TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025178633
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085353
出願日
2024-05-27
発明の名称
縞鋼板の突起測定方法および縞鋼板の突起測定装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
38/02 20060101AFI20251202BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】凹凸プロファイルから算出した縞鋼板の突起部の高さや位置と、製品として出荷する縞鋼板から実測した実際の突起部の高さや位置との乖離を抑制することのできる縞鋼板の突起測定方法および縞鋼板の突起測定装置を提供する。
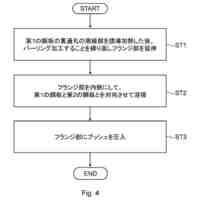
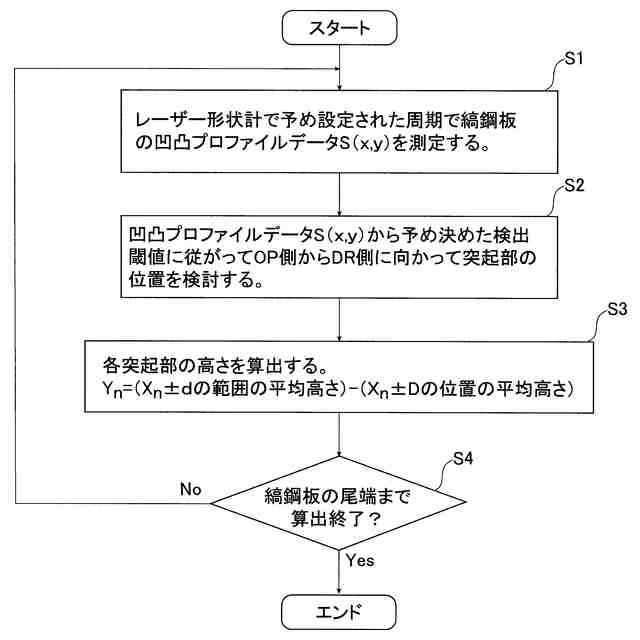
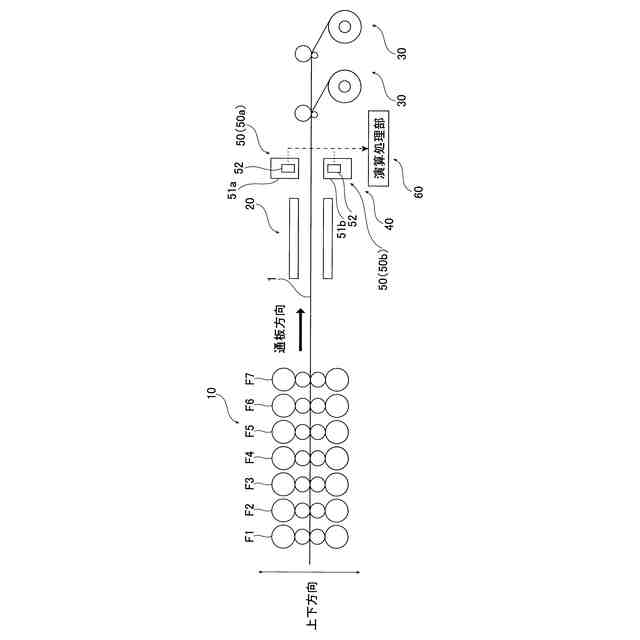
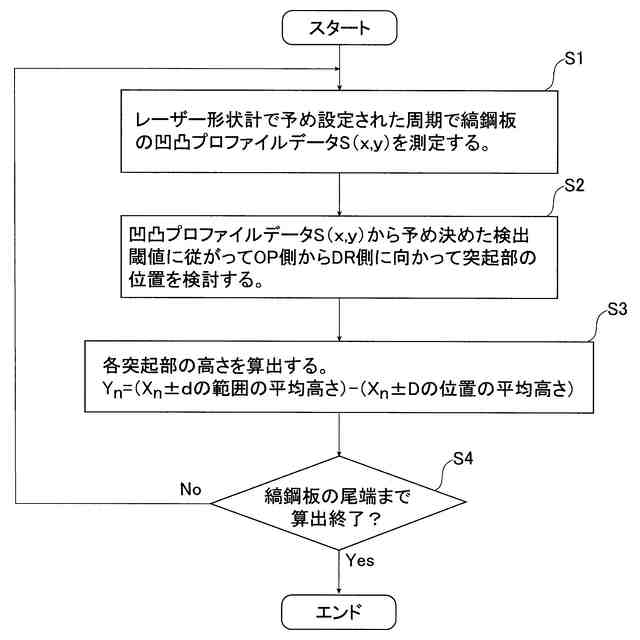
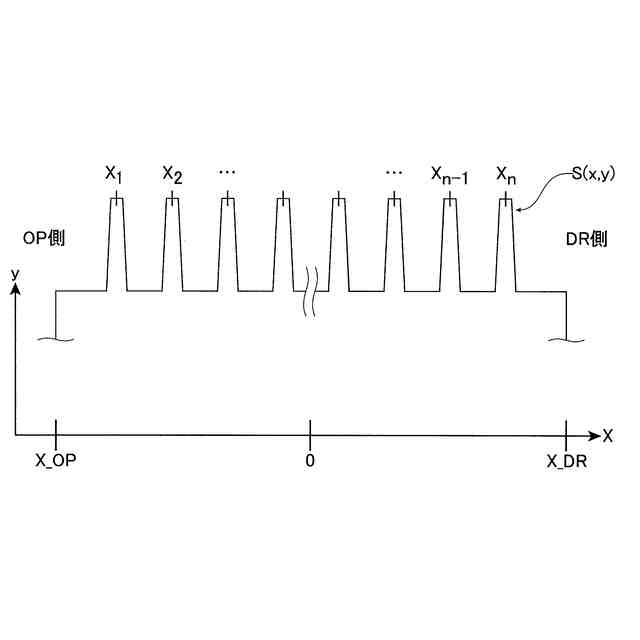
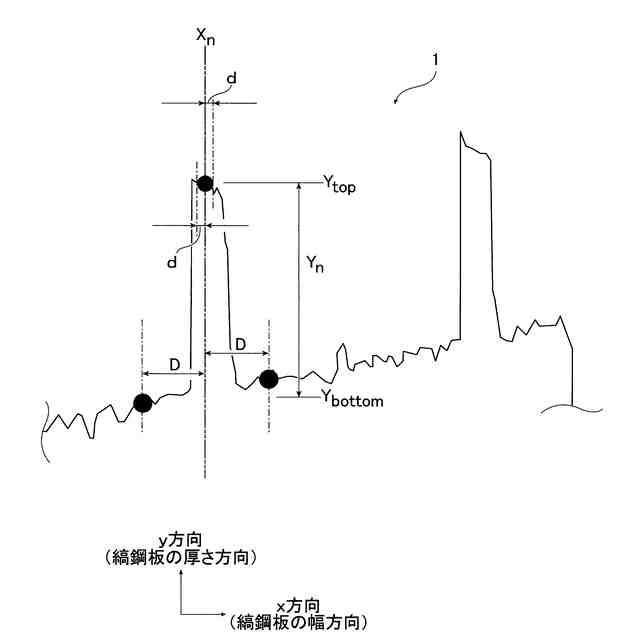
【解決手段】縞鋼板の複数の突起部を測定する縞鋼板の突起測定方法であって、ランアウトテーブルの出側であって、縞鋼板の両面のうち、少なくとも突起部が形成された縞鋼板の一方の面側に設置された突起測定装置によって縞鋼板の凹凸プロファイルを前記縞鋼板の全幅に亘って測定する測定工程(ステップS1)と、凹凸プロファイルから突起部の位置、および、突起部の高さを算出する算出工程(ステップS2、ステップS3)と、を有する。
【選択図】図3
特許請求の範囲
【請求項1】
熱間圧延設備によって圧延して製造されるとともに、前記熱間圧延設備の出側に設けられたランアウトテーブルによって冷却される縞鋼板における複数の突起部を測定する縞鋼板の突起測定方法であって、
前記ランアウトテーブルの出側であって、前記縞鋼板の両面のうち、少なくとも前記突起部が形成された前記縞鋼板の一方の面側に設置された突起測定装置によって前記縞鋼板の凹凸プロファイルを前記縞鋼板の全幅に亘って測定する測定工程と、
前記凹凸プロファイルから前記突起部の位置、および、前記突起部の高さを算出する算出工程と、を有する縞鋼板の突起測定方法。
続きを表示(約 640 文字)
【請求項2】
前記測定工程では、突起測定装置によって前記凹凸プロファイルを予め設定した周期で前記縞鋼板の全長に亘って測定する請求項1に記載の縞鋼板の突起測定方法。
【請求項3】
前記測定工程では、前記突起測定装置が有する複数の二次元レーザー変位計によって前記凹凸プロファイルを測定する、請求項1または2に記載の縞鋼板の突起測定方法。
【請求項4】
熱間圧延設備によって圧延して製造されるとともに、前記熱間圧延設備の出側に設けられたランアウトテーブルによって冷却される縞鋼板における複数の突起部を測定する縞鋼板の突起測定装置であって、
前記ランアウトテーブルの出側であって、前記縞鋼板の両面のうち、少なくとも前記突起部が形成された前記縞鋼板の一方の面側に設置されており、前記縞鋼板の凹凸プロファイルを前記縞鋼板の全幅に亘って測定する形状計と、
前記形状計によって測定された前記凹凸プロファイルから前記突起部の位置、および、前記突起部の高さを算出する演算処理部と、を有する縞鋼板の突起測定装置。
【請求項5】
前記形状計は、前記凹凸プロファイルを予め設定した周期で前記縞鋼板の全長に亘って測定する請求項4に記載の縞鋼板の突起測定装置。
【請求項6】
前記形状計は、前記ランアウトテーブルの幅方向に設置された複数の二次元レーザー変位計を有している、請求項4または5に記載の縞鋼板の突起測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、縞鋼板の突起測定方法および縞鋼板の突起測定装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
縞鋼板は、表面に突起部が当該縞鋼板の幅方向や長さ方向に一定間隔で連続して複数形成された鋼板である。縞鋼板は、熱間圧延ラインにおいて、上述した突起部が形成されていない鋼板を模様付きの仕上げロールによって圧延して製造され、その後、ロール状に巻き取られる。
【0003】
縞鋼板における突起部の高さや、縞鋼板の幅方向および長さ方向での突起部の位置は設計上決まっている。つまり、予め決めたパターンで突起部が形成される。縞鋼板の突起部の高さや位置が設計通りに形成されていることを保証するために、縞鋼板の突起部の高さや位置をオンラインで測定する方法が従来検討されている。その一例が特許文献1や特許文献2に記載されている。なお、縞鋼板の突起部の高さや位置をオンラインで測定するとは、縞鋼板を製造する熱間圧延ラインにおいて、縞鋼板の突起部の高さや位置を測定することを意味している。
【0004】
特許文献1に記載された方法では、熱間圧延機の出側に設置された多チャンネルタイプの板厚計によって縞鋼板の全幅に亘る板厚(以下、板厚プロファイルと記す。)を縞鋼板の全幅に亘って同時に測定するようになっている。そして、板厚プロファイルから各突起部の高さや位置を算出するようになっている。特許文献1には、上述した板厚計としてX線やγ線などの放射線を使用した板厚計が記載されている。
【0005】
特許文献2に記載された方法では、熱間圧延機の出側に設置された多チャンネルタイプの板厚計によって縞鋼板の全幅に亘る板厚(以下、全幅板厚プロファイルと記す。)を同時に測定するようになっている。また、当該全幅板厚プロファイルと縞鋼板の突起部配置仕様から換算した換算板厚プロファイルとを比較して縞鋼板の板厚の誤差を評価するようになっている。特許文献2には、上述した板厚計としてX線やγ線などの放射線を使用した板厚計が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2017-121647号公報
特開2016-140911号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
熱間圧延機で圧延されて製造された縞鋼板はランアウトテーブルに搬送され、ランアウトテーブルにおいて冷却水によって冷却される。これにより縞鋼板の形状が変化し、また、縞鋼板が幅収縮して縞鋼板の板厚や板幅が変化する場合がある。
【0008】
しかしながら、特許文献1に記載の方法では、熱間圧延機の出側に設置された板厚計によって縞鋼板の板厚を測定するようになっている。つまり、ランアウトテーブルにおいて冷却水によって縞鋼板が冷却された際の縞鋼板の形状変化や縞鋼板の上面に滞留した冷却水による縞鋼板の幅収縮の影響を考慮していない。その結果、板厚プロファイルから算出した縞鋼板の突起部の高さや位置と、コイル状に巻き取った縞鋼板つまり製品として出荷する縞鋼板から実測した実際の突起部の高さや位置とが乖離する可能性がある。特に、上面に突起部が形成された縞鋼板では、下面に突起部が形成された縞鋼板と比較して、縞鋼板の上面における突起部同士の間に冷却水が滞留しやすく、縞鋼板の上面に対する冷却性能と下面に対する冷却性能とに差が生じやすい。そのため、特許文献1に記載の方法では、上述した乖離が大きくなってしまう可能性がある。
【0009】
また、縞鋼板の下面に突起部が形成されている場合には、当該縞鋼板がランアウトテーブルのテーブルロール上を走行する際に、テーブルロールと突起部とが衝突して突起部が割損する可能性がある。あるいは、摩耗により突起部の減肉が生じる可能性がある。その結果、板厚プロファイルから算出した縞鋼板の突起部の高さや位置と、コイル状に巻き取った縞鋼板つまり製品として出荷する縞鋼板の実際の突起部の高さや位置とが乖離する可能性がある。このような事情は特許文献2に記載の方法であっても同様である。
【0010】
本発明は上述した課題を解決するためになされたものであり、凹凸プロファイルから算出した縞鋼板の突起部の高さや位置と、製品として出荷する縞鋼板から実測した実際の突起部の高さや位置との乖離を抑制することのできる縞鋼板の突起測定方法および縞鋼板の突起測定装置を提供することを目的とするものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
26日前
個人
ヘッダー加工機
6か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社FTS
注入口の形成方法
今日
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社アマダ
曲げ加工機
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
株式会社吉野機械製作所
プレス機械
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
ユニプレス株式会社
プレス加工装置
4か月前
フジテック株式会社
金属棒曲げ工具
2か月前
株式会社アマダ
ビード形成方法
1か月前
株式会社アマダ
プレスブレーキ
4か月前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社TMEIC
制御システム
5か月前
株式会社アマダ
皿モミ加工方法
5日前
東京精密発條株式会社
金属板の曲げ加工装置
3か月前
オーエスジー株式会社
転造工具ユニット
6日前
トヨタ自動車株式会社
鋼板部材及びその製造方法
3か月前
ダイハツ工業株式会社
曲げ加工方法
1日前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
東陽建設工機株式会社
鉄筋曲機
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ