TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024171770
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023088970
出願日
2023-05-30
発明の名称
NC転造盤
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B21H
1/00 20060101AFI20241205BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】中空材料に対して高い加工精度で転造加工を行うことができるNC転造盤を提供する。
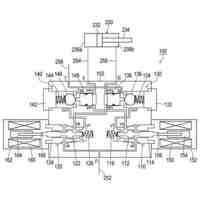
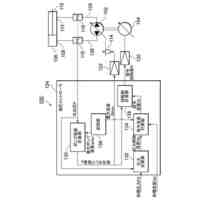
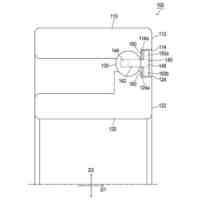
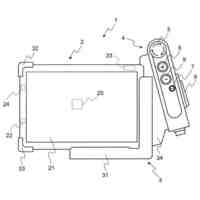
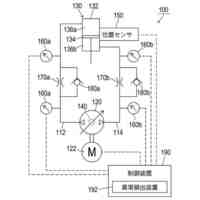
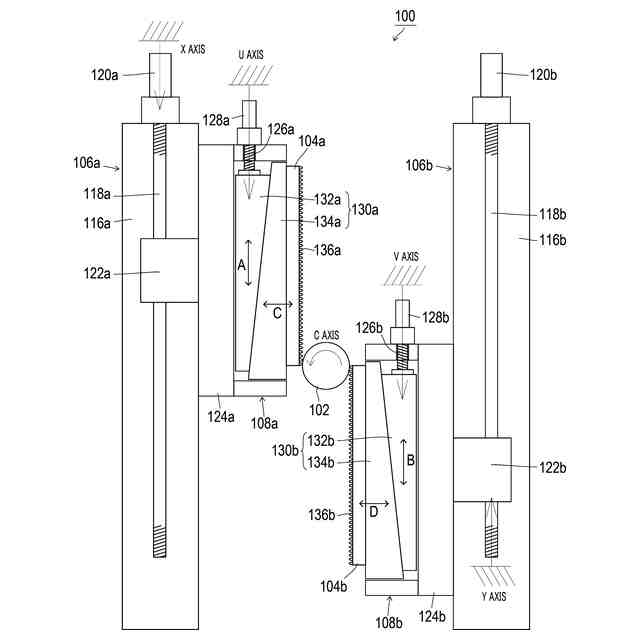
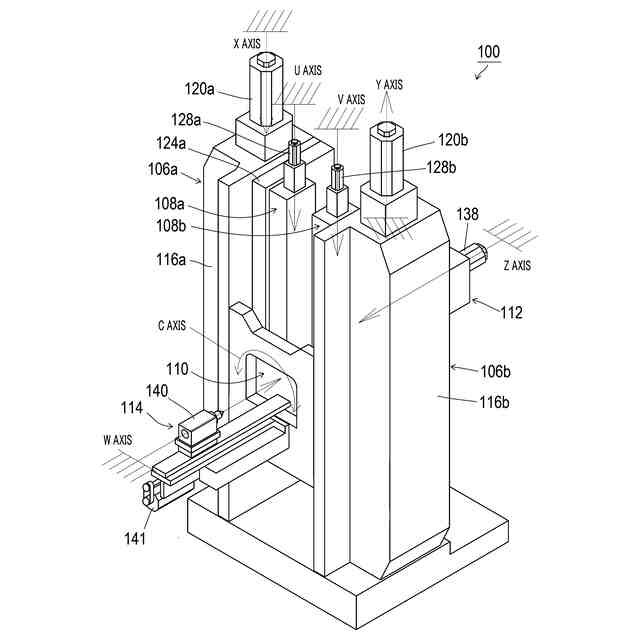
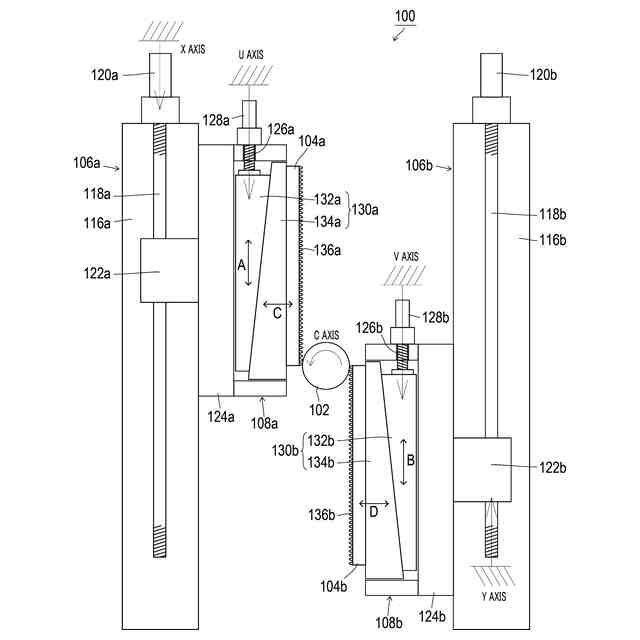
【解決手段】本発明にかかるNC転造盤100は、一対の平ダイス104a、104bによってワーク102に歯車形状を転造するNC転造盤において、平ダイスを互いに並行方向かつ逆方向に移動させる2つのラック駆動機構106a、106bと、平ダイスを並行方向に直交する離接方向に互いに移動させる2つのOPD調整機構108a、108bと、ラック駆動機構およびOPD調整機構の動作を制御する数値制御部148とを備え、数値制御部は、ラック駆動機構の動作を制御して平ダイスを往復移動させながら、OPD調整機構の動作を制御して平ダイスの追込み量を徐々に大きくしてワークを転造加工することを特徴とする。
【選択図】図2
特許請求の範囲
【請求項1】
一対の平ダイスによってワークに歯車形状を転造するNC転造盤において、
前記平ダイスを互いに並行方向かつ逆方向に移動させる2つのラック駆動機構と、
前記平ダイスを前記並行方向に直交する離接方向に互いに移動させる2つのOPD調整機構と、
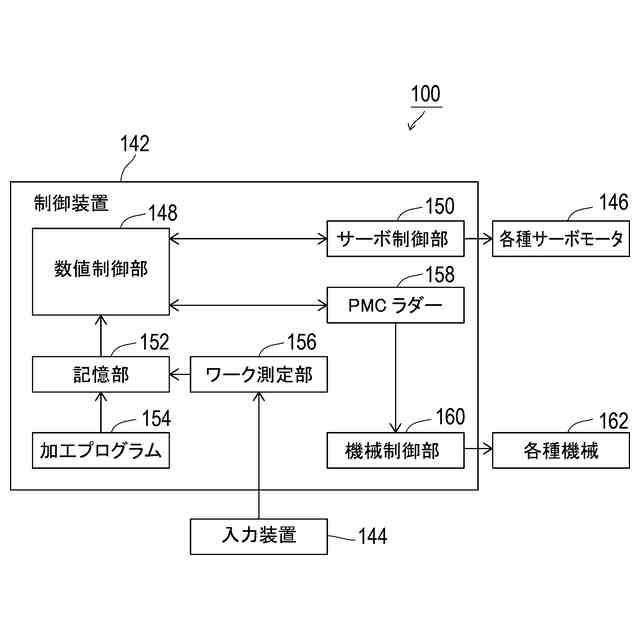
前記ラック駆動機構およびOPD調整機構の動作を制御する数値制御部とを備え、
前記数値制御部は、前記ラック駆動機構の動作を制御して前記平ダイスを往復移動させながら、前記OPD調整機構の動作を制御して前記平ダイスの追込み量を徐々に大きくして前記ワークを転造加工することを特徴とするNC転造盤。
続きを表示(約 230 文字)
【請求項2】
前記ワークを前記平ダイスの移動と同期して回転させるワーク回転機構を備えることを特徴とする請求項1に記載のNC転造盤。
【請求項3】
前記ワークの形状を測定するワーク測定部を備え、
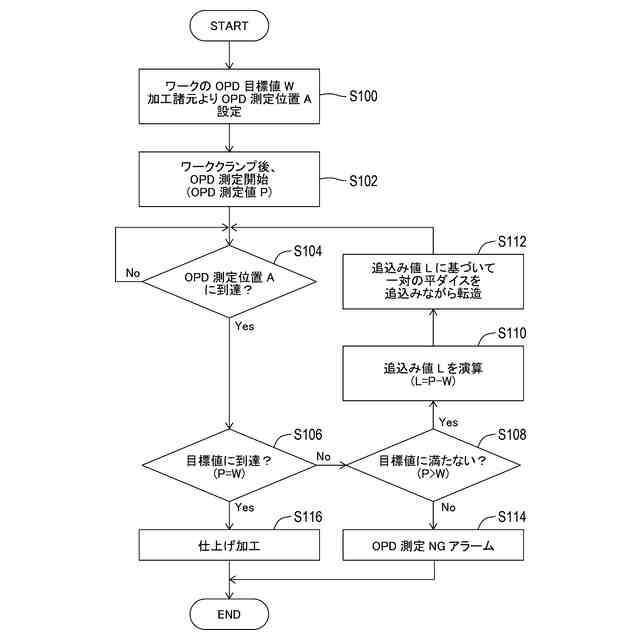
前記数値制御部は、前記ワークのOPDが所定の目標値に至るまで、前記平ダイスの往復移動と、前記OPD調整機構による前記平ダイス間の距離の補正とを繰り返すフィードバック制御を行うことを特徴とする請求項1または2に記載のNC転造盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークに歯車形状を転造するNC転造盤に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
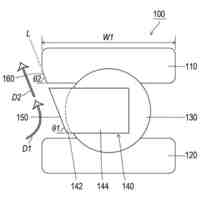
転造盤として、シャフトなどの軸状部品の被加工物(ワーク)の外周面に対して一対の転造用平ダイス(フォーミングラックとも称される)を押し付けながら転動させ、ダイス表面の逆形をワークに写して塑性変形させる構成が周知である。
【0003】
例えば特許文献1の転造盤は、一対のラックを相反方向に移動させるサーボモータと、ワークの両端を挟持するセンターピンおよびワークと一体に回転するドライブセンターと、ドライブセンターを回転駆動させる速度制御用モータとを備える。
【0004】
この転造盤では、サーボモータとドライブセンターを制御して、ラックがワークに噛み合う前に、ラックの移動速度とワーク周速とが同速度となるよう同期をとることで、ワークに対するラックの移動速度に合わせてワークを回転させる。
【0005】
特許文献1では、ラックがワークと噛み合って転造を開始するに先立ち、速度制御用モータの駆動によって、ドライブセンターを介してワークがラックの移動速度に合わせて回転するため、ラックとワーク間での回転ムラをなくして、加工精度のバラツキを小さくし、品質安定に寄与する、としている。
【0006】
特許文献2には、ワークの転造加工時における背分力を検出する歪センサを備えた転造盤を用いて、ワーク外周面を転造加工する転造加工方法が記載されている。この転造加工方法では、歪センサで検出された背分力に基づいて一対のダイス間の距離を補正して転造加工を行っている。
【0007】
特許文献2では、スプリングバック量と転造時の背分力とは密接な関係があるため、背分力が大きい場合はダイス間距離を小さくし、背分力が小さい場合はダイス間距離を大きくすることにより、ワークの硬さ等のばらつきがあっても、スプリングバック等の影響を少なくし、精度の高い転造加工を行うことができる、としている。
【先行技術文献】
【特許文献】
【0008】
特許第3312796号
特許第5625718号
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところでEVなどで用いられるモータシャフトは小型軽量化が求められており、薄肉の中空材料が使用されている。このため、転造盤は、薄肉の中空材料に対して転造加工を行う場合がある。特許文献1の転造盤は、転造加工中に一対のラックを1回移動させる(1パス)だけであるため、1パスで歯車形状を転写するためには相応の荷重をかけなければならず、薄肉の中空材料であるワークが変形してしまうという問題がある。
【0010】
特許文献2の転造加工方法では、スプリングバック等の影響を少なくできるとしても、やはり1パスで歯車形状を転写するため、ワークが薄肉の中空材料である場合には変形してしまう。また、ワーク1個ごとに平ダイス間の距離を自動調整するため、量産した場合の加工精度の信頼性や、機械の熱変位などの外乱に対する安定性が低いという問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ドリル
19日前
株式会社不二越
蓄圧装置
1か月前
株式会社不二越
転がり軸受
20日前
株式会社不二越
電磁切替弁
12日前
株式会社不二越
ブローチ盤
20日前
株式会社不二越
ソレノイド
3か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
ソレノイド
3か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
射出成形機
11日前
株式会社不二越
ベーンポンプ
1か月前
株式会社不二越
摩耗判定装置
2か月前
株式会社不二越
駆動伝達装置
10日前
株式会社不二越
波形抽出装置
2か月前
株式会社不二越
油圧ユニット
3か月前
株式会社不二越
塵埃噴射装置
3か月前
株式会社不二越
保持器付き軸受
3か月前
株式会社不二越
保持器付き軸受
1か月前
株式会社不二越
保持器付き軸受
19日前
株式会社不二越
ロボット操作装置
4日前
株式会社不二越
ロボットシステム
26日前
株式会社不二越
ロボットシステム
10日前
株式会社不二越
油圧駆動システム
12日前
株式会社不二越
スカイビング加工機
6日前
株式会社不二越
スカイビング加工機
6日前
株式会社不二越
レースガイド保持器
3か月前
株式会社不二越
サーフェスブローチ盤
3か月前
株式会社不二越
協働ロボットシステム
1か月前
株式会社不二越
組立式スカイビングカッタ
3か月前
株式会社不二越
真空熱処理装置の排気構造
2か月前
株式会社不二越
スルーフィード式の加工装置
3か月前
株式会社不二越
情報処理装置及びプログラム
2か月前
株式会社不二越
複合加工機およびツーリング
2か月前
株式会社不二越
製品選定装置及びプログラム
1か月前
株式会社不二越
不等リードラジアスエンドミル
3か月前
株式会社不二越
シール付き軸受および軸受構造
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ