TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025098599
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214841
出願日
2023-12-20
発明の名称
転造ダイスセット
出願人
ユニオンツール株式会社
代理人
個人
主分類
B21H
1/00 20060101AFI20250625BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】中空材の転造加工において、ダイスの大型化や芯金を要することなく、被転造素材の変形を可及的に抑制することができる転造ダイスセットを提供する。
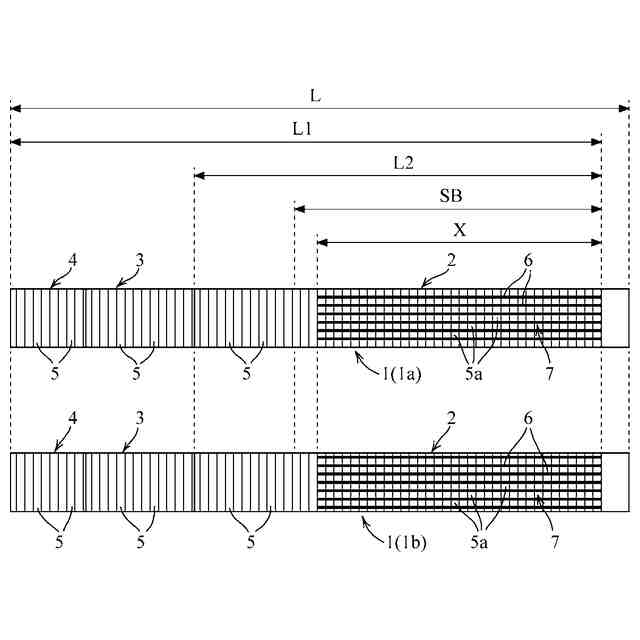
【解決手段】各転造ダイス1の食付き部2の始端側からの転造方向所定範囲の加工歯5に、平面視において転造方向に一直線状に延びる条溝6が転造ダイス1の幅方向に所定の間隔をおいて複数平行に設けられ、この条溝6により複数の分断加工歯5aが転造方向及び歯筋方向に整列状態に形成され、また、この各転造ダイス1の分断加工歯5aは、夫々、組となる他の転造ダイス1の分断加工歯5aに対して歯筋方向に位置ずれした状態で形成され、被転造素材Wが1/2回転若しくは2/3回転で該被転造素材Wの転造幅全域を加工するように構成されている転造ダイスセット。
【選択図】図2
特許請求の範囲
【請求項1】
転造方向始端側から転造方向終端側に向かって、夫々に加工歯が設けられた食付き部、仕上げ部及び逃げ部を有し、前記各加工歯により被転造素材の外周面を塑性変形させ所望の歯形を転造するように構成される転造ダイスを二つ一組若しくは三つ一組として構成される転造ダイスセットであって、前記各転造ダイスは、前記食付き部の始端側から該食付き部の転造方向所定位置までの所定領域に設けられた前記各加工歯に、平面視において転造方向に一直線状に延びる条溝が前記転造ダイスの幅方向に所定の間隔をおいて複数平行に設けられることで、前記所定領域に複数の分断加工歯が転造方向及び歯筋方向に整列状態に形成され、また、前記各転造ダイスに設けられる前記条溝が、夫々、組となる他の前記転造ダイスに設けられた前記条溝に対して、前記転造ダイスの幅方向に位置ずれした状態で設けられることで、前記分断加工歯が、夫々、組となる他の前記転造ダイスに設けられた前記分断加工歯に対して歯筋方向に位置ずれした状態で形成され、さらに、前記各転造ダイスの前記分断加工歯は、前記転造ダイスを二つ一組として構成される場合は前記被転造素材が1/2回転で該被転造素材の転造幅全域を加工するように構成され、前記転造ダイスを三つ一組として構成される場合は前記被転造素材が2/3回転で該被転造素材の転造幅全域を加工するように構成されていることを特徴とする転造ダイスセット。
続きを表示(約 1,200 文字)
【請求項2】
請求項1記載の転造ダイスセットにおいて、前記各転造ダイスの前記条溝は、一定の溝幅で前記転造ダイス1の幅方向に等間隔で設けられていることを特徴とする転造ダイスセット。
【請求項3】
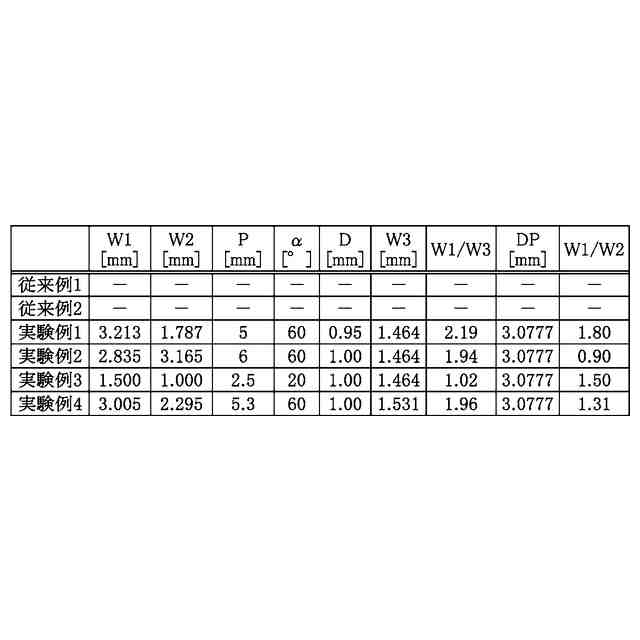
請求項2記載の転造ダイスセットにおいて、前記転造ダイスを二つ一組として構成され、前記分断加工歯の歯幅をW1、前記条溝の溝幅をW2としたとき、前記各転造ダイスに設けられる前記条溝は、夫々、組となる他の前記転造ダイスに設けられた前記条溝に対する前記転造ダイスの幅方向への位置ずれ量が(W1+W2)/2となるように構成されていることを特徴とする転造ダイスセット。
【請求項4】
請求項2記載の転造ダイスセットにおいて、前記転造ダイスを三つ一組として構成され、前記分断加工歯の歯幅をW1、前記条溝の溝幅をW2としたとき、前記各転造ダイスに設けられる前記条溝は、夫々、組となる他の前記転造ダイスに設けられた前記条溝に対する前記転造ダイスの幅方向への位置ずれ量が(W1+W2)/3となるように構成されていることを特徴とする転造ダイスセット。
【請求項5】
請求項3記載の転造ダイスセットにおいて、前記分断加工歯の歯幅が3.3mm以下となるように構成されていることを特徴とする転造ダイスセット。
【請求項6】
請求項4記載の転造ダイスセットにおいて、前記分断加工歯の歯幅が3.3mm以下となるように構成されていることを特徴とする転造ダイスセット。
【請求項7】
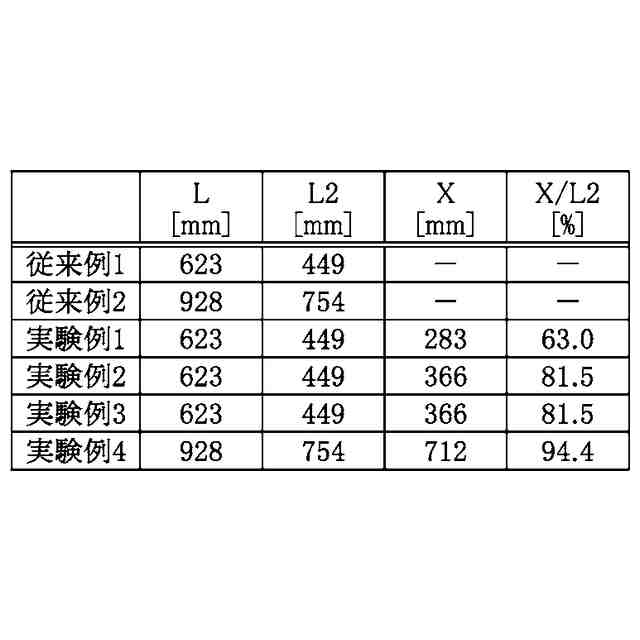
請求項1~6いずれか1項に記載の転造ダイスセットにおいて、前記所定領域は、前記食付き部の始端位置から該食付き部の長さの60%~95%の位置までであることを特徴とする転造ダイスセット。
【請求項8】
請求項1~6いずれか1項に記載の転造ダイスセットにおいて、前記所定領域は、前記食付き部の始端から転造方向に所定距離を隔てた位置から該食付き部の長さの60%~95%の位置までであることを特徴とする転造ダイスセット。
【請求項9】
請求項1~6いずれか1項に記載の転造ダイスセットにおいて、前記分断加工歯が設けられる前記所定領域の転造方向終端側の所定範囲に漸減部が設けられ、この漸減部は、前記条溝の溝深さが転造方向終端に向かって徐々に浅くなると共に、前記条溝の溝幅が徐々に狭くなるように構成されていることを特徴とする転造ダイスセット。
【請求項10】
請求項7記載の転造ダイスセットにおいて、前記分断加工歯が設けられる前記所定領域の転造方向終端側の所定範囲に漸減部が設けられ、この漸減部は、前記条溝の溝深さが転造方向終端に向かって徐々に浅くなると共に、前記条溝の溝幅が徐々に狭くなるように構成されていることを特徴とする転造ダイスセット。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、二つ若しくは三つの転造ダイスを一組とする転造ダイスセットに関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、金属製のスプライン、セレーション、歯車、ねじ、リードスクリュー、ウォームなどの製造においては、略円筒形状の被転造素材を転造歯型(加工歯)が形成された転造ダイスで挟み込み、圧力をかけながら被転造素材の外周面を塑性変形して所望の歯形を形成する転造加工が広く用いられている。
【0003】
この転造加工は、切削加工と比較した場合、量産性に優れ大量生産に最適であること、加工硬化により被転造品表面の硬度が高くなり、また強度が高まること、転造ダイスの加工歯と被転造素材とのバニシング効果により被転造品表面の加工面粗さが良好となること等のメリットがある。
【0004】
また、スプラインやセレーションはドライブシャフトやステアリングシャフトなどの自動車部品にも多く使用されており、近年の自動車の軽量化の要求に伴い上記スプラインなどの製品(被転造品)は中実品だけではなく、略円筒形状の中心軸に沿った円形断面の穴を有する中空品の要求も高まっている。
【0005】
ところで、被転造素材を中空材としてこの中空材の外周面に転造加工を行うと、この被転造素材が周方向及び軸方向に伸長変形して所望の歯形を有する製品を得ることができず、また、転造負荷が大きすぎる場合は被転造素材が割れることもある。
【0006】
このように被転造素材(中空材)が周方向及び軸方向に伸長変形することをできるだけ防ぐため、略円筒形状の中心軸に沿った穴に棒状の芯金(心棒、マンドレルなどと言うこともある。)を挿入した状態で転造加工を行う手段もとられてきたが、単に芯金を用いただけでは、所望の歯形を有する製品を得ることが困難であるという問題があった。
【0007】
また、食付き部、仕上げ部及び逃げ部が形成されている一般的な転造平ダイス、若しくは転造欠円ダイス(略円筒状の外周の一部が切欠されたような形状の転造ダイス)の食付き部は、この食付き部での転造加工が進むほど(転造方向終端側ほど)、被転造素材への加工歯の押し込み量(加工量)が増えるように形成されており、例えば、転造平ダイスにおいては、食付き部の加工歯は、この加工歯の歯先線(加工歯の歯先を結ぶ仮想線)が転造方向始端側から転造方向終端側に向かうほど被転造素材に近づく傾斜をなすように設けられている。
【0008】
この食付き部の加工歯の歯先線の傾斜度合を緩やかにして、被転造素材に対して少しずつ転造負荷をかけることで、被転造素材(中空材)が周方向及び軸方向に伸長変形することを防ぐ試みがされてきたが、所望の歯形を有する製品を得ることが困難であるという問題は解決されず、さらに、食付き部の長さを長くする必要があり、よって転造ダイスを大型化しなければならないという問題があった。
【0009】
このため、上記のような中空品を製造する場合、一般的には、略円筒形状の中実材に対してスプラインなどの所望の歯形を形成する転造加工を行い、その後に略円筒形状の中心軸に沿って円形断面の穴加工を行い中空の製品とする製造方法がとられるが、この方法では穴加工工程が増えるため製造コストが高まるという問題があった。
【0010】
そこで、これまで、特許文献1,2に示すような、中空材の転造加工方法が提案されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
13日前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
7か月前
株式会社トラバース
パンチング加工装置
7か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社TMEIC
監視装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
5か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
ユニプレス株式会社
プレス加工装置
3か月前
株式会社アマダ
プレスブレーキ
4か月前
株式会社TMEIC
制御システム
5か月前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社アマダ
ビード形成方法
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































