TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144786
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044632
出願日
2024-03-21
発明の名称
溶接継手および筒状構造物
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
9/02 20060101AFI20250926BHJP(工作機械;他に分類されない金属加工)
要約
【課題】施工性や耐疲労特性に優れた溶接継手および当該溶接継手を備えた筒状構造物を提供する。
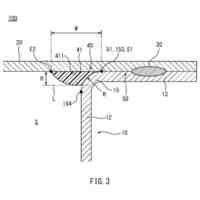
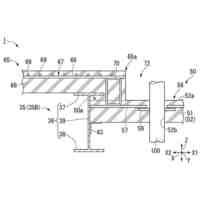
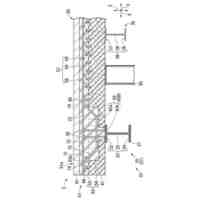
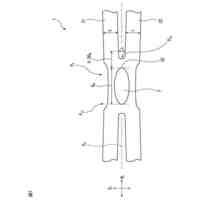
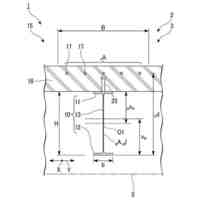
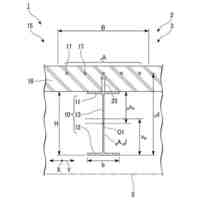
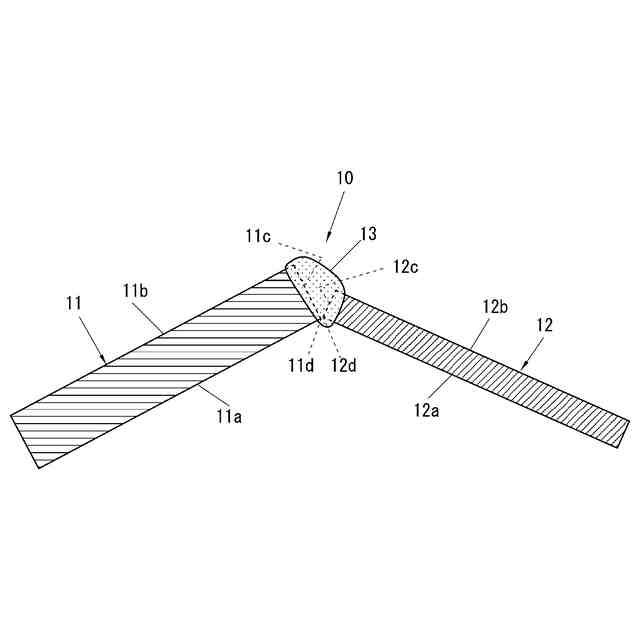
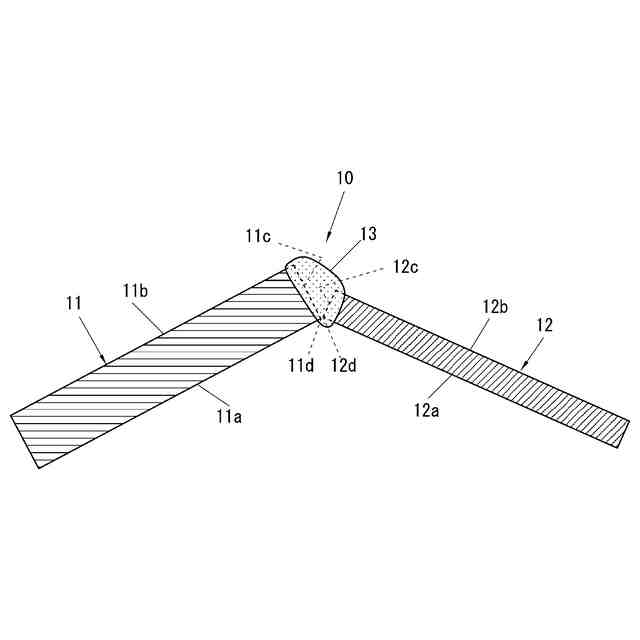
【解決手段】厚さの異なる厚鋼板どうしが鈍角で溶接接合された溶接継手10であって、一方の厚鋼板11の鈍角の内側を向く内側板面11aの端縁11dと、他方の厚鋼板12の鈍角の内側を向く内側板面12aの端縁12dとが互いに相対して配置され、一方の厚鋼板11の端面11cと、他方の厚鋼板12の端面12cとの間が、鈍角の外側において溶接金属13によって覆われている。
【選択図】図1
特許請求の範囲
【請求項1】
厚さの異なる厚鋼板どうしが鈍角で溶接接合された溶接継手であって、
一方の前記厚鋼板の前記鈍角の内側を向く内側板面の端縁と、他方の前記厚鋼板の前記鈍角の内側を向く内側板面の端縁とが互いに相対して配置され、
一方の前記厚鋼板の端面と他方の前記厚鋼板の端面との間が当該両端面を含んで、前記鈍角の外側において溶接金属によって覆われていることを特徴とする溶接継手。
続きを表示(約 250 文字)
【請求項2】
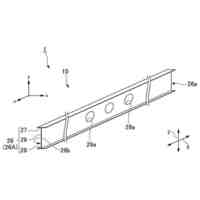
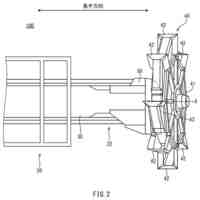
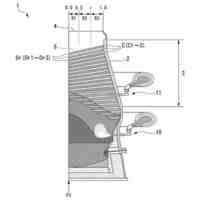
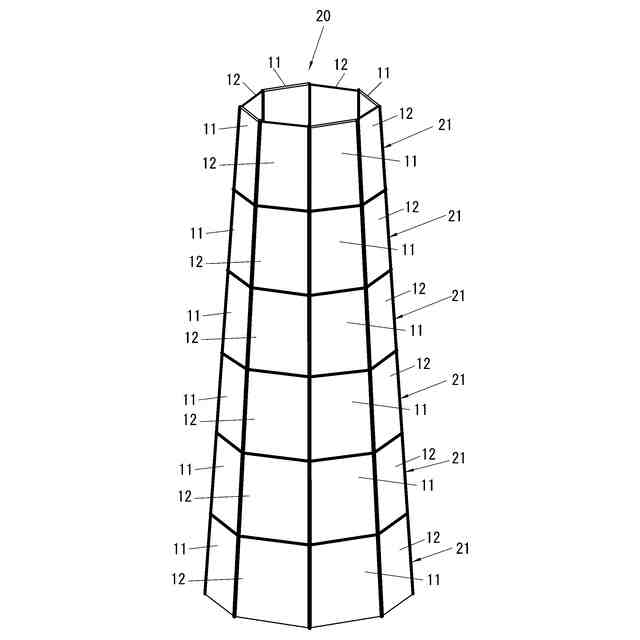
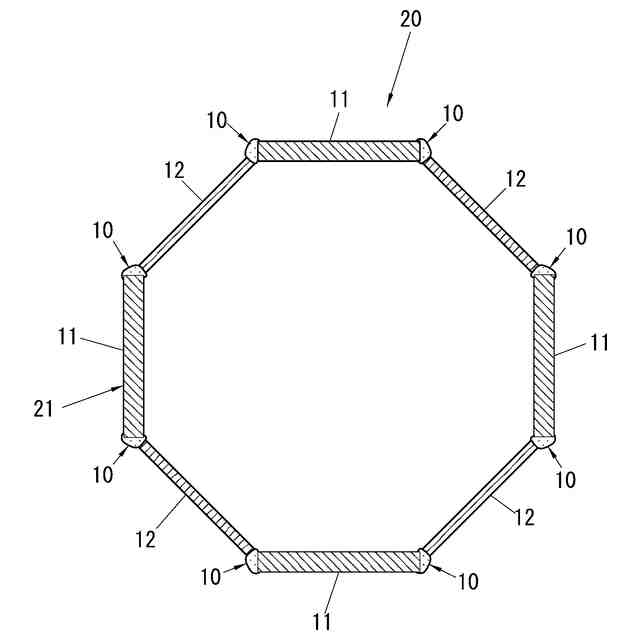
複数の厚鋼板を周方向に溶接して、軸直交方向の断面形状が多角形断面を有する筒状構造物であって、
前記断面形状が6角形以上24角形以下であり、
複数の前記厚鋼板は厚さの異なるものが混在し、
周方向に隣り合う厚さの異なる前記厚鋼板どうしは、請求項1に記載の溶接継手によって溶接接合されていることを特徴とする筒状構造物。
【請求項3】
厚さの異なる前記厚鋼板が周方向において交互に配置されていることを特徴とする請求項2に記載の筒状構造物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異なる厚さを有する鋼板を溶接した溶接継手およびその溶接継手を利用した筒状構造物に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
温室効果ガスの排出抑制の観点から、近年では再生可能エネルギーが注目されている。
風力発電は発電効率が他の発電方法よりも効率がよく、強風が絶え間なく吹く地域では昼夜問わず発電もできるため、再生可能エネルギーの中でも今後利用の拡大が期待される発電方法の一つとして注目される発電方法である。
風力発電は現在でも一定の普及が見られるが、今後は騒音問題もなく転倒などによるリスクも低減できることから洋上での発電も含めた広域化が計画されており、より効率的な発電を目指して発電設備が大型化するとともにさらなる普及が進むことが予想されている。
【0003】
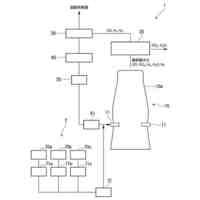
一方で、発電設備の大形化に伴い設備製造の問題が生じる。すなわち、風力発電設備では、ナセルを上部に設置する支柱(タワー、浮体式洋上風力発電施設における柱状型浮体構造物)には円筒状の鋼管が使用される。発電設備を大型化すれば、支柱の強度および剛性を高くしなければならなくなり、支柱の外径および板厚は大きくする必要が生じる。
支柱となる鋼管は、厚鋼板を曲げ加工して湾曲させた後に溶接することにより製造を行う。しかしながら、曲げ加工装置の設備能力には一定の限界があり、厚肉の厚鋼板に対しては十分な曲げ加工を行うことができず、大口径かつ厚肉の支柱を製造するには限界があった。
また、支柱の大形化は工場から設置現場までの輸送の問題、すなわち特殊車両・特殊船舶が必要である、夜間輸送をせざるを得ないといった問題も生じうる。このため、工場製造よりも現地製造できた方が好ましい。
【0004】
このような問題があることから、厚鋼板を曲げ加工するのではなく、多数枚の鋼板を筒状化して支柱を製造することが検討されている。
例えば、特許文献1には、フランジを備える鋼板(金属壁部品)を固定手段(ナットおよびボルト)で接続した支柱(タワー)が記載されている。また、特許文献2には、鋼板(直面材または直面材を折り曲げた)を周方向に複数枚連結して断面形状を多角形とした支柱(柱状型浮体)が記載されている。
【先行技術文献】
【特許文献】
【0005】
特表2007-520653号公報
特開2022-1374号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1および特許文献2に示されているように、支柱の大形化に伴う製造上の問題は検討されているものの、いずれの特許文献にも支柱自体の特性、すなわち材料特性については何ら触れられていない。そのため、支柱として使用するには解決すべき技術的課題も多い。
【0007】
本発明者らは、上記のような状況の下、支柱の製造について思案した。
特許文献1および特許文献2に示される支柱の製造では、曲げ加工を省略できるが、厚鋼板の接合作業(リベット作業、溶接作業)が必然的に多くなる。特に溶接による支柱の製造を前提とした場合、溶接作業が多いほど製造効率は低下することから、製造面からは溶接作業は少ない方が望ましい。
一方、支柱は発電に伴い繰り返し応力を受けるため、支柱には耐疲労特性を有することが必要である。特性面を考慮すれば、特に疲労破壊の影響を受けやすい厚鋼板の接合部である溶接継手部では耐疲労特性が求められる。
【0008】
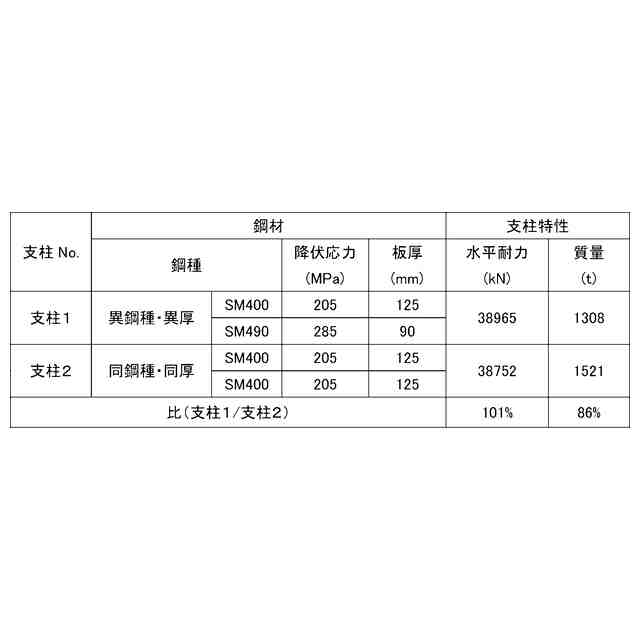
製造面、すなわち溶接作業の問題については溶接パス数を少なくすればよい。そのためには厚鋼板の厚さを薄くすればよいが、薄くすると支柱としての強度を満足しなくなる可能性がある。このため、厚さの異なる厚鋼板を用い、厚い厚鋼板で全体として支柱の強度を確保するとともに、一部の厚鋼板を薄くすることで溶接パス数を減少させることを考えた。このようにすれば、支柱自体も軽量化でき、さらにコストメリットも享受できる。
【0009】
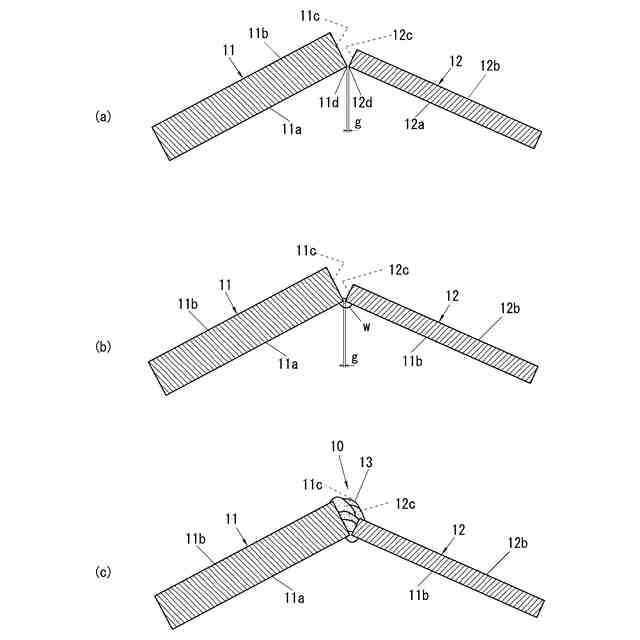
一方、特性面を考えると、厚さの異なる厚鋼板を溶接した場合には、溶接部が不連続になり、溶接継手において耐疲労特性が低下する可能性がある。断面が多角形状の支柱(筒状構造物)を製造した場合、支柱の外面側よりも内面側の溶接部で耐疲労特性が低下することから、内側面を揃えて厚鋼板の溶接を行えば(いわゆる「内法」で溶接を行えば)、溶接部の連続性を確保でき、耐疲労特性の低下を抑えることができる。
【0010】
本発明は以上を基に創出されたもので、施工性や耐疲労特性に優れた溶接継手および当該溶接継手を備えた筒状構造物を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
床構造
13日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
床構造
13日前
日本製鉄株式会社
ボルト
13日前
日本製鉄株式会社
剪断機
13日前
日本製鉄株式会社
鋼部品
4日前
日本製鉄株式会社
鋼部品
4日前
日本製鉄株式会社
橋脚構造
2日前
日本製鉄株式会社
構造部材
23日前
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
耐火構造物
25日前
日本製鉄株式会社
耐火構造物
25日前
日本製鉄株式会社
腐食センサ
2日前
日本製鉄株式会社
耐火構造物
25日前
日本製鉄株式会社
リクレーマ
1か月前
日本製鉄株式会社
鍛鋼ロール
3日前
日本製鉄株式会社
鍛鋼ロール
3日前
日本製鉄株式会社
高Ni合金鋼
2日前
日本製鉄株式会社
高Ni合金鋼
2日前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
学習システム
5日前
日本製鉄株式会社
転炉精錬方法
23日前
日本製鉄株式会社
管理システム
2日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
4日前
日本製鉄株式会社
高炉の操業方法
4日前
日本製鉄株式会社
高炉の冷却構造
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
スポット溶接継手
1か月前
日本製鉄株式会社
焼結鉱の製造方法
23日前
日本製鉄株式会社
合成梁及び床構造
23日前
日本製鉄株式会社
金属材の製造方法
9日前
日本製鉄株式会社
合成梁及び床構造
23日前
日本製鉄株式会社
金属材の製造方法
4日前
日本製鉄株式会社
鋼の連続鋳造方法
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ