TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025179325
公報種別
公開特許公報(A)
公開日
2025-12-10
出願番号
2024086003
出願日
2024-05-28
発明の名称
注入口の形成方法
出願人
株式会社FTS
代理人
個人
,
個人
主分類
B21D
53/90 20060101AFI20251203BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】溶接不良の発生を低減し、工程管理、品質管理に対する負荷を低減し、且つ安価に注入口を製造することができる注入口の形成方法を提供する。
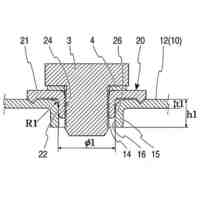
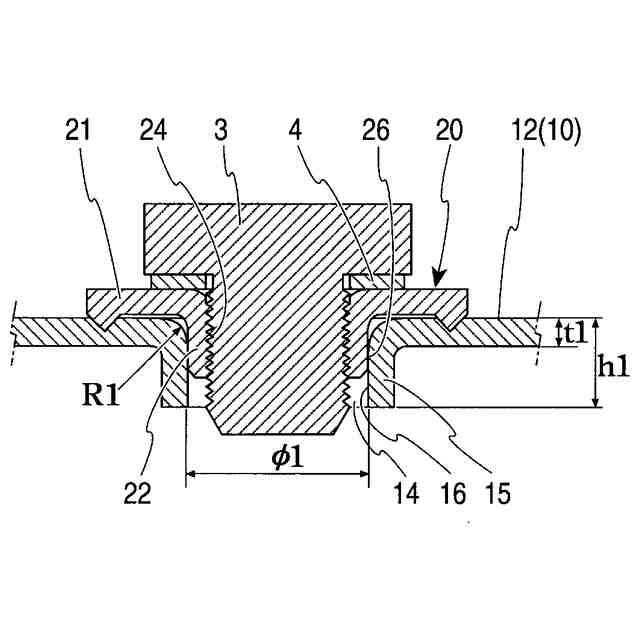
【解決手段】アクセルハウジング1のハウジングカバー12に形成され、ドレンボルト3が螺合して密栓される注入口2の形成方法であって、ハウジングカバー12に形成され、内部側に突出する容器側筒状部15を有する開口部14に、筒状部22とフランジ部21を有するプラグ20の筒状部22を挿入するプラグ挿入工程と、フランジ部21とハウジングカバー12をフランジ部21の全周に対し溶接して接合するプラグ接合工程と、プラグ接合工程の後に、筒状部22の内側面にネジ部24を形成するネジ部形成工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
内部に液体が注入される金属製の容器に形成され、蓋体が螺合して密栓される注入口の形成方法であって、
前記容器に形成され、内部側に突出する容器側筒状部を有する開口部に、筒状部とフランジ部を有するプラグの前記筒状部を挿入するプラグ挿入工程と、
前記フランジ部と前記容器を前記フランジ部の全周に対し溶接して接合するプラグ接合工程と、
前記プラグ接合工程の後に、前記プラグの前記筒状部の内側面にネジ部を形成するネジ部形成工程と、を備えることを特徴とする注入口の形成方法。
続きを表示(約 240 文字)
【請求項2】
前記プラグ挿入工程において、前記容器側筒状部の容器側内側面と前記プラグの前記筒状部の外側面は当接する請求項1に記載の注入口の形成方法。
【請求項3】
前記プラグは、平板をプレス成形して製造される請求項1又は請求項2に記載の注入口の形成方法。
【請求項4】
前記フランジ部の前記筒状部側には、周状に通電突起部が形成され、前記プラグ接合工程は、リングプロジェクション溶接によって行われる請求項1又は請求項2に記載の注入口の形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、内部に液体が注入される金属製の容器に形成され、蓋体が螺合して密栓される注入口の形成方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
例えば、図7には、金属製のアクスルハウジング100のカバー120内にギヤオイル(液体)を注入するための注入部200について、カバー120に開口140が穿設されており、この開口140に、断面略T字形で、その中心軸回りに貫通孔150が穿設され、貫通孔150の周面に螺溝が施されたプラグ210が嵌め込まれ、このプラグ210は、開口140の外周縁部でカバー120に、溶接部Xで溶接されている。そして、貫通孔150へ蓋体300が着脱可能に螺合する技術が開示されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開昭61-126934号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1の技術では、プラグ210を開口140の外周縁部でカバー120に溶接する場合、一般的には、アーク溶接によって行われるが、アーク溶接では、部品の精度バラツキや溶接治具をセットする時に生じる位置ズレが等により、ピンホールが発生する溶接不良が発生し易い。又、溶接不要を防止するために、作業者に技術の熟練度が必要である。
【0005】
又、上記不良発生に伴うコストアップや不良低減のための工程管理、品質管理に対する負荷が増大し、コストアップとなる。
【0006】
さらに、プラグ210は、螺溝の長さを確保するために厚さが必要であり、冷間鍛造品など高価格の材料を使用するため、コストアップとなる。
【0007】
本発明は、溶接不良の発生を低減し、工程管理、品質管理に対する負荷を低減し、且つ安価に注入口を製造することができる注入口の形成方法を提供するものである。
【課題を解決するための手段】
【0008】
本発明の第1の局面に係る注入口の形成方法は、内部に液体が注入される金属製の容器に形成され、蓋体が螺合して密栓される注入口の形成方法であって、容器に形成され、内部側に突出する容器側筒状部を有する開口部に、筒状部とフランジ部を有するプラグの筒状部を挿入するプラグ挿入工程と、フランジ部と容器をフランジの全周に対し溶接して接合するプラグ接合工程と、プラグ接合工程の後に、プラグの筒状部の内側面にネジ部を形成するネジ部形成工程と、を備えることを特徴とする注入口の形成方法である。
【0009】
本発明の第1の局面に係る注入口の形成方法では、容器に形成され、内部側に突出する容器側筒状部を有する開口部に、筒状部とフランジ部を有するプラグの筒状部を挿入するプラグ挿入工程と、フランジ部と容器をフランジの全周に対し溶接して接合するプラグ接合工程と、プラグ接合工程の後に、プラグの筒状部の内側面にネジ部を形成するネジ部形成工程、を備えるので、ネジ部が溶接時の熱の影響を受けることがなく、ネジ部を精度よく加工、形成することができる。又、特にプラグにおいて、板厚の薄い金属材料で形成することができる。
【0010】
本発明の第2の局面に係る注入口の形成方法は、第1の局面において、プラグ挿入工程において、容器側筒状部の容器側内側面とプラグの筒状部の外側面は当接する注入口の形成方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FTS
採型装置
2か月前
株式会社FTS
注入口の形成方法
1日前
個人
鋼線の連続伸線方法
27日前
個人
ヘッダー加工機
6か月前
株式会社不二越
NC転造盤
5か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス装置
7か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ金型
3か月前
工機ホールディングス株式会社
ニブラ
7か月前
トヨタ紡織株式会社
プレス金型
6か月前
株式会社西田製作所
パンチャーヘッド
7か月前
株式会社FTS
注入口の形成方法
1日前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
日鉄建材株式会社
成形装置
2か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社TMEIC
監視装置
7か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
ユニプレス株式会社
プレス加工装置
4か月前
株式会社吉野機械製作所
プレス機械
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社三明製作所
転造装置
3か月前
フジテック株式会社
金属棒曲げ工具
2か月前
トヨタ紡織株式会社
プレス金型装置
7か月前
株式会社アマダ
プレスブレーキ
4か月前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
3か月前
株式会社TMEIC
誘導加熱装置
5か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ