TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093223
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208834
出願日
2023-12-11
発明の名称
誘導加熱装置
出願人
株式会社TMEIC
代理人
弁理士法人iX
主分類
B21B
45/00 20060101AFI20250616BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】反りのある鋼板であっても、鋼板の衝突を防止するとともに、鋼板の歩留り率の低下を抑制できる誘導加熱装置を提供する。
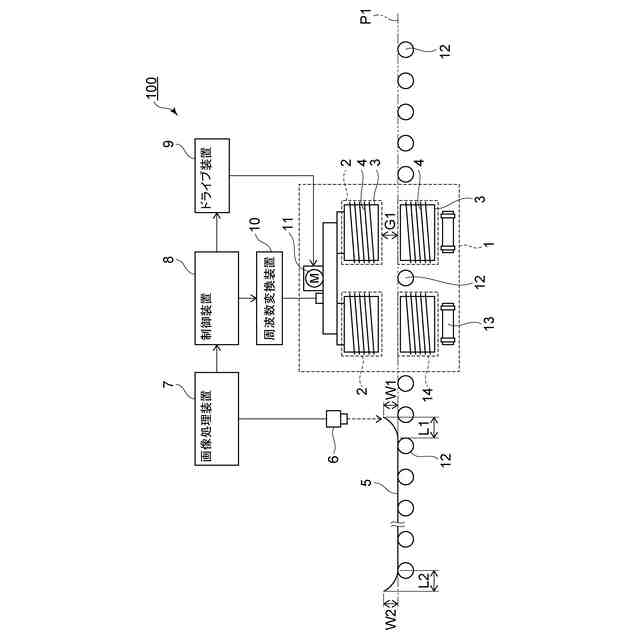
【解決手段】実施形態は、鋼板のエッジを加熱するC型エッジヒータと、C型エッジヒータの上流に設けられたカメラと、カメラが生成した鋼板の画像データにもとづいて鋼板の先端部および尾端部のそれぞれの反りの大きさを計測する画像処理装置と、C型エッジヒータの上下のインダクタの間のギャップ量を調整するモータを駆動するドライブ装置と、反りにもとづいてギャップ量をフィードバック制御する制御装置と、鋼板に投入する加熱電力量に応じた電力をC型エッジヒータに供給する電力変換装置と、を備える。制御装置は、反りの大きさに応じてギャップ量を調整するように速度指令を生成し、ギャップ量に応じて鋼板に投入する加熱電力量を補正する。
【選択図】図1
特許請求の範囲
【請求項1】
鋼板の搬送方向に沿ったエッジを加熱するように、ギャップを介して設けられた上インダクタおよび下インダクタを含むC型エッジヒータと、
前記C型エッジヒータよりも上流に設けられ、前記C型エッジヒータに進入する鋼板を撮像して画像データを生成して出力するカメラと、
前記画像データを画像処理して、前記鋼板の先端部および尾端部のそれぞれの反りの大きさを計測して出力する画像処理装置と、
モータを駆動して前記上インダクタを上下に移動して、前記上インダクタと前記下インダクタとの間の前記ギャップの大きさを表すギャップ量を調整するドライブ装置と、
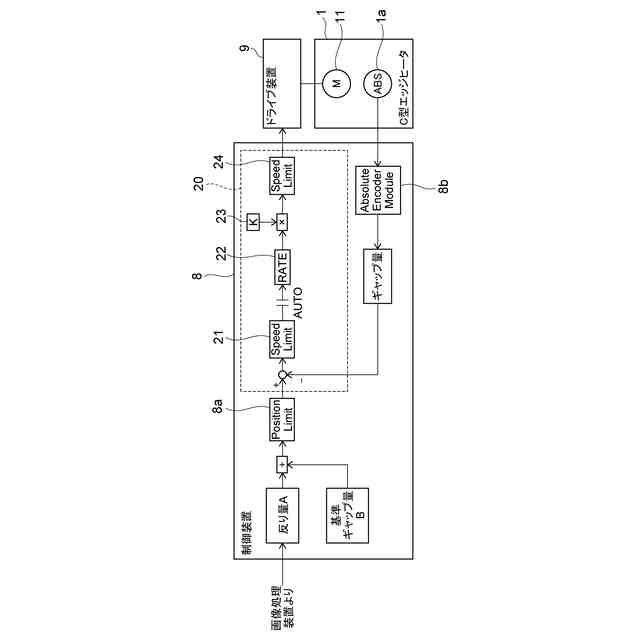
前記反りの大きさのデータにもとづいて、前記ギャップ量の設定値を算出し、計測された前記ギャップ量の計測値が前記設定値に追従するように速度指令を生成して前記ドライブ装置に出力する制御装置と、
前記鋼板に投入する加熱電力量に応じて前記上インダクタおよび前記下インダクタに電力を供給する電力変換装置と、
を備え、
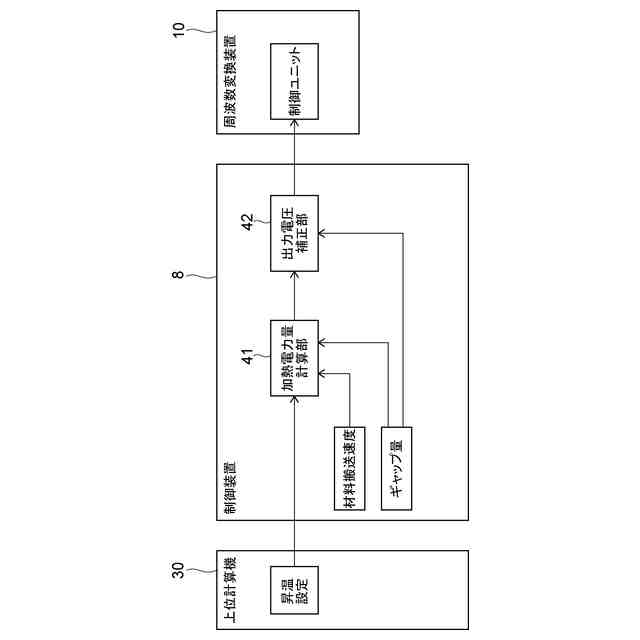
前記制御装置は、前記計測値および前記鋼板についてあらかじめ設定された昇温値にもとづいて、前記加熱電力量を算出し、
前記制御装置は、
前記先端の位置をトラッキングすることによって、前記鋼板の先端が前記C型エッジヒータに進入してから抜けるまでの期間では、前記設定値を前記先端の反りの大きさを一定とし、
前記尾端の位置をトラッキングすることによって、前記鋼板の尾端が前記C型エッジヒータに進入してから抜けるまでの期間では、前記設定値を前記尾端の反りの大きさを一定とする誘導加熱装置。
続きを表示(約 290 文字)
【請求項2】
前記制御装置は、
前記昇温値にもとづいて、補正前の加熱電力量を算出し、
前記実測値にもとづいて、加熱電力量についての補正値であって、前記実測値が大きいほど大きい値を有する補正値を決定し、
前記補正前の加熱電力量に前記補正値を加算して前記加熱電力量を算出する請求項1記載の誘導加熱装置。
【請求項3】
前記制御装置は、前記先端部が前記C型エッジヒータを抜ける期間および前記尾端部が前記C型エッジヒータに進入する期間のそれぞれにおいて、前記設定値を逐次更新して、速度指令を生成する請求項1または2に記載の誘導加熱装置。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、鉄鋼圧延プラントで鋼板を加熱する誘導加熱装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
鉄鋼ラインでは、所定の温度に加熱された鋼板を圧延機にかけることによって、所望の板厚の製品を得ている。鋼材の両側のエッジ部の温度降下に対する均熱化や圧延機等の後続する工程の機器の負荷軽減のために、鋼板の両側のエッジ部を加熱するC型エッジヒータを有する誘導加熱装置を設置することがある(たとえば、特許文献1等参照)。
【0003】
鋼板の熱間圧延では、加熱炉から、鋼板の先端や尾端のクロップを切断するクロップシャーまでに、たとえば以下の工程がある。すなわち、加熱炉を出たスラブは、サイジングプレスによって、側面を圧下される。側面を圧下されたスラブは、粗圧延機で圧延される。圧延された鋼板は、C型エッジヒータを有する誘導加熱装置による加熱工程を経て、クロップシャーによって、先端および尾端のクロップが切断される。
【0004】
上記工程では、加熱炉から抽出した高温の鋼板の側面をサイジングプレスで圧下して板幅を狭くし、粗圧延機で、鋼板を圧延して板厚を薄くしたものをC型エッジヒータで加熱する。サイジングプレスと粗圧延機の工程では、鋼板の先端や尾端が長手方向に反ることがあり、反った鋼板がC型エッジヒータに進入すると、鋼板の反った部分が上インダクタと接触したり、衝突したりするおそれがある。
【0005】
そこで、C型エッジヒータの上流に反り検出器を設置し、反った鋼板が反り検出器に接触した場合に、アラームを発生して設備が停止されるようにすることによって、反った鋼板が上インダクタに衝突することを防いでいる。
【先行技術文献】
【特許文献】
【0006】
特開平11-144853号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記の方法は、設備保護が可能であっても、設備自体を停止するので、プラントの稼働率を低下させるとの問題を生じ得る。また、このような保護システムでは、鋼板の反りの大きさを計測していないため、鋼板が上インダクタに衝突しないように、上インダクタと下インダクタとの間のギャップを最大ギャップ量に設定している。そのため、誘導加熱装置を通過したにもかかわらず、鋼板の加熱が十分でなく、鋼板の品質が悪化することがある。また、仕上ミルのロール圧延の消耗が、不均等となることがあり、クロップシャーによってカットする場合のクロップの長さが増大し、歩留りが低下することがある。
【0008】
本発明の実施形態は、反りのある鋼板であっても、鋼板の衝突を防止するとともに、鋼板の歩留り率の低下を抑制できる誘導加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明に係る誘導加熱装置は、鋼板の搬送方向に沿ったエッジを加熱するように、ギャップを介して設けられた上インダクタおよび下インダクタを含むC型エッジヒータ1と、前記C型エッジヒータよりも上流に設けられ、前記C型エッジヒータに進入する鋼板を撮像して画像データを生成して出力するカメラと、前記画像データを画像処理して、前記鋼板の先端部および尾端部のそれぞれの反りの大きさを計測して出力する画像処理装置と、モータを駆動して前記上インダクタを上下に移動して、前記上インダクタと前記下インダクタとの間の前記ギャップの大きさを表すギャップ量を調整するドライブ装置と、前記反りの大きさのデータにもとづいて、前記ギャップ量の設定値を算出し、計測された前記ギャップ量の計測値が前記設定値に追従するように速度指令を生成して前記ドライブ装置に出力する制御装置と、前記鋼板に投入する加熱電力量に応じて前記上インダクタおよび前記下インダクタに電力を供給する電力変換装置と、を備える。前記制御装置は、前記計測値および前記鋼板についてあらかじめ設定された昇温値にもとづいて、前記加熱電力量を算出する。前記制御装置は、前記先端の位置をトラッキングすることによって、前記鋼板の先端が前記C型エッジヒータに進入してから抜けるまでの期間では、前記設定値を前記先端の反りの大きさを一定とし、前記尾端の位置をトラッキングすることによって、前記鋼板の尾端が前記C型エッジヒータに進入してから抜けるまでの期間では、前記設定値を前記尾端の反りの大きさを一定とする。
【発明の効果】
【0010】
本発明の実施形態によれば、反りのある鋼板であっても、鋼板の衝突を防止するとともに、鋼板の歩留り率の低下を抑制できる誘導加熱装置を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社TMEIC
制御装置
3日前
個人
鋼線の連続伸線方法
16日前
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
株式会社アマダ
曲げ金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス金型
7か月前
株式会社トラバース
パンチング加工装置
7か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社TMEIC
監視装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
株式会社不二越
転造加工用平ダイス
8か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
ユニプレス株式会社
プレス加工装置
4か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社三明製作所
転造装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
株式会社吉野機械製作所
プレス機械
5か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社アマダ
ビード形成方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































