TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112520
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024006793
出願日
2024-01-19
発明の名称
プレス加工装置
出願人
ユニプレス株式会社
代理人
個人
,
個人
主分類
B21D
28/16 20060101AFI20250725BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】振動子によるパンチの共振点調整を容易に行うことができ、パンチ取付け面の摩耗や損傷を防止し、プレス加工の品質を向上することが可能なプレス加工装置を提供する。
【解決手段】パンチを備える上型と、固定された下型とで成り、パンチの頂部に振動子により振動を印加するようになっているプレス加工装置において、パンチの上面と振動子の底面との間に板状の中間部材を介挿した構造である。
【選択図】図10
特許請求の範囲
【請求項1】
パンチを備える上型と、固定された下型とで成り、パンチの頂部に振動子から振動を印加するようになっているプレス加工装置において、
前記パンチの上面と前記振動子の底面との間に板状の中間部材が介挿されていることを特徴とするプレス加工装置。
続きを表示(約 670 文字)
【請求項2】
前記パンチの断面が円形状であり、前記パンチの外側中途部の外周縁に鍔状の保持部が切欠きなく周設されており、前記保持部を把持して固定されている請求項1に記載のプレス加工装置。
【請求項3】
前記パンチの断面が矩形状であり、前記パンチの外側面に鍔状の保持部が切欠きなく対向して設けられており、前記保持部を把持して固定されている請求項1に記載のプレス加工装置。
【請求項4】
前記振動子の振動が前記パンチの保持部で節となり、前記パンチの頂部及び底部で腹となるように、前記中間部材のサイズ及び座面厚さが調整されている請求項1乃至3のいずれかに記載のプレス加工装置。
【請求項5】
前記振動子が前記パンチの頂部に前記中間部材を挟持してボルトで固定されている請求項4に記載のプレス加工装置。
【請求項6】
前記振動子と前記中間部材との間、前記中間部材と前記パンチとの間の少なくとも一方にワッシャが介挿されている請求項5に記載のプレス加工装置。
【請求項7】
前記中間部材の板状側面の対向する2か所が平行に切断された2面幅を形成されている請求項5に記載のプレス加工装置。
【請求項8】
前記中間部材の板状側面の対向する4か所が平行に切断された2面幅を2つ形成されている請求項5に記載のプレス加工装置。
【請求項9】
前記中間部材は板状の多角形であり、前記振動子の底面と同一若しくは大きくなっている請求項1に記載のプレス加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はプレス加工装置に関し、特に上型に具備されるパンチと振動を印加する振動子との間に板状の中間部材を装着して、プレス加工特性を容易に調整することが可能なプレス加工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般的に、プレス加工としては、分離加工、成形加工等が知られており、これらの加工に用いられる装置は、一般的にプレス加工装置と呼ばれている。プレス加工装置は、上型(「パンチ」とも称される)と下型(「ダイ」とも称される)とで成る金型の間に板金などの被加工材を載置し、上型及び下型の金型で被加工材を挟持して押圧し、被加工材を所望の形状に加工する。
【0003】
分離加工は、被加工材を切断することにより形を形成するものであり、例えば下型の上に被加工材を載置して上型で形を抜く抜き加工が知られている。また、成形加工は、例えば被加工材を曲げる曲げ加工、被加工材を伸ばして成形する絞り加工等が知られている。しかしながら、分離加工においては、剪断面の開始部と終端部に「ばり」や「だれ」が発生し、これら「ばり」や「だれ」の状態は、被加工材の板の厚さや種類、加工速度、クリアランス等により異なる。「だれ」が多く発生すると剪断面の平坦度が損なわれるため、剪断面の平坦度が要求される場合には問題となる。また、「ばり」は鋭利な先端を有するため、怪我や製品の故障の原因となる。
【0004】
また、成形加工においては、被加工材の板の厚さや種類、加工速度、クリアランス等により、曲げ加工時における「キズ」や「割れ」の発生による品質低下の恐れがある。また、絞り加工においては、被加工材の板の厚さや種類、加工速度、クリアランス等により、「しわ」や「割れ」が発生する恐れがある。
【先行技術文献】
【特許文献】
【0005】
特許第6427438号公報
【発明の概要】
【発明が解決しようとする課題】
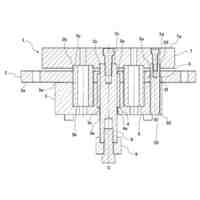
【0006】
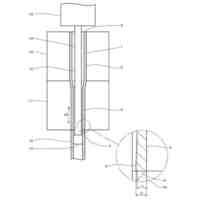
上述した課題を解決するものとして、例えば特許第6427438号公報(特許文献1)で示されるプレス加工装置が知られている。即ち、プレス加工装置1は図1に示すように、パンチ10を有する可動側部分(上型)2と、下型30を有する固定側部分3とを有し、可動側部分2は、パンチ10と、パンチ10を固定する固定プレート21A、21Bと、固定プレート21A、21Bを上型ホルダ22に固定する支持体23とを有する。上型ホルダ22及び支持体23はボルト24Aで固定され、同様に支持体23及び固定プレート21A、21Bはボルト24Bで固定されている。パンチ10は、中途部に設けられた鍔状の保持部11で固定プレート21A、21Bによって固定され、それ以外の部位は固定されていない。つまり、振動子20によりパンチ10を振動させた場合、その振動がストリッパ25や支持体23に伝わることはない。
【0007】
また、可動側部分2は、パンチ10に被加工材Wが付着した場合に剥離するためのストリッパ25と、ストリッパ25を下型30へ向けて付勢するスプリング26と、ストリッパ25の姿勢を安定させるガイドピン27とを有する。更に、パンチ10の振動端(上面)には、駆動部により駆動される振動子20が設けられている。
【0008】
一方、固定側部分3は、下型30と、下型30を固定する下型ホルダ32とを有する。下型30は所定の厚さを有する金属製の部材であり、下型ホルダ32の上に積層されてボルト34によって固定されている。また、下型30は、パンチ10の形状に対応する形状の孔31と、ガイドピン27を受け入れる孔33を有している。なお、プレス加工装置1は、金型に加工に必要な力を与えるための駆動機構(図示せず)及びこれを制御する制御機構(図示せず)、安全装置(図示せず)等を備えている。
【0009】
図2は断面矩形状のパンチ10の構造例を示しており、両側面の中途部に鍔状の保持部11が設けられると共に、保持部11の一部を切り欠いて貫通孔12が横方向に穿設されており、貫通孔12は保持部11の面に対して上下方向に分布した1つの孔となっている。貫通孔12は垂直方向に長形になっている。
【0010】
また、図3は断面円形状のパンチ10Aの構造例を示しており、パンチ10Aの高さ方向側面の中途部に鍔状の保持部11Aが周設されていると共に、保持部11Aを跨いで断面が楕円形状の貫通孔13が穿設されている。貫通孔13と交叉する位置の保持部11Aは、切欠きとなっている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
17日前
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
日鉄建材株式会社
成形装置
1か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニプレス株式会社
プレス加工装置
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
株式会社吉野機械製作所
プレス機械
5か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
株式会社三明製作所
転造装置
3か月前
株式会社TMEIC
制御システム
5か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
株式会社アマダ
プレスブレーキ
4か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社アマダ
ビード形成方法
1か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
東陽建設工機株式会社
鉄筋曲機
1か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
3か月前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2か月前
三協オイルレス工業株式会社
リフタユニット
5か月前
トリックス株式会社
セレーションの製造方法
3か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ