TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025178904
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085778
出願日
2024-05-27
発明の名称
曲げ加工方法
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
19/08 20060101AFI20251202BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】割れを防いで安定した表面性状をなすフランジ部を曲げ加工で成形する。
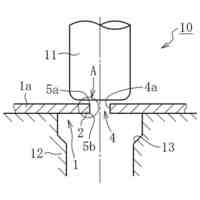
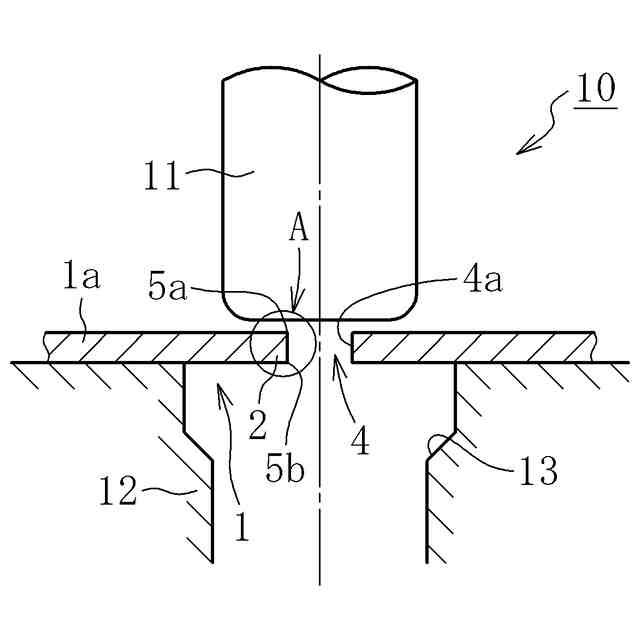
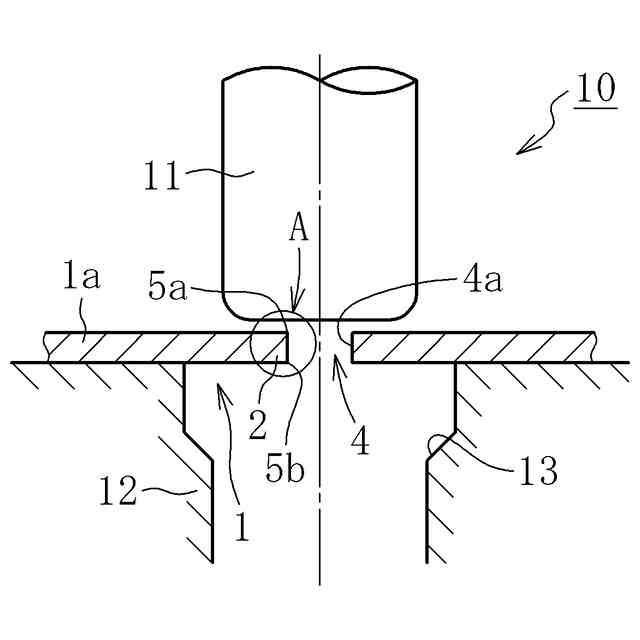
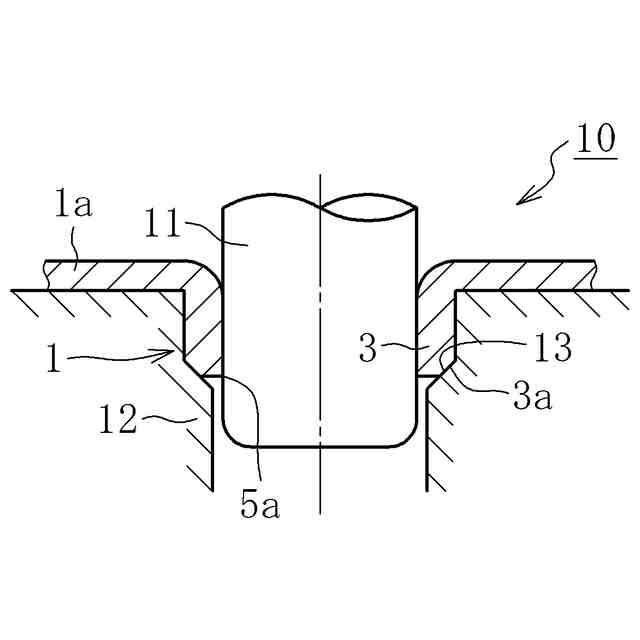
【解決手段】この板状ワーク1の曲げ加工方法は、板状ワーク1の周縁部のうち凹状をなす周縁部2に曲げ加工を施して、板状ワーク1の表裏一方の側に延びるフランジ部3を成形するに際し、周縁部2に設けられた表裏両側の角部5a,5bのうちフランジ部3の大径側となる側の角部5bを押し潰す。
【選択図】図1
特許請求の範囲
【請求項1】
板状ワークの周縁部のうち凹状をなす周縁部に曲げ加工を施して、前記板状ワークの表裏一方の側に延びるフランジ部を成形する曲げ加工方法において、
前記フランジ部の成形時、前記周縁部に設けられた表裏両側の角部のうち前記フランジ部の大径側となる側の角部を押し潰すことを特徴とする、板状ワークの曲げ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工方法に関し、特に板状ワークの凹状をなす周縁部に曲げ加工を施すための技術に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
近年、ロアアームや中間ビームなどの自動車の足回りに係る構造体は、コストダウンを目的として、いわゆる板金構造になっている。この場合、一枚の金属板に所定の穴開け加工や曲げ加工などの板金加工が施されて、所望の形状の板金構造体が製造されている。
【0003】
上述した板金加工の一例として、バーリング加工と呼ばれる工法が知られている。この工法は、金属板に穴開け加工を施して下穴を形成し、然る後、この下穴よりも外径寸法の大きなパンチを下穴に押込むことで、下穴の周縁部にパンチの押込み方向に向けた曲げ変形を生じさせ、押込み方向に延びるフランジ部を成形するものである(例えば、特許文献1や特許文献2を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2018-61977号公報
特開2021-94580号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
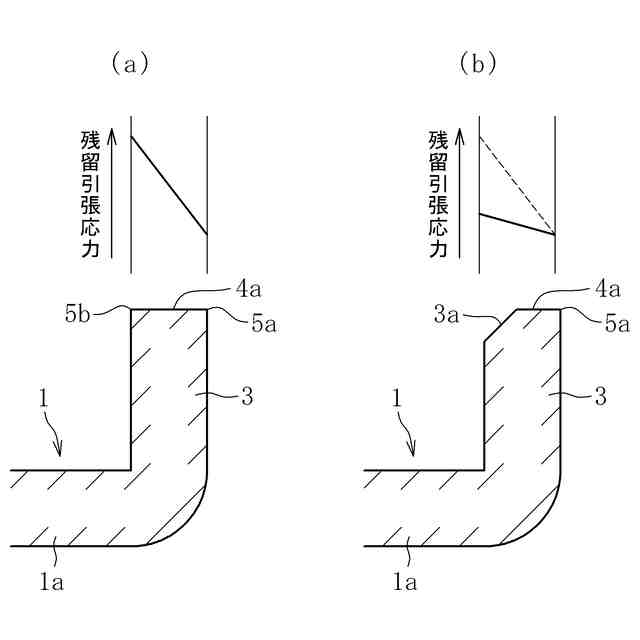
上述のようにバーリング加工で下穴の周囲にフランジ部を成形する場合、下穴の内周面が円周方向に引き伸ばされてフランジ部の先端面となることから、バーリング加工後の板状ワークのうちフランジ部の先端面、特に当該先端面の大径側となる部分には、割れの発生要因となり得る向き(周方向)及び大きさの残留引張応力が残存した状態となり易い。また、バーリング加工の下穴は、通常、打ち抜き加工により形成されることから当該下穴の内周面は粗い状態であることが多い。そのため、これらの要因が相まって、バーリング加工によりフランジ部を成形した際、フランジ部の先端面に割れ(毛割れとも称される。)が生じるおそれがある。また、バーリング加工時に可視化できるレベルの割れが生じない場合であっても、微視的な割れ(クラック)は生じている可能性が高い。そのため、この種のフランジ部を、その内周に所定の部品を嵌合保持することを目的として設ける場合、当該部品を嵌め合いにより組み込んだ際、嵌め合い分だけフランジ部が拡径してその先端部が周方向に引き伸ばされることで残留引張応力が増大し、その後の耐久試験で容易に割れを生じるおそれがある。
【0006】
上述した問題は何も穴の周囲にフランジ部を成形する場合に限ったことでなく、例えば板金対象となる板状ワークの凹状をなす周縁部にフランジ部を曲げ加工で成形する場合にも同様に起こり得る。
【0007】
以上の事情に鑑み、本明細書では、割れを防いで安定した表面性状をなすフランジ部を曲げ加工で成形可能とし、これによりフランジ部を含む物品の強度向上を図ることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0008】
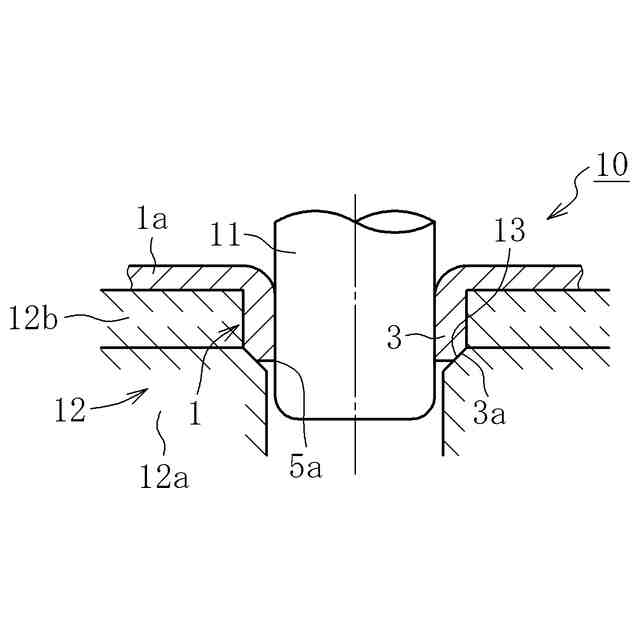
前記課題の解決は、本発明に係る板状ワークの曲げ加工方法によって達成される。すなわち、この曲げ加工方法は、板状ワークの周縁部のうち凹状をなす周縁部に曲げ加工を施して、板状ワークの表裏一方の側に延びるフランジ部を成形する曲げ加工方法において、フランジ部の成形時、周縁部に設けられた表裏両側の角部のうちフランジ部の大径側となる側の角部を押し潰す点をもって特徴付けられる。
【0009】
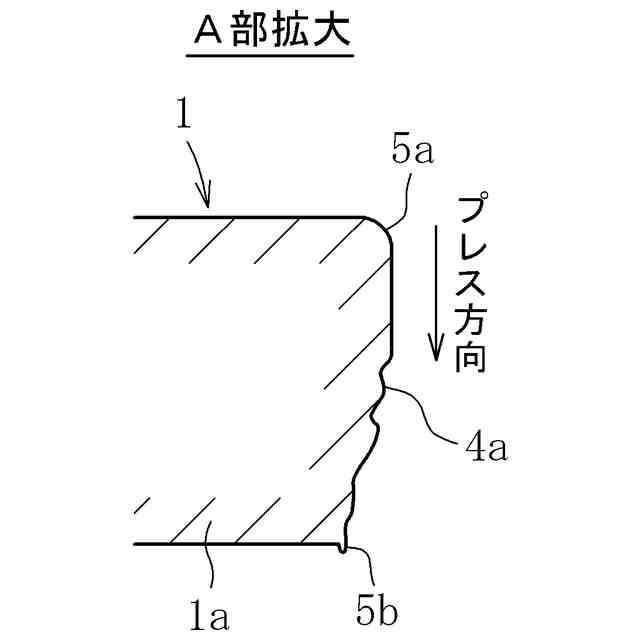
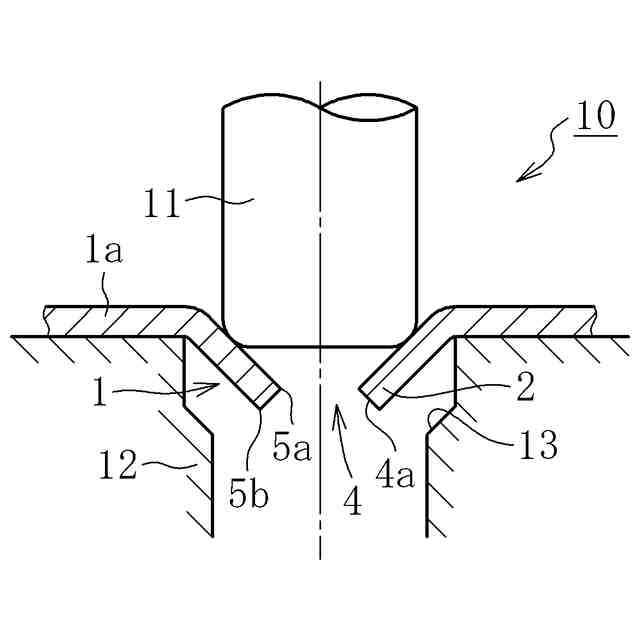
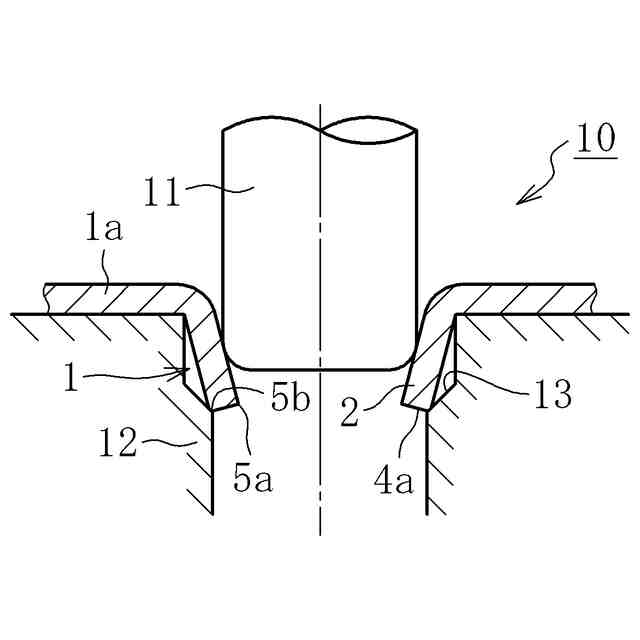
本発明に係る曲げ加工方法では、板状ワークの周縁部のうち凹状をなす周縁部に曲げ加工を施してフランジ部を成形するに際し、フランジ部の成形時、周縁部に設けられた表裏両側の角部のうちフランジ部の大径側となる側の角部を押し潰すようにした。板状ワークのうち凹状をなす周縁部に曲げ加工を施してフランジ部を成形する場合、フランジ部の先端部分の大径側ほど周方向に大きく引き伸ばされることになる。この点に鑑み、フランジ部の成形時に、周縁部に設けられた表裏両側の角部のうちフランジ部の大径側となる側の角部を押し潰すことにより、当該角部を圧縮状態として、周方向に生じる引張応力(残留引張応力)を緩和又は解消することができる。あるいは、条件が揃えば、残留応力の向きを引張から圧縮に変化させることも可能となる。よって、曲げ加工時又はその後の取り扱い時における割れの発生を可及的に防止することが可能となる。また、周縁部の端面が例えば打ち抜き加工など所定のプレス加工により形成されたものである場合、当該端面は粗く割れを生じやすい表面性状をなしていることが多い。これに対して、フランジ部の先端面となる周縁部の端面の一部(角部)を押し潰すことによって、端面を均すことができる。これにより割れの起点となる微小なクラックを取り除くと共に、当該端面の表面性状を安定化させることができるので、曲げ加工時又はその後の取り扱い時における割れの発生を可及的に防止することが可能となる。
【0010】
また、本発明に係る板状ワークの曲げ加工方法において、周縁部は、板状ワークに形成された穴部の内周面を構成したものであってもよい。この場合、板状ワークの本体をダイで押さえた状態で穴部をパンチで押し拡げることで、フランジ部を成形するに際し、ダイに傾斜面状をなす押し潰し面を設けて、穴部をパンチで押し拡げている途中の角部を押し潰し面に押し当てて、角部を押し潰してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイハツ工業株式会社
溶接装置
1か月前
ダイハツ工業株式会社
発電装置
21日前
ダイハツ工業株式会社
曲げ加工方法
1日前
ダイハツ工業株式会社
車両制御装置
26日前
ダイハツ工業株式会社
車両用制御装置
1か月前
ダイハツ工業株式会社
車体の下部後方構造
5日前
ダイハツ工業株式会社
バッテリーモジュール
今日
ダイハツ工業株式会社
有機物の分解処理装置
1日前
ダイハツ工業株式会社
ロボット制御システム
5日前
ダイハツ工業株式会社
副燃焼室付きエンジン
12日前
ダイハツ工業株式会社
車両用外部充電ポート支持構造
12日前
ダイハツ工業株式会社
車両用外部充電ポート支持構造
12日前
ダイハツ工業株式会社
落雷予測システム及び落雷予測方法
1か月前
ダイハツ工業株式会社
バイオガス発酵システム及びバイオガス発酵方法
今日
ダイハツ工業株式会社
車両用表示装置
5日前
個人
鋼線の連続伸線方法
26日前
個人
ヘッダー加工機
6か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社アマダ
曲げ金型
3か月前
株式会社西田製作所
パンチャーヘッド
7か月前
トヨタ紡織株式会社
プレス装置
7か月前
日鉄建材株式会社
成形装置
2か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社FTS
注入口の形成方法
今日
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニプレス株式会社
プレス加工装置
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ