間容器からスライディングゲート及び浸漬ノズルを介して鋳型へと前記溶鋼が供給され、かつ、前記浸漬ノズル内に不活性ガスが吹き込まれる場合に、前記中間容器への前記不活性ガスの遡上を抑制する方法であって、前記スライディングゲートの開度と、前記溶鋼のスループットと、前記不活性ガスの遡上が発生する臨界流量との関係(1)を予め求めること、及び、前記溶鋼の連続鋳造において、前記スライディングゲートの開度と、前記溶鋼のスループットと、予め求められた前記関係(1)とに基づいて、前記臨界流量を下回る流量にて、前記浸漬ノズル内に前記不活性ガスを吹き込むこと、を含むものである。
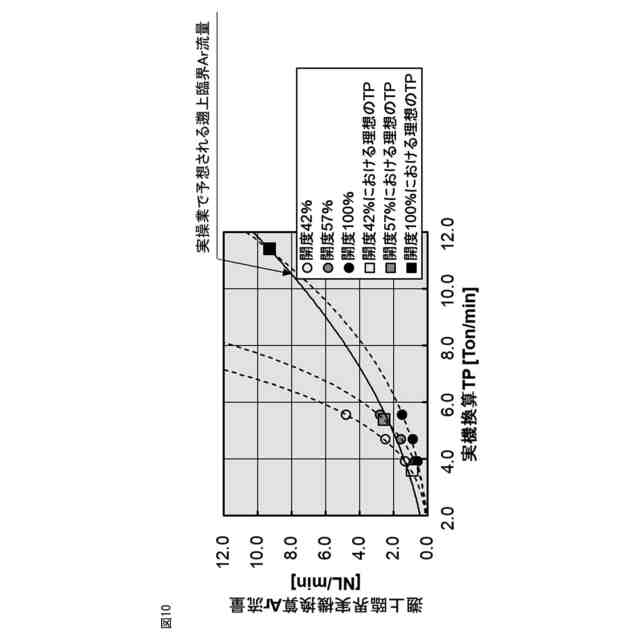
【選択図】図10
特許請求の範囲
【請求項1】
溶鋼の連続鋳造において、中間容器からスライディングゲート及び浸漬ノズルを介して鋳型へと前記溶鋼が供給され、かつ、前記浸漬ノズル内に不活性ガスが吹き込まれる場合に、前記中間容器への前記不活性ガスの遡上を抑制する方法であって、
前記スライディングゲートの開度と、前記溶鋼のスループットと、前記不活性ガスの遡上が発生する臨界流量との関係(1)を予め求めること、及び、
前記溶鋼の連続鋳造において、前記スライディングゲートの開度と、前記溶鋼のスループットと、予め求められた前記関係(1)とに基づいて、前記臨界流量を下回る流量にて、前記浸漬ノズル内に前記不活性ガスを吹き込むこと、
を含む方法。
続きを表示(約 610 文字)
【請求項2】
前記浸漬ノズル内の前記溶鋼へと供給される前記不活性ガスの実流量と、前記スライディングゲートの開度との関係(2)を、前記溶鋼のスループットに応じて予め求めること、及び、
前記溶鋼の連続鋳造において、前記スライディングゲートの開度と、前記溶鋼のスループットと、予め求められた前記関係(2)とに基づいて、前記浸漬ノズル内の前記溶鋼へと供給される前記不活性ガスの実流量を推定すること、
をさらに含み、
推定された前記実流量が前記臨界流量を下回るように、前記浸漬ノズル内に前記不活性ガスを吹き込む、
請求項1に記載の方法。
【請求項3】
低融点金属を用いたモデル実験によって、前記関係(2)を予め求める、
請求項2に記載の方法。
【請求項4】
低融点金属を用いたモデル実験によって、前記関係(1)を予め求める、
請求項1~3のいずれか1項に記載の方法。
【請求項5】
前記浸漬ノズル内の前記溶鋼の断面平均流速xと、前記浸漬ノズル内のボイド率yとが、下記式(I)
y≦0.003×e
0.6x
・・・(I)
(ここで、yの単位は無次元であり、xの単位はm/sである)
を満たすように、前記浸漬ノズル内に前記不活性ガスを吹き込む、
請求項1~3のいずれか1項に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本願は、溶鋼の連続鋳造において、中間容器からスライディングゲート(Sliding Gate、以降「SG」と略記する場合がある)及び浸漬ノズルを介して鋳型へと溶鋼が供給され、かつ、浸漬ノズル内に不活性ガスが吹き込まれる場合に、中間容器への不活性ガスの遡上を抑制する方法を開示する。尚、本願にいう、「遡上」とは、鉛直下向きに流れる液相流れに逆らって気泡が浮上する現象をいう。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
特許文献1には、溶鋼の連続鋳造において、タンディッシュからスライディングゲート及び浸漬ノズルを介して鋳型へと溶鋼が供給され、かつ、浸漬ノズル内に不活性ガスが吹き込まれる場合に、スライディングゲートの開度の変化に基づいて、不活性ガスの流量を調整する弁の制御を行い、浸漬ノズルへと吹き込まれる不活性ガスの流量を調節する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平6-031413号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者の新たな知見によると、溶鋼の連続鋳造において、浸漬ノズルへと吹き込まれる不活性ガスの一部が、中間容器へと遡上する場合がある。不活性ガスが中間容器へと遡上すると、湯湧きによって中間容器の溶鋼湯面が乱され、溶鋼湯面においてスラグと溶鋼との撹拌が生じ、溶鋼湯面が大気に露出して、溶鋼の再酸化が促進される虞がある。従来においては、このような不活性ガスの遡上を抑制することについて、十分な検討がなされていない。
【課題を解決するための手段】
【0005】
本願は、上記課題を解決するための手段の一つとして、以下の複数の態様を開示する。
<態様1>
溶鋼の連続鋳造において、中間容器からスライディングゲート及び浸漬ノズルを介して鋳型へと前記溶鋼が供給され、かつ、前記浸漬ノズル内に不活性ガスが吹き込まれる場合に、前記中間容器への前記不活性ガスの遡上を抑制する方法であって、
前記スライディングゲートの開度と、前記溶鋼のスループットと、前記不活性ガスの遡上が発生する臨界流量との関係(1)を予め求めること、及び、
前記溶鋼の連続鋳造において、前記スライディングゲートの開度と、前記溶鋼のスループットと、予め求められた前記関係(1)とに基づいて、前記臨界流量を下回る流量にて、前記浸漬ノズル内に前記不活性ガスを吹き込むこと、
を含む方法。
<態様2>
前記浸漬ノズル内の前記溶鋼へと供給される前記不活性ガスの実流量と、前記スライディングゲートの開度との関係(2)を、前記溶鋼のスループットに応じて予め求めること、及び、
前記溶鋼の連続鋳造において、前記スライディングゲートの開度と、前記溶鋼のスループットと、予め求められた前記関係(2)とに基づいて、前記浸漬ノズル内の前記溶鋼へと供給される前記不活性ガスの実流量を推定すること、
をさらに含み、
推定された前記実流量が前記臨界流量を下回るように、前記浸漬ノズル内に前記不活性ガスを吹き込む、
態様1の方法。
<態様3>
低融点金属を用いたモデル実験によって、前記関係(2)を予め求める、
態様2の方法。
<態様4>
低融点金属を用いたモデル実験によって、前記関係(1)を予め求める、
態様1~3のいずれかの方法。
<態様5>
前記浸漬ノズル内の前記溶鋼の断面平均流速xと、前記浸漬ノズル内のボイド率yとが、下記式(I)
y≦0.003×e
0.6x
・・・(I)
(ここで、yの単位は無次元であり、xの単位はm/sである)
を満たすように、前記浸漬ノズル内に前記不活性ガスを吹き込む、
態様1~4のいずれかの方法。
【発明の効果】
【0006】
本開示の方法によれば、溶鋼の連続鋳造において、中間容器からスライディングゲート及び浸漬ノズルを介して鋳型へと溶鋼が供給され、かつ、浸漬ノズル内に不活性ガスが吹き込まれる場合に、中間容器への不活性ガスの遡上を抑制することができる。
【図面の簡単な説明】
【0007】
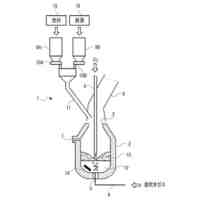
溶鋼の連続鋳造時、中間容器からスライディングゲート及び浸漬ノズルを介して鋳型へと溶鋼が供給され、かつ、浸漬ノズル内に不活性ガスが吹き込まれている状態を概略的に示している。
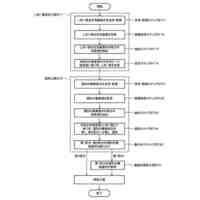
本開示の方法の流れを示している。
所定の溶鋼スループットにおけるスライディングゲートの開度と不活性ガスの供給流量との関係を概略的に示している。
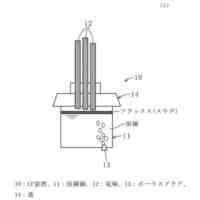
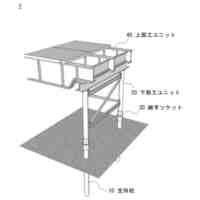
低融点金属を用いたモデル実験装置の構成を概略的に示している。
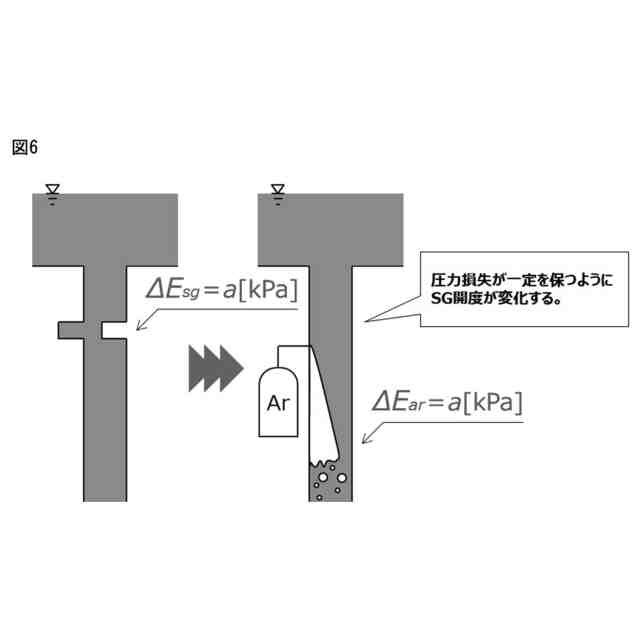
圧力損失の計測に関して説明するための概略図である。
流路に供給される不活性ガスの実流量の推定方法の考え方を説明するための概略図である。
流路に供給される不活性ガスの実流量の推定方法の考え方を説明するための概略図である。
SG開度と圧力損失との関係、及び、不活性ガス流量と圧力損失との関係を各々示している。
不活性ガス吹き込みによるSG開度の変化の一例を説明するための図である。
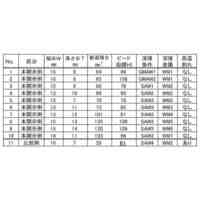
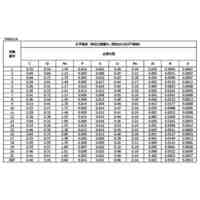
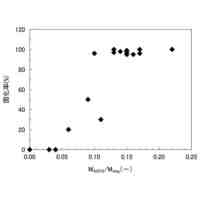
スライディングゲートの開度と、実機における溶鋼のスループット(実機換算TP)と、実機におけるAr遡上の臨界流量(遡上臨界実機換算Ar流量)との関係の一例を示している。
浸漬ノズル内の溶鋼の断面平均流速xと遡上臨界ボイド率yとの関係を示している。
【発明を実施するための形態】
【0008】
1.経緯
本発明者の知見によると、取鍋-タンディッシュ間、タンディッシュ-鋳型間の各種流路を流れる溶鋼中に吹き込まれる不活性ガスは、その流量が少なければ、下流に持ち込まれ、その流量が多ければ、下流に持ち込まれるだけではなく、一部が上流に遡上する。このような不活性ガスの遡上が発生した場合、上部容器である取鍋やタンディッシュの湯面に不活性ガスが沸き上がり、スラグと溶鋼との撹拌が生じたり、溶鋼湯面が大気に露出することで再酸化が促進されたりして、溶鋼の清浄性が低下する虞がある。このような遡上現象は、気液混相流の観点からも珍しく、過去に詳細に検討された例は見当たらない。尚、上記の遡上現象に類似するものとして、逆環状流やフラッティングが挙げられるが、厳密には遡上現象とは異なる。そのため、遡上現象の発生条件のモデルや、引き起こす圧力損失を推算するモデルなども存在しない(参考文献1)。
参考文献1:改訂 気液二相流ハンドブック 日本機械学会編 コロナ社
【0009】
本発明者は、液体金属モデル実験、水モデル試験及び実機試験を通じた調査を行った。その結果、上記の遡上現象は、(1)気相の比重が液相に比べて十分に小さく、(2)気液二相流が存在する垂直配管の上流側に容器が存在する(さらに、(3)気相が分散せずに大規模な気泡や気膜の形態をとる)といった条件で発生することを知見した。すなわち、このような条件を満たす気液二相流、例えば、連続鋳造の中間容器-鋳型間における不活性ガスと溶鋼との気液二相流において、上記の遡上現象が生じるものといえる。
【0010】
一方で、実機運用のみから、上記の遡上現象を詳細に理解することは難しく、また、遡上を発生させない不活性ガス流量を決定するといった諸検討を実施することも難しい。実機で不活性ガスの遡上を防ごうとすると、例えば、「不活性ガスを吹き込みつつ、当該不活性ガスの流量を上昇させ、遡上が開始したタイミングで流量を低下させる」といった場当たり的な対応が必要であり、不活性ガスの遡上を十分かつ確実に抑制することは難しいのが現状である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
3日前
日本製鉄株式会社
棒鋼
3日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼部品
3日前
日本製鉄株式会社
溶接継手
9日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
溶鉄の製造方法
25日前
日本製鉄株式会社
溶鉄の製造方法
25日前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
機械構造用部品
4日前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
3日前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
LF装置の操業方法
16日前
日本製鉄株式会社
金属部品の製造方法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
車両用フロントピラー
17日前
日本製鉄株式会社
車両用センターピラー
17日前
日本製鉄株式会社
腐食モニタリング装置
1か月前
日本製鉄株式会社
仮設橋による施工方法
3日前
日本製鉄株式会社
分析装置および分析方法
24日前
日本製鉄株式会社
成形体の曲げ性の評価方法
16日前
日本製鉄株式会社
分離システム及び分離方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ