TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154079
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056879
出願日
2024-03-29
発明の名称
鋼管の連結構造および鋼管杭
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
E02D
5/24 20060101AFI20251002BHJP(水工;基礎;土砂の移送)
要約
【課題】低コストと構造性能との両立を可能にする。
【解決手段】第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、上記第1の鋼管の上記軸方向の端部に接合される内嵌部材と、上記第2の鋼管の上記軸方向の端部に接合される外嵌部材とを備え、上記内嵌部材は、上記外嵌部材の内側に嵌合する内側嵌合部を含み、上記外嵌部材は、上記内嵌部材の外側に嵌合する外側嵌合部を含み、上記内側嵌合部および上記外側嵌合部は、上記軸方向についての抜け止め部が備えられ、上記内嵌部材および上記外嵌部材の少なくともいずれか一方はリング鍛造材で形成され、上記リング鍛造材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下である、鋼管の連結構造が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、
前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、
前記内嵌部材は、前記外嵌部材の内側に嵌合する内側嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する外側嵌合部を含み、前記内側嵌合部および前記外側嵌合部は、前記軸方向についての抜け止め部が備えられ、
前記内嵌部材および前記外嵌部材の少なくともいずれか一方はリング鍛造材で形成され、前記リング鍛造材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下である、鋼管の連結構造。
続きを表示(約 1,400 文字)
【請求項2】
第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、
前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、
前記内嵌部材は、前記外嵌部材の内側に嵌合する内側嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する外側嵌合部を含み、前記内側嵌合部および前記外側嵌合部は、前記軸方向についての抜け止め部が備えられ、
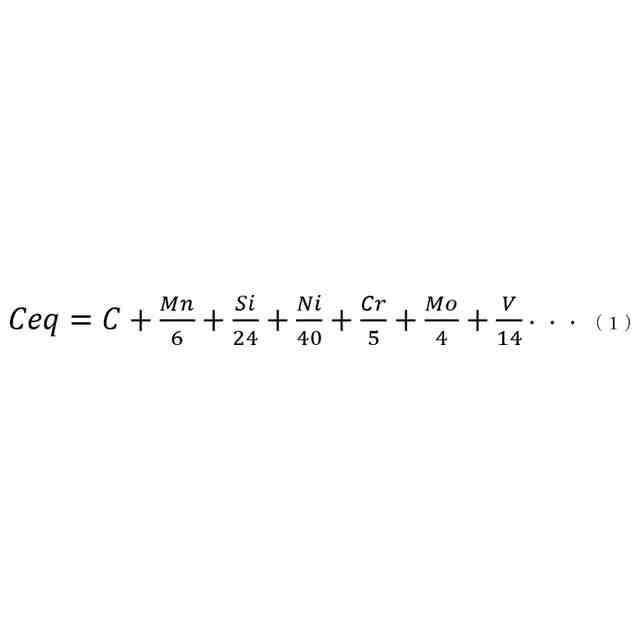
前記内嵌部材および前記外嵌部材の少なくともいずれか一方はリング鍛造材で形成され、各元素の含有量を質量%で表した式(i)で定義される前記リング鍛造材の炭素当量Ceqが0.2以上であり、Ceqが0.51以下である、鋼管の連結構造。
TIFF
2025154079000004.tif
15
170
【請求項3】
前記内嵌部材のうち前記第1の鋼管に接合される接合部の板厚が前記第1の鋼管の板厚よりも厚く、かつ前記外嵌部材のうち前記第2の鋼管に接合される接合部の板厚が前記第2の鋼管の板厚よりも厚いか、
前記内嵌部材のうち前記第1の鋼管に接合される接合部の板厚が前記第1の鋼管の板厚よりも厚いか、または
前記外嵌部材のうち前記第2の鋼管に接合される接合部の板厚が前記第2の鋼管の板厚よりも厚い、請求項1または請求項2に記載の鋼管の連結構造。
【請求項4】
前記リング鍛造材は、異形断面である、請求項1または請求項2に記載の鋼管の連結構造。
【請求項5】
前記抜け止め部は、前記内側嵌合部の外側で周方向について第1の間隙部分を挟んで複数形成される第1の突出部と、前記外側嵌合部の内側で前記周方向について第2の間隙部分を挟んで複数形成される第2の突出部とを含み、
前記第1および第2の突出部は、前記内嵌部材を前記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成される、請求項1または請求項2に記載の鋼管の連結構造。
【請求項6】
前記内側嵌合部は、第1の溝部を間に挟んで前記軸方向に配列された1つまたは複数の前記第1の突出部を含み、
前記外側嵌合部は、第2の溝部を間に挟んで前記軸方向に配列された1つまたは複数の前記第2の突出部を含み、
前記第1および第2の突出部が互いに係合したときに、前記第1の突出部は前記第2の溝部に位置し、前記第2の突出部は前記第1の溝部に位置する、請求項5に記載の鋼管の連結構造。
【請求項7】
前記内嵌部材の前記第1の溝部における板厚は、前記軸方向で前記内側嵌合部の先端に近いほど薄く形成され、
前記外嵌部材の前記第2の溝部における板厚は、前記軸方向で前記外側嵌合部の先端に近いほど薄く形成される、請求項6に記載の鋼管の連結構造。
【請求項8】
前記内嵌部材の前記第1の溝部における板厚は、前記軸方向の位置にかかわらず均等に形成され、
前記外嵌部材の前記第2の溝部における板厚は、前記軸方向の位置にかかわらず均等に形成される、請求項6に記載の鋼管の連結構造。
【請求項9】
請求項1または請求項2のいずれか1項に記載された鋼管の連結構造によって連結された複数の鋼管を含む鋼管杭。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管の連結構造および鋼管杭に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
鋼管同士を連結する方法として溶接が一般的であるが、鋼管径の拡大とともに溶接時間が増加し、溶接工の技量や天候によって溶接品質にばらつきが生じる。また、空頭制限のある現場では継手の増加や作業時間の短縮が求められる。そのような場合、現場での溶接作業を伴わず短時間での施工が可能となる機械式継手を用いた鋼管接合方法が有効である。しかしながら、継手は嵌合という形式となる都合上、断面欠損に伴う構造性能の低下を補うために材料の高強度化が行われる。さらに、嵌合時の寸法精度を確保するために機械切削が必要となり、一般的に機械式継手は多大なコストを要することになる。また、継手が高強度化することで、鋼管への取付けの際に予熱および後熱を必要とする高強度材料を用いた溶接が必要になる。機械式継手の製造や取り付けにかかるコストを抑制するためには材料そのものを重量減させることが効果的であるが、継手を薄肉化すると設計で想定していない変形によって噛み合わせが悪化し、設計耐力を確保できない問題が生じる可能性がある。
【0003】
例えば、特許文献1や特許文献2には、化学成分の条件を満たす鋼板を円筒状に板巻き加工して鋼板の端部どうしを溶接することで低コスト化する鋼管製造方法が示されている。また、特許文献3では、板巻きによって製管されたストレートシーム鋼管の接合部が、周方向において他の部分よりも剛性が高い位置に配設されることを特徴とする鋼管杭が示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-105550号公報
特許第7207245号公報
特許第6579945号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1や特許文献2に記載された技術では、CrやMoといった合金の使用によるコストや溶接性の悪化に加え、継手部に溶接部が存在することで荷重を伝達する際の弱点になりかねず高品質な溶接を担保するための技能および検査が避けられない。さらに高強度材料が前提とされているため、最終的な使用状態では継手が取り付けられる鋼管の板厚に対して継手が相対的に薄肉になることが想定される。その結果、剛性不足となり想定外の変形が生じて設計耐力を確保できない可能性がある。また、特許文献3に記載された技術では、荷重が伝達しやすい高い剛性部にシームを有することで想定外の破壊を招く可能性がある。
【0006】
そこで、本発明は、低コストと構造性能との両立を可能にする鋼管の連結構造および鋼管杭を提供することを目的とする。
【課題を解決するための手段】
【0007】
[1]第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、上記第1の鋼管の上記軸方向の端部に接合される内嵌部材と、上記第2の鋼管の上記軸方向の端部に接合される外嵌部材とを備え、上記内嵌部材は、上記外嵌部材の内側に嵌合する内側嵌合部を含み、上記外嵌部材は、上記内嵌部材の外側に嵌合する外側嵌合部を含み、上記内側嵌合部および上記外側嵌合部は、上記軸方向についての抜け止め部が備えられ、上記内嵌部材および上記外嵌部材の少なくともいずれか一方はリング鍛造材で形成され、上記リング鍛造材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下である、鋼管の連結構造。
[2]第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、上記第1の鋼管の上記軸方向の端部に接合される内嵌部材と、上記第2の鋼管の上記軸方向の端部に接合される外嵌部材とを備え、上記内嵌部材は、上記外嵌部材の内側に嵌合する内側嵌合部を含み、上記外嵌部材は、上記内嵌部材の外側に嵌合する外側嵌合部を含み、上記内側嵌合部および上記外側嵌合部は、上記軸方向についての抜け止め部が備えられ、上記内嵌部材および上記外嵌部材の少なくともいずれか一方はリング鍛造材で形成され、各元素の含有量を質量%で表した式(i)で定義される上記リング鍛造材の炭素当量Ceqが0.2以上であり、Ceqが0.51以下である、鋼管の連結構造。
TIFF
2025154079000002.tif
15
170
[3]上記内嵌部材のうち上記第1の鋼管に接合される接合部の板厚が上記第1の鋼管の板厚よりも厚く、かつ上記外嵌部材のうち上記第2の鋼管に接合される接合部の板厚が上記第2の鋼管の板厚よりも厚いか、上記内嵌部材のうち上記第1の鋼管に接合される接合部の板厚が上記第1の鋼管の板厚よりも厚いか、または上記外嵌部材のうち上記第2の鋼管に接合される接合部の板厚が上記第2の鋼管の板厚よりも厚い、[1]または[2]に記載の鋼管の連結構造。
[4]上記リング鍛造材は、異形断面である、[1]または[2]に記載の鋼管の連結構造。
[5]上記抜け止め部は、上記内側嵌合部の外側で周方向について第1の間隙部分を挟んで複数形成される第1の突出部と、上記外側嵌合部の内側で上記周方向について第2の間隙部分を挟んで複数形成される第2の突出部とを含み、上記第1および第2の突出部は、上記内嵌部材を上記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成される、[1]または[2]に記載の鋼管の連結構造。
[6]上記内側嵌合部は、第1の溝部を間に挟んで上記軸方向に配列された1つまたは複数の上記第1の突出部を含み、上記外側嵌合部は、第2の溝部を間に挟んで上記軸方向に配列された1つまたは複数の上記第2の突出部を含み、上記第1および第2の突出部が互いに係合したときに、上記第1の突出部は上記第2の溝部に位置し、上記第2の突出部は上記第1の溝部に位置する、[5]に記載の鋼管の連結構造。
[7]上記内嵌部材の上記第1の溝部における板厚は、上記軸方向で上記内側嵌合部の先端に近いほど薄く形成され、上記外嵌部材の上記第2の溝部における板厚は、上記軸方向で上記外側嵌合部の先端に近いほど薄く形成される、[6]に記載の鋼管の連結構造。
[8]上記内嵌部材の上記第1の溝部における板厚は、上記軸方向の位置にかかわらず均等に形成され、上記外嵌部材の上記第2の溝部における板厚は、上記軸方向の位置にかかわらず均等に形成される、[6]に記載の鋼管の連結構造。
[9][1]または[2]のいずれか1項に記載された鋼管の連結構造によって連結された複数の鋼管を含む鋼管杭。
【発明の効果】
【0008】
上記の構成によれば、鋼管の軸方向についての抜け止め部を備える継手部材を低強度リング鍛造材で形成することによって、比較的厚肉かつ材質の一定した継手を供給することが可能となる。これにより、例えば継手部材の剛性不足に伴う想定外の変形発生やシームを起点とする想定外の破壊リスクを抑え、特殊技能を要せず安価に安定した継手性能を発揮させることができる。継手部材に高価な合金材料を使用しない低強度鍛造材料を使用することによって、材料コストや熱処理コストを低く抑えつつ、シーム部といった特異点の介在を避けた継手を供給することが可能となる。これにより、特異点を起点とする想定外の破壊リスクを低減することができ、安定した継手性能を発揮させることが可能となる。
【図面の簡単な説明】
【0009】
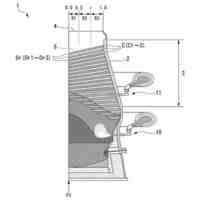
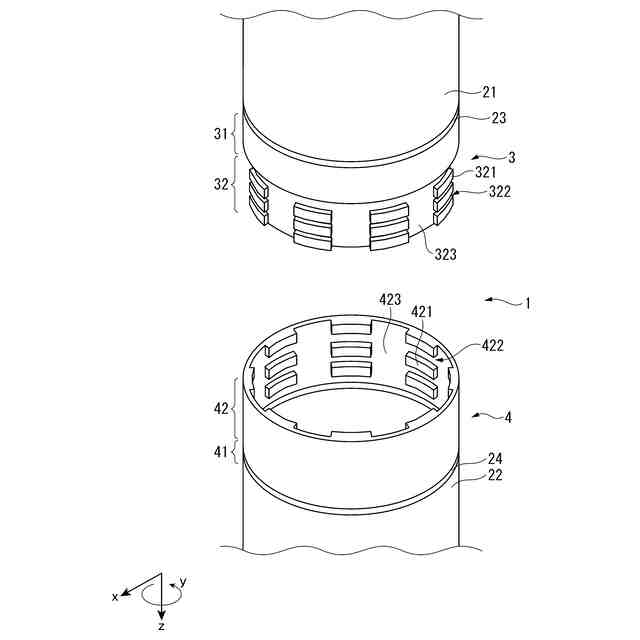
本発明の一実施形態に係る鋼管の連結構造を示す斜視図である。
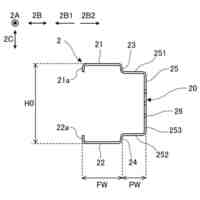
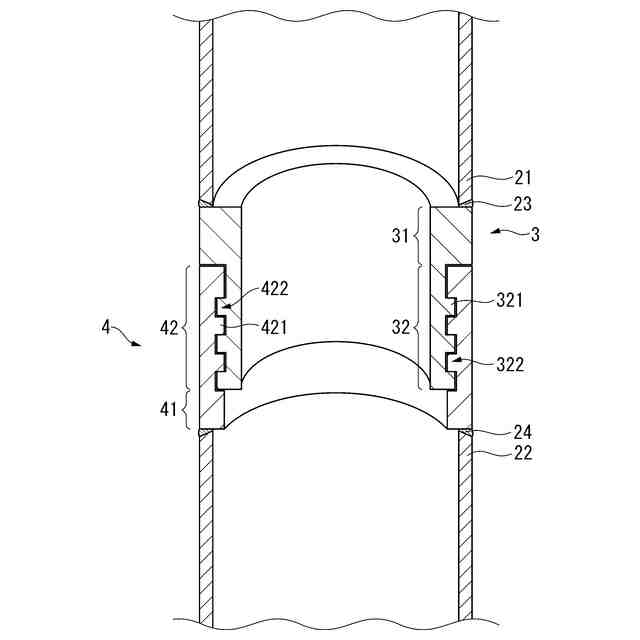
図1に示す連結構造の断面図である。
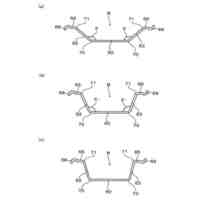
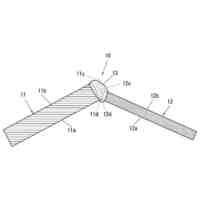
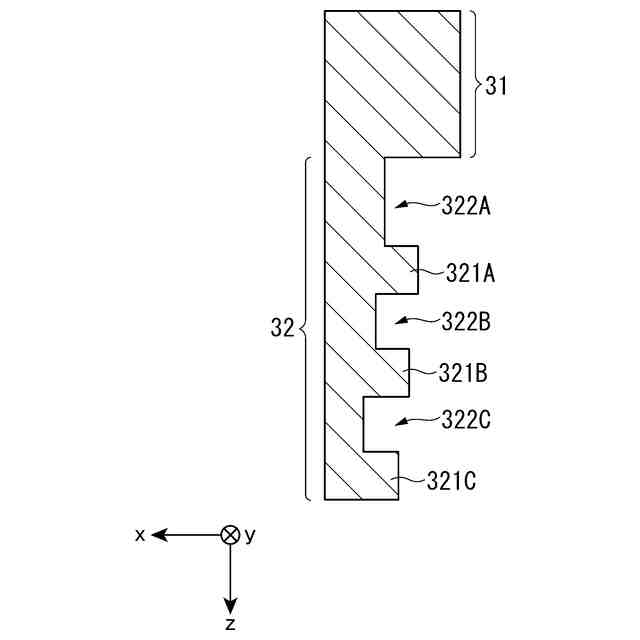
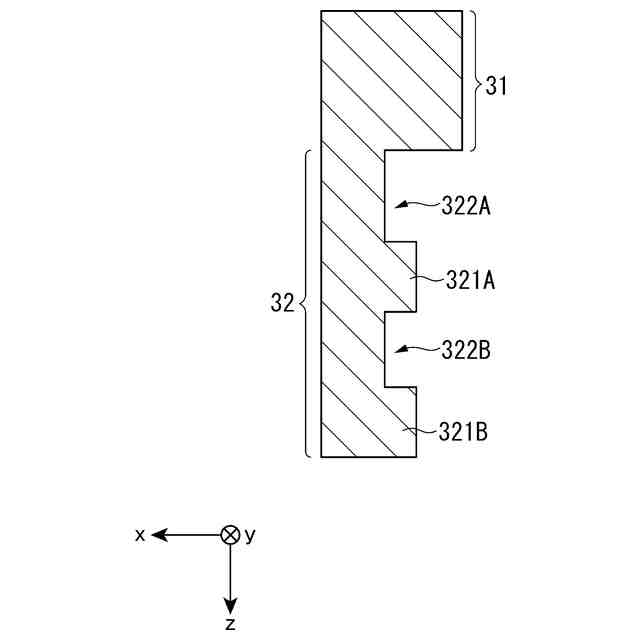
本発明の実施形態における継手部材の断面形状の例を示す図である。
本発明の実施形態における継手部材の断面形状の例を示す図である。
本発明の実施形態における継手部材の断面形状の例を示す図である。
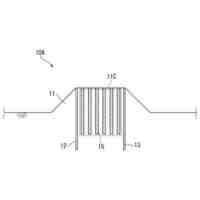
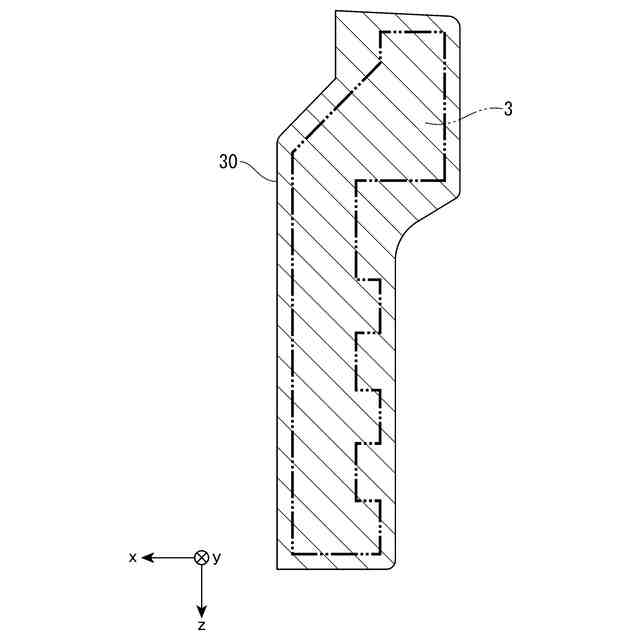
本発明の実施形態におけるリング鍛造材および継手部材の断面形状の例を示す図である。
本発明の実施形態におけるリング鍛造材および継手部材の断面形状の例を示す図である。
【発明を実施するための形態】
【0010】
以下に添付図面を参照しながら、本発明の例示的な実施形態について詳細に説明する。なお、本明細書および図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複した説明を省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
1日前
日本製鉄株式会社
鋼部品
7日前
日本製鉄株式会社
鋼部品
7日前
日本製鉄株式会社
橋脚構造
5日前
日本製鉄株式会社
腐食センサ
5日前
日本製鉄株式会社
鍛鋼ロール
6日前
日本製鉄株式会社
鍛鋼ロール
6日前
日本製鉄株式会社
高Ni合金鋼
5日前
日本製鉄株式会社
学習システム
8日前
日本製鉄株式会社
管理システム
5日前
日本製鉄株式会社
高Ni合金鋼
5日前
日本製鉄株式会社
高炉の操業方法
7日前
日本製鉄株式会社
溶鉄の製造方法
7日前
日本製鉄株式会社
原油油槽用鋼材
1日前
日本製鉄株式会社
鋼の連続鋳造方法
12日前
日本製鉄株式会社
鋼矢板の製造方法
6日前
日本製鉄株式会社
スラグの処理方法
6日前
日本製鉄株式会社
鋼の連続鋳造方法
6日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
金属材の製造方法
12日前
日本製鉄株式会社
鉄鉱石の選別方法
5日前
日本製鉄株式会社
金属材の製造方法
7日前
日本製鉄株式会社
鉄道車両用の台車
8日前
日本製鉄株式会社
モールドパウダー
6日前
日本製鉄株式会社
鉄道車両用の台車枠
今日
日本製鉄株式会社
溶鋼の脱窒処理方法
5日前
日本製鉄株式会社
金属部品の製造方法
5日前
日本製鉄株式会社
計測装置及び計測方法
13日前
日本製鉄株式会社
鋼板およびその製造方法
14日前
日本製鉄株式会社
スプリング圧接式温度計
12日前
日本製鉄株式会社
壁用下地部材及び壁パネル
12日前
日本製鉄株式会社
壁用下地部材及び壁パネル
7日前
日本製鉄株式会社
溶接継手および筒状構造物
12日前
日本製鉄株式会社
堤防および堤防の施工方法
6日前
日本製鉄株式会社
溶接継手および筒状構造物
12日前
日本製鉄株式会社
鋼管の連結構造および鋼管杭
5日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ