TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153987
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056737
出願日
2024-03-29
発明の名称
鋼管の連結構造および鋼管杭
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
E02D
5/24 20060101AFI20251002BHJP(水工;基礎;土砂の移送)
要約
【課題】鋼管の機械式継手における継手先端部の面外変形を効果的に抑制する。
【解決手段】第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、前記内嵌部材は、前記外嵌部材の内側に嵌合する内側嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する外側嵌合部を含み、前記内側嵌合部および前記外側嵌合部は前記軸方向に対して垂直な接触面で互いに接触し、前記第1の鋼管および前記内嵌部材の径方向について、前記第1の鋼管の板厚中心から前記接触面の中心までの距離をX、前記第1の鋼管の板厚をt,前記外側嵌合部および内側嵌合部の管軸方向における配列数をnとした場合に0<X/t≦3n/4である、鋼管の連結構造。
【選択図】図4
特許請求の範囲
【請求項1】
第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、
前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、
前記内嵌部材は、前記外嵌部材の内側に嵌合する内側嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する外側嵌合部を含み、前記内側嵌合部および前記外側嵌合部は前記軸方向に対して垂直な接触面で互いに接触し、
前記第1の鋼管および前記内嵌部材の径方向について、前記第1の鋼管の板厚中心から前記接触面の中心までの距離をX、前記第1の鋼管の板厚をt,前記外側嵌合部および前記内側嵌合部の管軸方向における配列数をnとした場合に0<X/t≦3n/4である、鋼管の連結構造。
続きを表示(約 1,600 文字)
【請求項2】
第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、
前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、
前記内嵌部材は、前記外嵌部材の内側に嵌合する内側嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する外側嵌合部を含み、
前記内側嵌合部の外周面には第1の周方向溝部が形成され、前記外側嵌合部の内周面には第2の周方向溝部が形成され、前記内嵌部材を前記外嵌部材に嵌合させたときに前記第1および第2の周方向溝部が互いに対向し、前記第1および第2の周方向溝部にまたがる抜け止め部材が挿入され、
前記内側嵌合部または前記外側嵌合部と前記抜け止め部材と前記軸方向に対して垂直な接触面で互いに接触し、
前記第1の鋼管および前記内嵌部材の径方向について、前記第1の鋼管の板厚中心から前記接触面の中心までの距離をX、前記第1の鋼管の板厚をt、前記外側嵌合部および前記内側嵌合部の管軸方向における配列数をnとした場合に0<X/t≦3n/4である、鋼管の連結構造。
【請求項3】
0.50≦X/tである、請求項1または請求項2に記載の鋼管の連結構造。
【請求項4】
前記内嵌部材および前記外嵌部材を形成する鋼材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下である請求項1または請求項2に記載の鋼管の連結構造。
【請求項5】
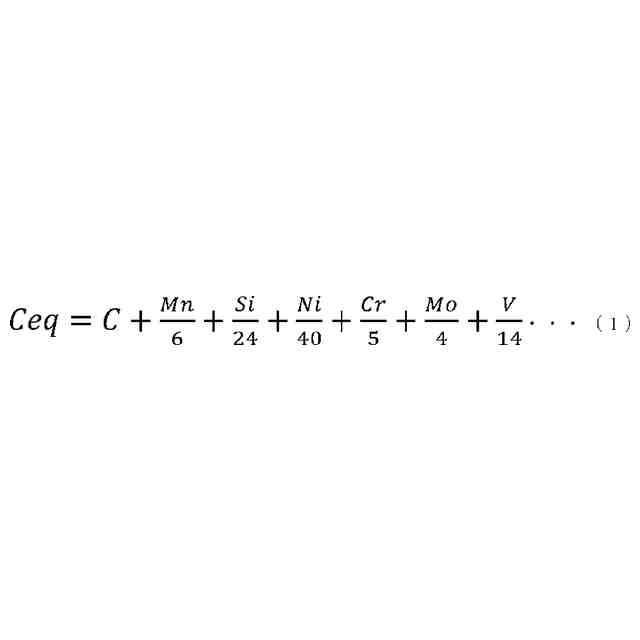
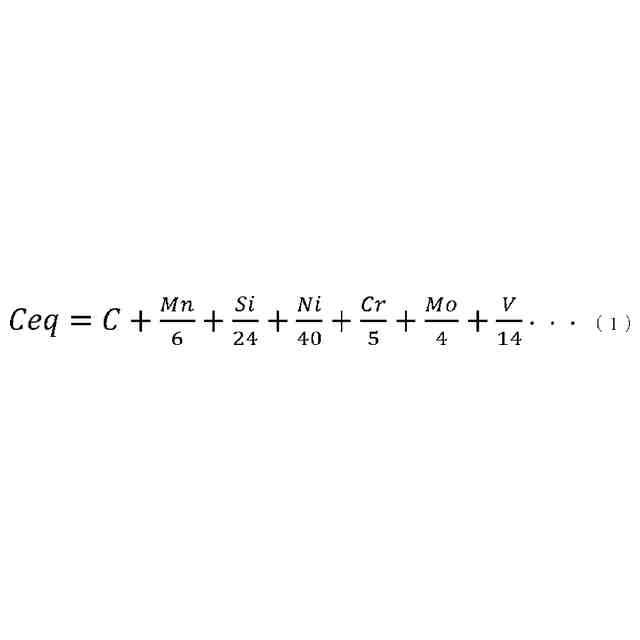
各元素の含有量を質量%で表した式(i)で定義される、前記内嵌部材または前記外嵌部材の少なくともいずれかの炭素当量Ceqが0.2以上であり、Ceqが0.51以下である、請求項1または請求項2に記載の鋼管の連結構造。
TIFF
2025153987000006.tif
24
166
【請求項6】
前記内側嵌合部の外側には、周方向について第1の間隙部分を挟んで第1の突出部が複数形成され、
前記外側嵌合部の内側には、前記周方向について第2の間隙部分を挟んで第2の突出部が複数形成され、
前記第1および第2の突出部は、前記内嵌部材を前記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成される、請求項1または請求項2に記載の鋼管の連結構造。
【請求項7】
前記内側嵌合部の外側には、前記周方向について前記第1の間隙部分を挟んで16箇所から32箇所の前記第1の突出部が形成され、
前記外側嵌合部の内側には、前記周方向について前記第2の間隙部分を挟んで前記第1の突出部と同じ数の前記第2の突出部が形成される、請求項6に記載の鋼管の連結構造。
【請求項8】
前記内側嵌合部は、前記軸方向に配列された3つまたは4つの前記第1の突出部を含み、
前記外側嵌合部は、前記軸方向に配列された前記第1の突出部と同じ数の前記第2の突出部を含む、請求項7に記載の鋼管の連結構造。
【請求項9】
前記内嵌部材で前記軸方向に配列された前記第1の突出部の間に形成される第1の溝部における板厚は、前記軸方向の位置にかかわらず均等に形成され、
前記外嵌部材で前記軸方向に配列された前記第2の突出部の間に形成される第2の溝部における板厚は、前記軸方向の位置にかかわらず均等に形成される、請求項8に記載の鋼管の連結構造。
【請求項10】
前記外側嵌合部の前記第2の鋼管へ向かう方向の先端部の側面と、
前記内側嵌合部の前記第1の鋼管へ向かう方向の先端部の側面に、
管軸方向に延びる突起又は管軸方向に窪む溝が設けられていない
ことを特徴とする請求項9に記載の鋼管の連結構造。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管の連結構造および鋼管杭に関する。
続きを表示(約 4,600 文字)
【背景技術】
【0002】
鋼管同士を連結する方法としては溶接が一般的であるが、現場での溶接作業を伴わず短時間での施工が可能な機械式継手を用いた鋼管接合方法も提案されている。例えば特許文献1には、鋼管杭の軸方向端部に接合される内嵌部材および外嵌部材を用いた連結方法が記載されている。この方法では、内嵌部材を外嵌部材の内側に嵌合させた状態で回転させたときに、内嵌部材の外側および外嵌部材の内側でそれぞれ周方向に間隙部分を挟んで複数形成された突出部が互いに係合することによって鋼管杭同士が連結される。このような連結構造は、従来用いられていた鋼管杭同士の溶接に比べて施工性が高く、かつ十分な曲げ剛性を確保できるという利点を有する。
【先行技術文献】
【特許文献】
【0003】
特許第6202102号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記のような機械式継手において、例えば鋼管の降伏応力以上に相当する外力が作用した場合、他の部分に比べて板厚が薄い継手先端部において面外変形が顕著になり、要求性能を満足できない可能性がある。継手先端部の板厚を厚くすることで変形を抑制できる場合もあるが、それだけでは面外変形が改善しない場合もある。
【0005】
そこで、本発明は、鋼管の機械式継手における継手先端部の面外変形を効果的に抑制することが可能な鋼管の連結構造および鋼管杭を提供することを目的とする。
【課題を解決するための手段】
【0006】
[1]第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、前記内嵌部材は、前記外嵌部材の内側に嵌合する内側嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する外側嵌合部を含み、前記内側嵌合部および前記外側嵌合部は前記軸方向に対して垂直な接触面で互いに接触し、前記第1の鋼管および前記内嵌部材の径方向について、前記第1の鋼管の板厚中心から前記接触面の中心までの距離をX、前記第1の鋼管の板厚をt,前記外側嵌合部および内側嵌合部の管軸方向における配列数をnとした場合に0<X/t≦3n/4である、鋼管の連結構造。
[2]第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、前記内嵌部材は、前記外嵌部材の内側に嵌合する内側嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する外側嵌合部を含み、前記内側嵌合部の外周面には第1の周方向溝部が形成され、前記外側嵌合部の内周面には第2の周方向溝部が形成され、内嵌部材を外嵌部材に嵌合させたときに前記第1および第2の周方向溝部が互いに対向し、前記第1および第2の周方向溝部にまたがる抜け止め部材が挿入され、
前記内側嵌合部または前記外側嵌合部と前記抜け止め部材と前記軸方向に対して垂直な接触面で互いに接触し、前記第1の鋼管および前記内嵌部材の径方向について、前記第1の鋼管の板厚中心から前記接触面の中心までの距離をX、前記第1の鋼管の板厚をt、前記外側嵌合部および内側嵌合部の管軸方向における配列数をnとした場合に0<X/t≦3n/4である、鋼管の連結構造。
[3]0.50≦X/tである、[1]または[2]に記載の鋼管の連結構造。
[4]前記内嵌部材および前記外嵌部材を形成する鋼材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下である[1]または[2]に記載の鋼管の連結構造。
[5]各元素の含有量を質量%で表した式(i)で定義される、前記内嵌部材または前記外嵌部材の少なくともいずれかの炭素当量Ceqが0.2以上であり、Ceqが0.51以下である、[1]または[2]に記載の鋼管の連結構造。
TIFF
2025153987000002.tif
22
166
[6]前記内側嵌合部の外側には、周方向について第1の間隙部分を挟んで第1の突出部が複数形成され、前記外側嵌合部の内側には、前記周方向について第2の間隙部分を挟んで第2の突出部が複数形成され、前記第1および第2の突出部は、前記内嵌部材を前記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成される、[1]または[2]に記載の鋼管の連結構造。
[7]前記内側嵌合部の外側には、前記周方向について前記第1の間隙部分を挟んで16箇所から32箇所の前記第1の突出部が形成され、前記外側嵌合部の内側には、前記周方向について前記第2の間隙部分を挟んで前記第1の突出部と同じ数の前記第2の突出部が形成される、[6]に記載の鋼管の連結構造。
[8]前記内側嵌合部は、前記軸方向に配列された3つまたは4つの前記第1の突出部を含み、前記外側嵌合部は、前記軸方向に配列された前記第1の突出部と同じ数の前記第2の突出部を含む、[7]に記載の鋼管の連結構造。
[9]前記内嵌部材で前記軸方向に配列された前記第1の突出部の間に形成される第1の溝部における板厚は、前記軸方向の位置にかかわらず均等に形成され、前記外嵌部材で前記軸方向に配列された前記第2の突出部の間に形成される第2の溝部における板厚は、前記軸方向の位置にかかわらず均等に形成される、[8]に記載の鋼管の連結構造。
[10]前記外側嵌合部の前記第2の鋼管へ向かう方向の先端部の側面と、前記内側嵌合部の前記第1の鋼管へ向かう方向の先端部の側面に、管軸方向に延びる突起又は管軸方向に窪む溝が設けられていない
ことを特徴とする[9]に記載の鋼管の連結構造。
[11]前記内嵌部材および前記外嵌部材の少なくともいずれか一方は、溶接部が前記軸方向に延びるベンドロール管で形成される、[1]または[2]に記載の鋼管の連結構造。
[12]前記内嵌部材および前記外嵌部材の少なくともいずれか一方は、リング鍛造材で形成される、[1]または[2]に記載の鋼管の連結構造。
[13]前記外側嵌合部と前記内側嵌合部が係合された状態で、これらの鋼管の連結構造の相対回転を抑止する回転抑止構造であって、前記外側嵌合部と前記内側嵌合部とを係合させた状態で、前記外側嵌合部の前記第2の鋼管へ向かう方向の先端部の側面と前記内側嵌合部の前記第1の鋼管へ向かう方向の先端部の側面とに連続して形成されるキー溝部と、前記外側嵌合部の前記第2の鋼管へ向かう方向の先端部の側面と前記内側嵌合部の前記第1の鋼管へ向かう方向の先端部の側面とに亘って前記キー溝部に嵌入されるキー部材とを備え、前記キー溝部は、前記外側嵌合部の前記第2の鋼管へ向かう方向の先端部の側面で前記内側嵌合部に対向する端面を切り欠いて形成される第1溝と、前記内側嵌合部の前記第1の鋼管へ向かう方向の先端部の側面で前記外側嵌合部に対向する端面を切り欠いて形成される第2溝とを有し、前記第1溝及び前記第2溝の何れか一方又は両方は、前記外側嵌合部と前記内側嵌合部との所定の相対回転によって前記キー部材の側辺と接触しながら前記キー部材を回転させる接触点部と、鋼管の軸芯の長手方向に対して水平又は傾斜させて設けられた、前記外側嵌合部と前記内側嵌合部との所定の相対回転によって前記キー部材の側辺と円周方向で接触する接触辺部とを有すること
を特徴とする[6]に記載の鋼管の連結構造。
[14]前記内嵌部材における前記内側嵌合部および前記第1の鋼管との接合部以外の部分と
前記外嵌部材における前記外側嵌合部および前記第2の鋼管との接合部以外の部分に
鋼材の高温酸化により生じる黒皮が残存していてもよいことを特徴とする
[1]または[2]に記載の鋼管の連結構造。
[15][1]または[2]に記載された鋼管の連結構造によって連結された複数の鋼管を含む鋼管杭。
【発明の効果】
【0007】
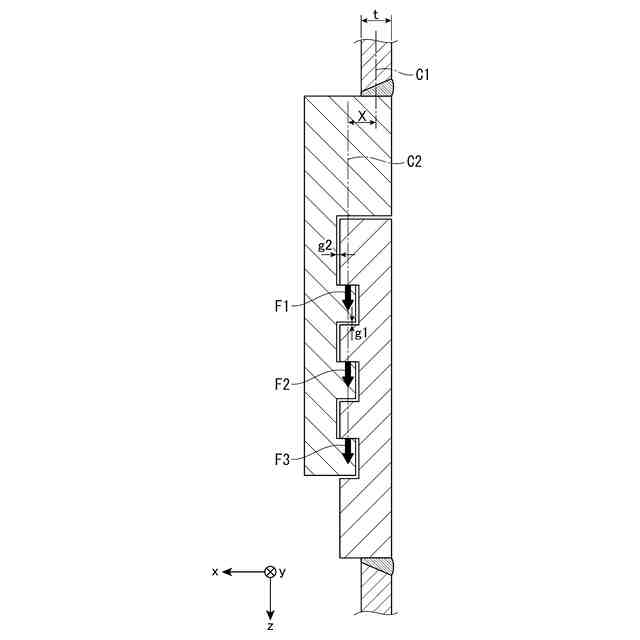
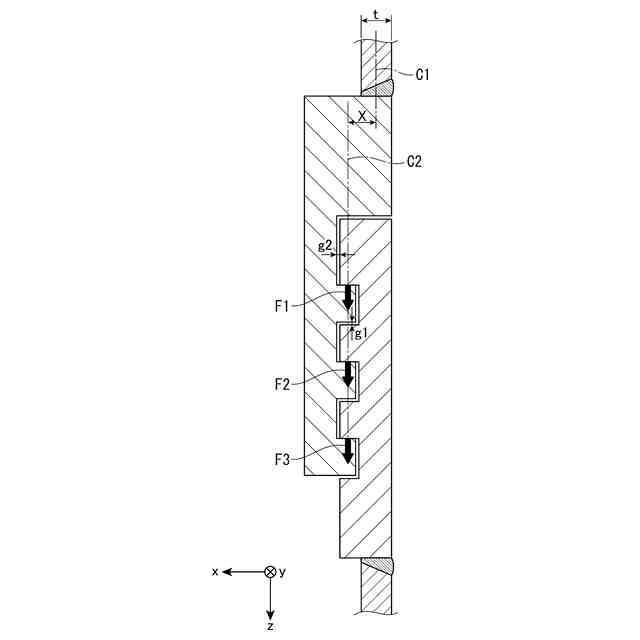
上記の構成によれば、内嵌部材と第2の鋼管との間で、鋼管の板厚中心から内嵌部材の接触面の中心までの距離Xが適切な範囲に決定される。これによって、鋼管から作用する外力による外嵌部材および内嵌部材の面外変形に対抗する剛性を確保し、継手の要求性能を満足することができる。また、内嵌部材に対して嵌合部の接触面で外嵌部材から加えられる力と基部側で鋼管から加えられる力との作用線のずれによって発生する偏心曲げモーメントが小さくなり、鋼管に対して内嵌部材が回転変位することによる継手先端部の面外変形や鋼管の変形を効果的に抑制することができる。
【図面の簡単な説明】
【0008】
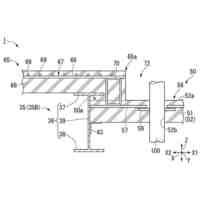
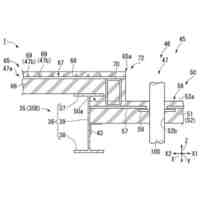
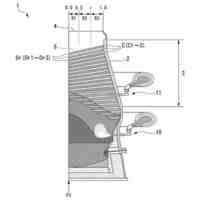
本発明の一実施形態に係る鋼管の連結構造を示す斜視図である。
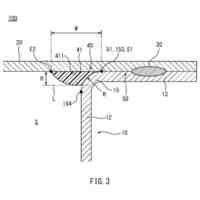
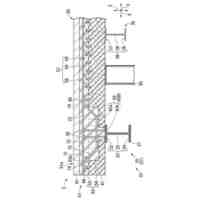
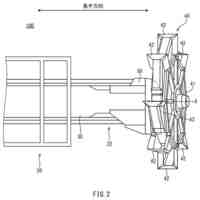
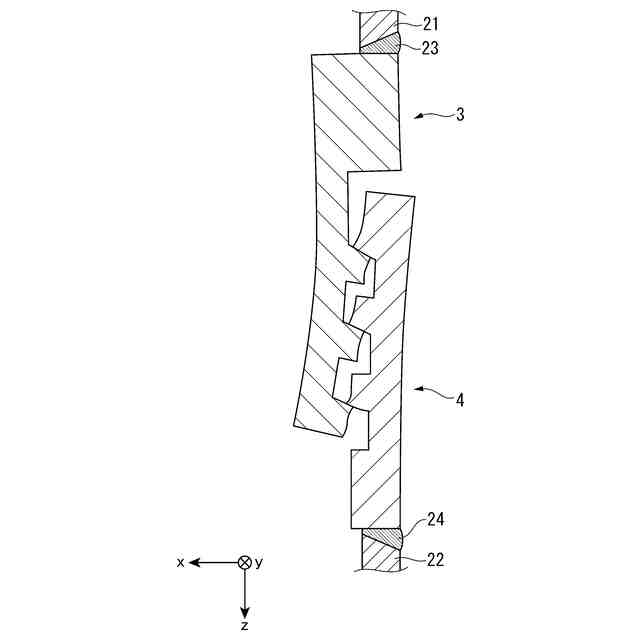
図2は図1に示す連結構造の断面図である。
連結構造で生じる可能性がある面外変形について説明するための図である。
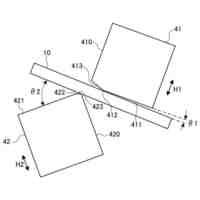
偏心曲げによる面外変形を効果的に抑制するための条件について説明するための図である。
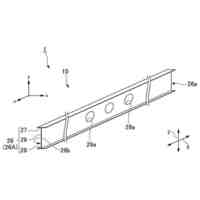
継手部材の溝部の板厚による違いについて検証する解析モデル(例1)を示す図である。
継手部材の溝部の板厚による違いについて検証する解析モデル(例2)を示す図である。
解析によって算出された荷重変位関係を示すグラフである。
解析によって算出された軸方向の発生応力分布を示すグラフである。
本発明の他の実施形態を示す図である。
【発明を実施するための形態】
【0009】
以下に添付図面を参照しながら、本発明の例示的な実施形態について詳細に説明する。なお、本明細書および図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複した説明を省略する。
【0010】
図1は本発明の一実施形態に係る鋼管の連結構造を示す斜視図であり、図2は図1に示す連結構造の断面図である。本実施形態に係る鋼管の連結構造1は、鋼管21,22を軸方向に連結する。鋼管21,22の製造工程は特に限定されるわけではなく、例えば、螺旋状に形成された溶接部を有するスパイラル鋼管であってもよいし、直線状に形成された溶接部を有する電縫管やUO鋼管であってもよい。連結構造1は、内嵌部材3と、外嵌部材4とを含む。なお、以下の説明において、軸方向は、鋼管21,22の軸方向を意味し、z方向として図示される。周方向は、軸方向の回りに回転する方向であり、y方向として図示される。また、径方向は、軸方向に直交する方向であり、x方向として図示される。鋼管21,22、内嵌部材3および外嵌部材4は、連結後の状態において同軸になるように配置されるため、軸方向、周方向および径方向はこれらの部材について共通になる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
8日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
剪断機
2か月前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
14日前
日本製鉄株式会社
管理装置
2か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
構造部材
2か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
耐火構造物
2か月前
日本製鉄株式会社
耐火構造物
2か月前
日本製鉄株式会社
耐火構造物
2か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
リクレーマ
2か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
学習システム
1か月前
日本製鉄株式会社
高Ni合金板
2か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ