TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015948
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023118879
出願日
2023-07-21
発明の名称
プレス機械
出願人
株式会社吉野機械製作所
代理人
個人
,
個人
主分類
B21D
5/02 20060101AFI20250124BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】装置構造の複雑化や高コスト化を伴うことなくクラウニングの矯正を行うことができるプレス機械を提供する。
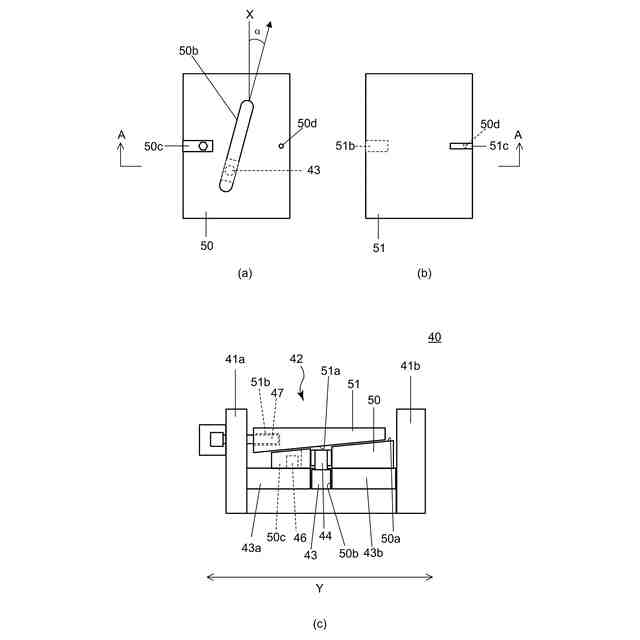
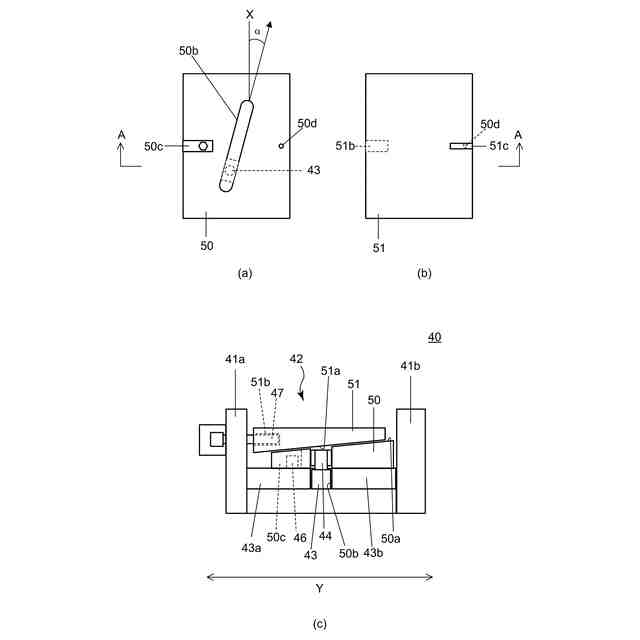
【解決手段】上金型と調整台40に載置された下金型の間でワークに対して加工を行うプレス機械であって、前記調整台は、幅方向Xに沿って配列された複数の駆動ピン44を有する幅方向Xに延在する制御ロッド43と、制御ロッドを幅方向に駆動するロッド駆動部と、幅方向Xに沿って配列された複数の調整ブロック42と、を有し、それぞれの調整ブロックは、第一テーパー面50aと、駆動ピンを案内する幅方向に対して所定の角度αで傾斜するスロット50bを有する第一テーパー板50と、第一テーパー面に対向する第一テーパー面に相補的な第二テーパー面51aを有する第二テーパー板51と、有し、少なくとも1つの調整ブロックのスロット51bの傾斜角度αが他の少なくとも1つの調整ブロックのスロット50bの傾斜角度αと相違する。
【選択図】図4
特許請求の範囲
【請求項1】
上金型と調整台に載置された下金型との間でワークに対して加工を行うプレス機械であって、
前記調整台は、
幅方向に沿って配列された複数の駆動ピンを有する幅方向に延在する制御ロッドと、
前記制御ロッドを前記幅方向に駆動するロッド駆動部と、
前記幅方向に沿って配列された複数の調整ブロックと、
を有し、
それぞれの前記調整ブロックは、
第一テーパー面と、前記幅方向に対して所定の傾斜角度で延在し、前記駆動ピンを案内するスロットを有する第一テーパー板と、
前記第一テーパー面に対向する前記第一テーパー面に相補的な第二テーパー面を有する第二テーパー板と、
を有し、
少なくとも1つの前記調整ブロックの前記スロットの前記傾斜角度が他の少なくとも1つの前記調整ブロックの前記スロットの前記傾斜角度と相違することを特徴とするプレス機械。
続きを表示(約 190 文字)
【請求項2】
前記幅方向の中央に位置する前記調整ブロックの前記スロットの前記傾斜角度が、前記幅方向の両端側に位置する前記調整ブロックの前記スロットの前記傾斜角度よりも大きいことを特徴とする請求項1のプレス機械。
【請求項3】
前記調整台は、前記第二テーパー板の前後方向の位置を調整する前後位置調整手段を有することを特徴とする請求項1のプレス機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パネルベンダー、プレスブレーキなどのプレス機械に関し、さらに詳しくは、曲げ加工時のテーブルに生じるクラウニングを補正・矯正できるプレス機械に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
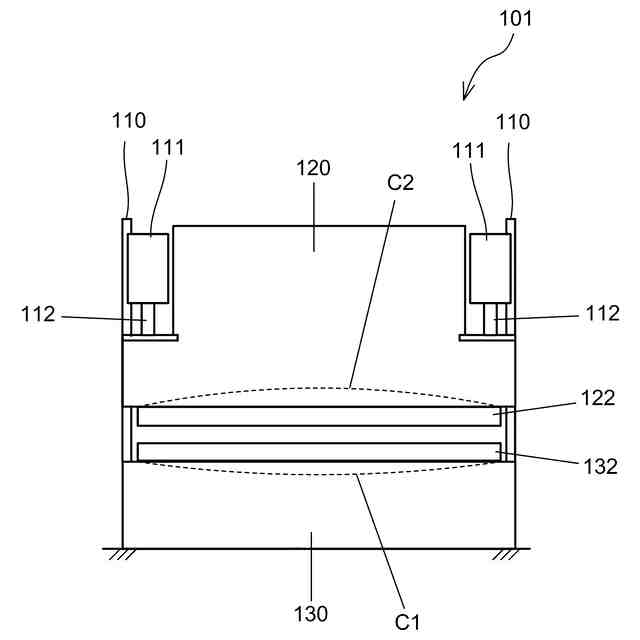
図5に従来のプレス機械101を示す。プレス機械101は、サイドフレーム110と、上型122を保持する上テーブル120と、下型132を保持する下テーブル130と、サイドフレーム110に固定されたサーボモーター等のテーブル駆動手段111を有する。テーブル駆動手段111の駆動軸112の駆動によって上テーブル120を下降させることで、上下金型122,132の間に配置したワークを挟圧して曲げ加工する。このときの加圧力により、上下テーブル120,130に仮想線C1,C2で示す凹状の撓み(クラウニング)が生じてワークの加工精度が低下する問題がある。特に、ワーク若しくは上下テーブル120,130の幅方向寸法が大きい場合や加圧力が大きい場合にこの問題が顕著になる。
【0003】
上記問題に対する対処法としては、例えば、特許文献1、2が知られている。特許文献1は、下テーブルの幅方向中間位置に配置した複数の撓み補正用シリンダーの付勢力によってクラウニングを軽減するというものである。特許文献2は、上及び下テーブルの幅方向中間位置に埋設した複数の弾性装置によって上下テーブルの弾性力を幅方向で変化させることでクラウニングを軽減するというものである。
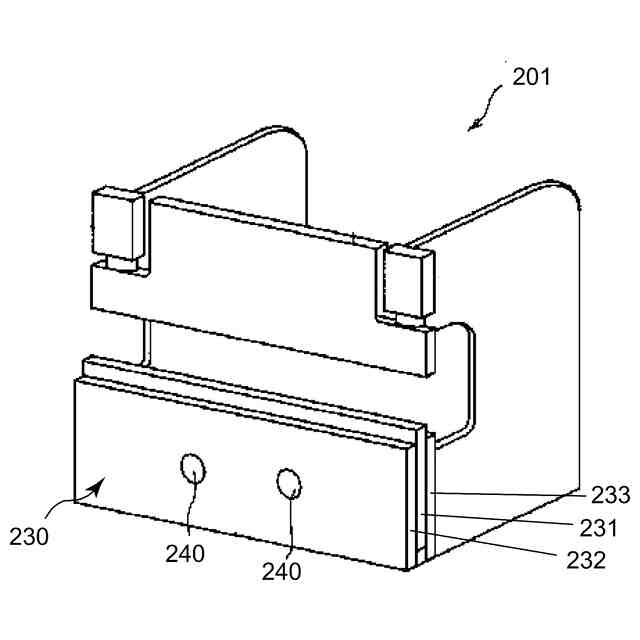
【0004】
他のクラウニング対策として、図6のプレス機械201も知られている。プレス機械201では、下テーブル230が、前後に重ね合わせた複数のテーブル231~233で構成され、中央付近の連結ピン240でこれらを連結すること真ん中のテーブル231のクラウニングを軽減するというものである。
【先行技術文献】
【特許文献】
【0005】
特開平5-329549号公報
特開2004-136366号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1のプレス機械では、撓み補正用シリンダーの増設によるコスト増が過大である。特許文献2のプレス機械では、弾性装置の構造が複雑かつ精密であるために故障に弱く、また、弾性装置の耐荷重には限界があるため、加圧力の大きいプレス機械には適用できない問題がある。図6の方式では、プレス機械201の幅寸法に応じた本数(2~8本程度)の連結ピン240が必要であるが、各テーブル231~233に各連結ピン240を通す挿通孔を極めて高い位置精度で形成することが必要となるため、加工コストが過大となる問題がある。
【0007】
本発明の目的は、従来と異なる方法でクラウニングを軽減又は解消することである。一態様では、大幅な複雑化や高コスト化を伴うことなくクラウニングの矯正を行うことができるプレス機械を提供することである。
【課題を解決するための手段】
【0008】
本願には、下記発明が開示される。
<構成1>
上金型と調整台に載置された下金型との間でワークに対して加工を行うプレス機械であって、
前記調整台は、
幅方向に沿って配列された複数の駆動ピンを有する幅方向に延在する制御ロッドと、
前記制御ロッドを前記幅方向に駆動するロッド駆動部と、
前記幅方向に沿って配列された複数の調整ブロックと、
を有し、
それぞれの前記調整ブロックは、
第一テーパー面と、前記幅方向に対して所定の傾斜角度で延在し、前記駆動ピンを案内するスロットを有する第一テーパー板と、
前記第一テーパー面に対向する前記第一テーパー面に相補的な第二テーパー面を有する第二テーパー板と、
を有し、
少なくとも1つの前記調整ブロックの前記スロットの前記傾斜角度が他の少なくとも1つの前記調整ブロックの前記スロットの前記傾斜角度と相違することを特徴とするプレス機械。
<構成2>
前記幅方向の中央に位置する前記調整ブロックの前記スロットの前記傾斜角度が、前記幅方向の両端側に位置する前記調整ブロックの前記スロットの前記傾斜角度よりも大きいことを特徴とする構成1のプレス機械。
<構成3>
前記調整台は、前記第二テーパー板の前後方向の位置を調整する前後位置調整手段を有することを特徴とする構成1のプレス機械。
【図面の簡単な説明】
【0009】
本発明の1実施形態のプレス機械1を示す。
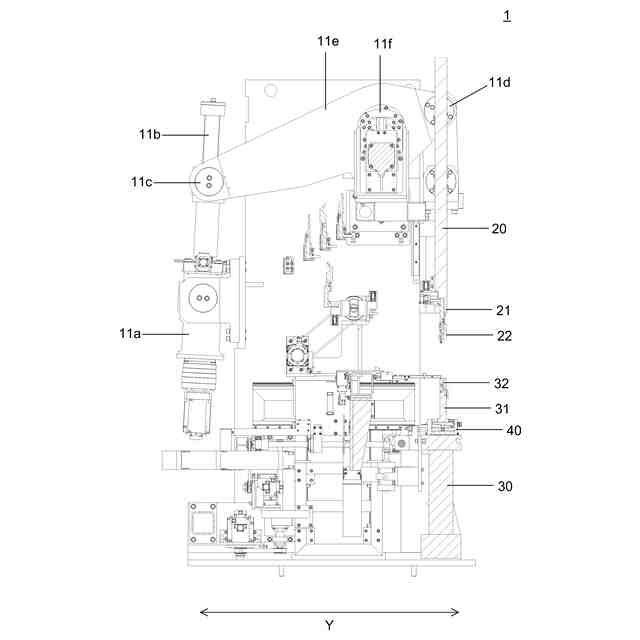
プレス機械1の側方断面図を示す。
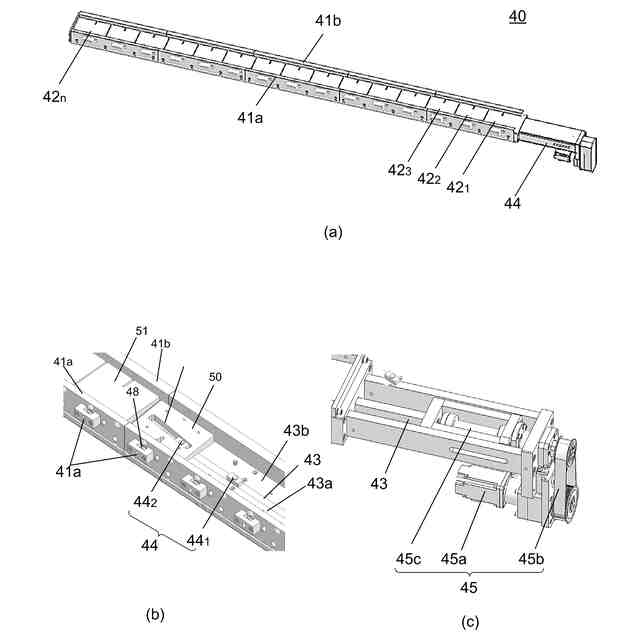
調整台40を示す。(a)は全体斜視図。(b)は一部の第一テーパー板50及び第二テーパー板51を取り外した状態の調整台40。(c)はロッド駆動部45の拡大図。
調整台40を示す。(a)は第一テーパー板50の平面図。(b)は第二テーパー板51の平面図。(c)は(a),(b)のA-A位置における調整台40の断面図。
従来のプレス機械101を示す。
他の従来のプレス機械201を示す。
【発明を実施するための形態】
【0010】
図1,2は、本発明の1実施形態のプレス機械1を示す。プレス機械1は、左右のサイドフレーム10と、サイドフレーム10の前面に上下に移動可能に取り付けられた上テーブル(第1テーブル)20と、サイドフレーム10の前面に固定された下テーブル(第2テーブル)30を有する。上テーブル20の下端には、金型ホルダー21を介して上金型22を取り付け可能であり、下テーブル30の上端には、調整台40を介して金型ホルダー31及び上金型32を取り付け可能である。金型ホルダー21,31を省略して上テーブル20及び/又は調整台40に直接金型22,32を取り付けてもよい。本明細書では、下テーブル30の延在方向(図1のX方向)を幅方向と言い、その直角方向(図2のY方向)を前後方向と言う。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
7か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
7か月前
株式会社不二越
NC転造盤
7か月前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
プレス加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
6か月前
株式会社西田製作所
パンチャーヘッド
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社アマダ
曲げ金型
1か月前
株式会社トラバース
パンチング加工装置
6か月前
株式会社アマダ
曲げ加工機
7か月前
株式会社TMEIC
監視装置
6か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
打ち抜き加工装置
今日
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
日鉄建材株式会社
成形装置
14日前
ユニオンツール株式会社
転造ダイスセット
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
株式会社不二越
転造加工用平ダイス
6か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社三明製作所
転造装置
1か月前
フジテック株式会社
金属棒曲げ工具
16日前
加藤軽金属工業株式会社
押出材の加工装置
7か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1日前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1日前
株式会社吉野機械製作所
プレス機械
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































