TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097750
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023214110
出願日
2023-12-19
発明の名称
電磁鋼板の成形方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
28/02 20060101AFI20250624BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ブリッジの幅を狭くした電磁鋼板の成形方法を提供する。
【解決手段】端部にR形状を有しているとともに、粗材ブリッジ20の一部を潰して増肉部を形成させる増肉パンチ11と、押し曲げパンチと、潰しパンチと、ブリッジの側面仕上げに際して、増肉パンチ11により増肉された増肉部20d,20eを打ち抜く仕上抜きパンチ12と、を有する成形装置を利用し、粗材ブリッジ20の幅方向の両端近傍の左側部20a、右側部20bと、中央部20cの計3列を潰すことにより、2列の盛り上がり増肉を行う工程と、粗材ブリッジ20を、幅方向とは直交する方向である長さ方向に曲げる工程と、粗材ブリッジ20の長さ方向の両端を拘束した状態で、増肉部20d,20eを元の厚さに潰す工程と、仕上抜きパンチにより増肉部20d,20eを打ち抜く仕上抜きの工程と、を行う。
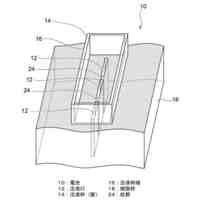
【選択図】図3
特許請求の範囲
【請求項1】
端部にR形状を有しているとともに、粗材ブリッジの一部を潰して増肉部を形成する増肉パンチと、
押し曲げパンチと、
潰しパンチと、
ブリッジの側面仕上げに際して、前記増肉パンチにより増肉された前記増肉部を打ち抜く仕上抜きパンチと、を有し、積層によりロータコアを構成する電磁鋼板を成形する電磁鋼板の成形方法であって、
前記増肉パンチを用いて、前記粗材ブリッジの幅方向の両端近傍の左側部、右側部と、前記左側部と前記右側部の間において前記左側部および前記右側部の夫々から離れて配された中央部の計3列を潰すことにより、2列の盛り上がり増肉を行う工程と、
前記押し曲げパンチを用いて、前記粗材ブリッジを、前記幅方向とは直交する方向である長さ方向に曲げる工程と、
前記潰しパンチを用いて、前記粗材ブリッジの前記長さ方向の両端を拘束した状態で、前記増肉部を元の厚さに潰す工程と、
前記仕上抜きパンチにより前記増肉部を打ち抜く仕上抜きの工程と、を行う、
電磁鋼板の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電磁鋼板の成形方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、ロータコアを形成する電磁鋼板のブリッジにブリッジ押下部を形成し、ブリッジの長手方向の延長線上にブリッジ押下部の窪みと逆方向に突出する突起部を形成するロータコアの構造が開示されている。これにより、ブリッジに押圧加工による硬化処理を行う際に電磁鋼板の径方向に延びようとする力を当該突起部が変形することによって吸収し、電磁鋼板の反りを抑制できる。
【先行技術文献】
【特許文献】
【0003】
特開2017-085776号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、加工硬化のための増肉工程による増肉部と潰し部の段差が残るので、仕上抜きのときの板押えのパッドには、段差との干渉を避ける溝状の逃がし形状が必要である。しかしながら、パッドには材料を抑えるための幅が必要なので逃がしと押さえ幅を合わせるとパッドの幅を狭くできず、仕上幅を狭くできない。一方で段差をなくすために増肉幅を拡げると、増肉率が低くなり、強度向上効果が得られないこととなる。そのため、電磁鋼板の成形を行う際に、ブリッジの幅を狭くできないという問題がある。
【0005】
本開示は、ブリッジの幅を狭くした電磁鋼板を成形する電磁鋼板の成形方法を提供するものである。
【課題を解決するための手段】
【0006】
本開示にかかる電磁鋼板の成形方法は、モータに利用されるロータコアを構成するために積層する電磁鋼板の成形方法であって、端部にR形状を有しているとともに、粗材ブリッジの一部を潰して増肉部を形成させる増肉パンチと、押し曲げパンチと、潰しパンチと、ブリッジの側面仕上げに際して、前記増肉パンチにより増肉された前記増肉部を打ち抜く仕上抜きパンチと、を有し、積層によりロータコアを構成する電磁鋼板を成形する電磁鋼板の成形方法であって、前記増肉パンチを用いて、前記粗材ブリッジの幅方向の両端近傍の左側部、右側部と、前記左側部と前記右側部の間において前記左側部および前記右側部の夫々から離れて配された中央部の計3列を潰すことにより、2列の盛り上がり増肉を行う工程と、前記押し曲げパンチを用いて、前記粗材ブリッジを、前記幅方向とは直交する方向である長さ方向に曲げる工程と、前記潰しパンチを用いて、前記粗材ブリッジの前記長さ方向の両端を拘束した状態で、前記増肉部を元の厚さに潰す工程と、前記仕上抜きパンチにより前記増肉部を打ち抜く仕上抜きの工程と、を行う。
これにより、仕上抜きの打ち抜き時に増肉部上に配されるパッドに、段差を設けずに打ち抜くことができる。
【発明の効果】
【0007】
本開示よれば、ブリッジの幅を狭くした電磁鋼板を成形する電磁鋼板の成形方法を提供することができる。
【図面の簡単な説明】
【0008】
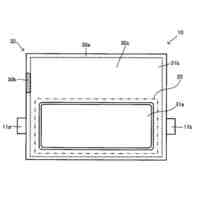
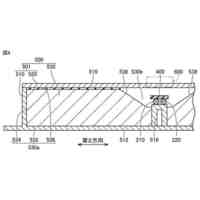
本開示にかかる電磁鋼板において成形される箇所を上面視で示した図である。
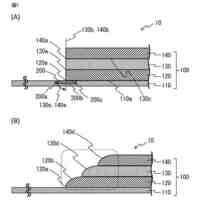
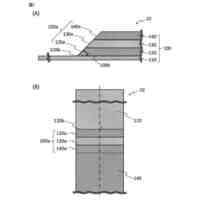
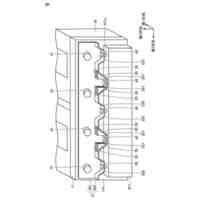
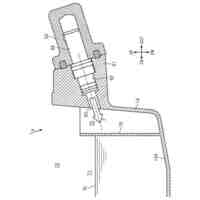
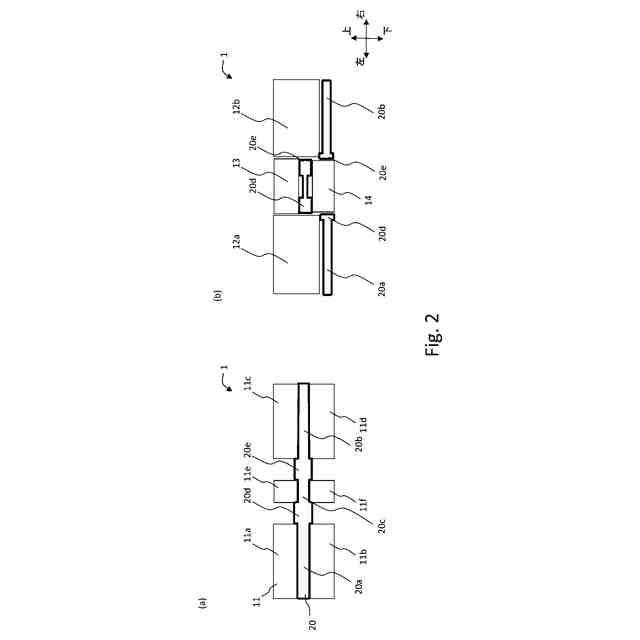
本開示にかかる電磁鋼板を成形する際の断面図である。
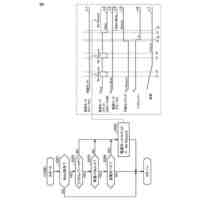
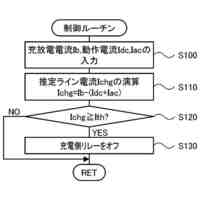
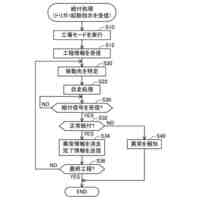
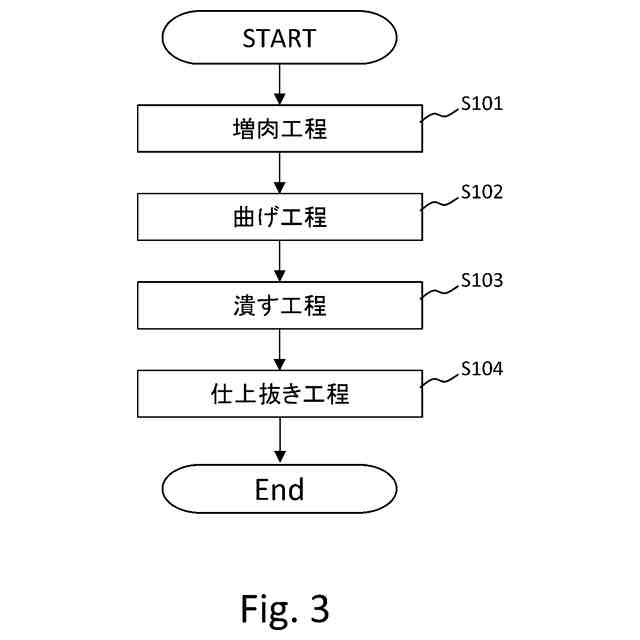
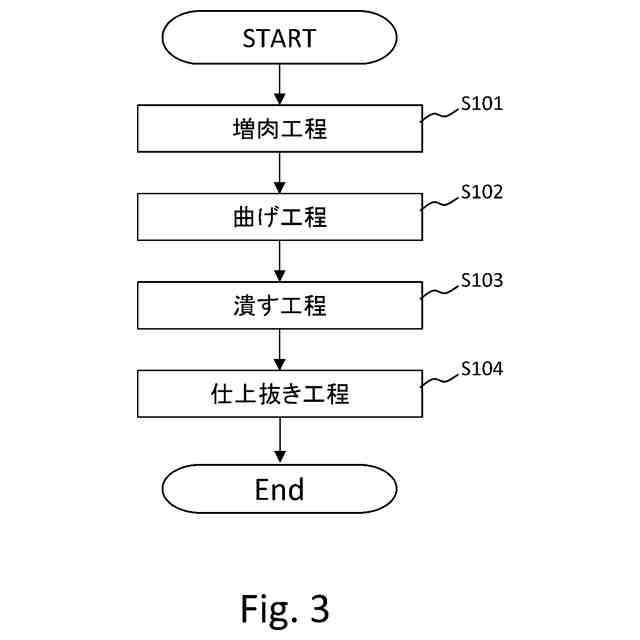
本開示に係る磁鋼板の成形方法のフローチャートの一例である。
【発明を実施するための形態】
【0009】
実施の形態1
以下、図面を参照して本実施の形態に係る電磁鋼板の成形装置1について説明する。成形装置1は、粗材ブリッジ20の一部を潰して後述する増肉部20d,20eを形成する増肉工程で利用する増肉パンチと、粗材ブリッジ20を押し曲げる工程で利用する押し曲げパンチと、増肉部20d,20eを潰す潰しパンチと、ブリッジの側面仕上げの際に、増肉部20d,20eを打ち抜く仕上抜き工程で利用する仕上抜きパンチと、を備える。ここで本実施の形態にかかる電磁鋼板は、モータのロータコアを構成するために積層される電磁鋼板である。なお、ここでは電磁鋼板の積層方向を、上下方向とする。
【0010】
図1は、ロータコアの一部として利用される電磁鋼板ついて、本実施の形態にかかる成形装置1により成形される箇所の一例を、上面視で示した図である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
配管
22日前
トヨタ自動車株式会社
電池
27日前
トヨタ自動車株式会社
電池
21日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
方法
今日
トヨタ自動車株式会社
方法
6日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
電動車
21日前
トヨタ自動車株式会社
タンク
6日前
トヨタ自動車株式会社
ロータ
22日前
トヨタ自動車株式会社
電動車
22日前
トヨタ自動車株式会社
蓄電池
1か月前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電装置
1か月前
トヨタ自動車株式会社
車載装置
1日前
トヨタ自動車株式会社
エンジン
13日前
トヨタ自動車株式会社
蓄電セル
29日前
トヨタ自動車株式会社
制御装置
21日前
トヨタ自動車株式会社
制御装置
1か月前
トヨタ自動車株式会社
判定装置
21日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
反応容器
21日前
トヨタ自動車株式会社
コネクタ
21日前
トヨタ自動車株式会社
制御装置
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ