TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088811
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203538
出願日
2023-12-01
発明の名称
複合加工機およびツーリング
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
5/16 20060101AFI20250605BHJP(工作機械;他に分類されない金属加工)
要約
【課題】歯車の歯切り加工後に面取り加工を行う場合の工具交換が不要となる複合加工機およびツーリングを提供する。
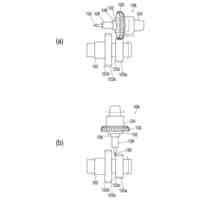
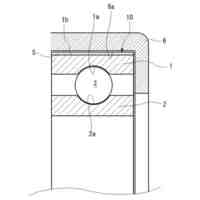
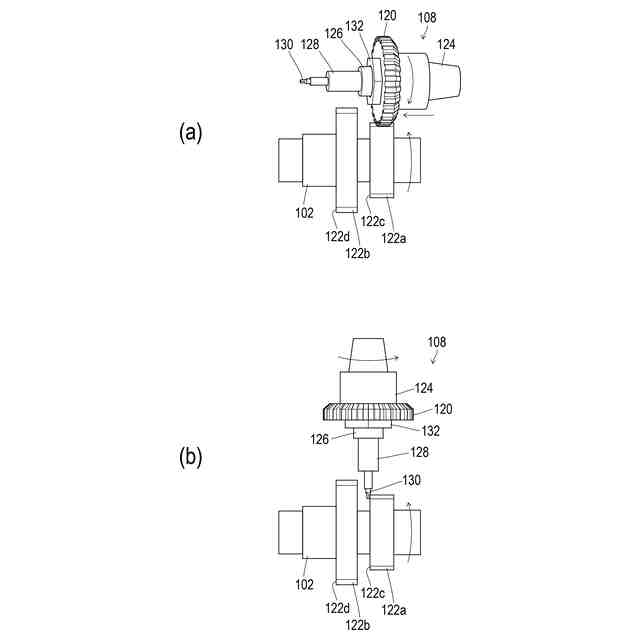
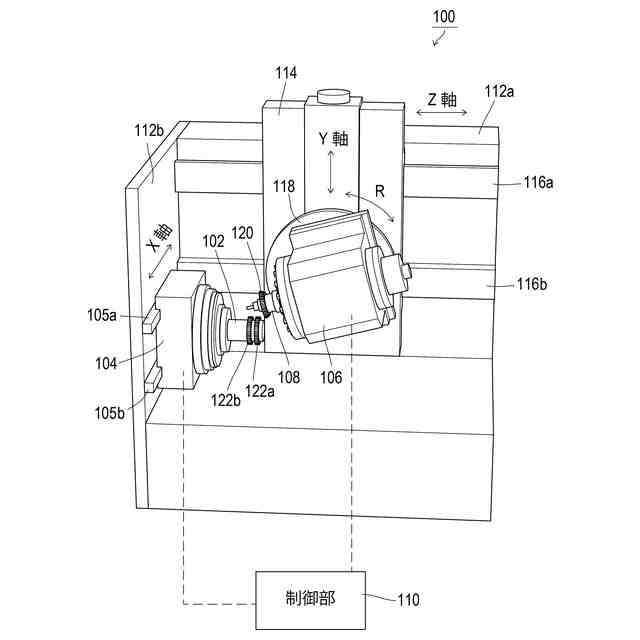
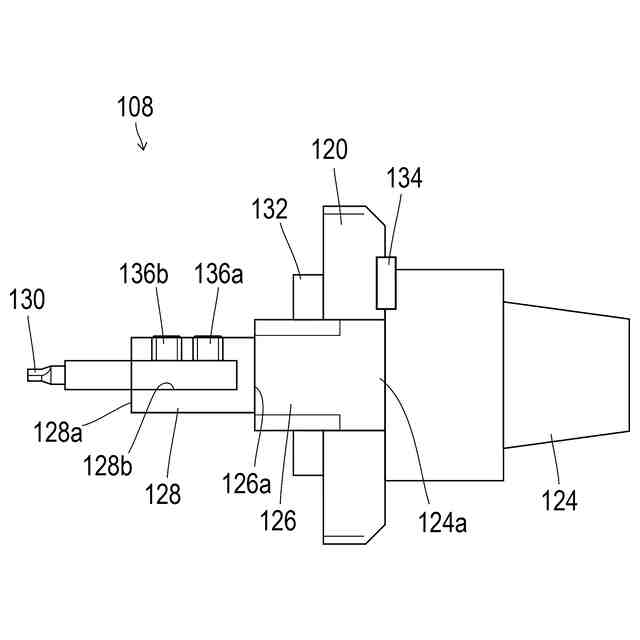
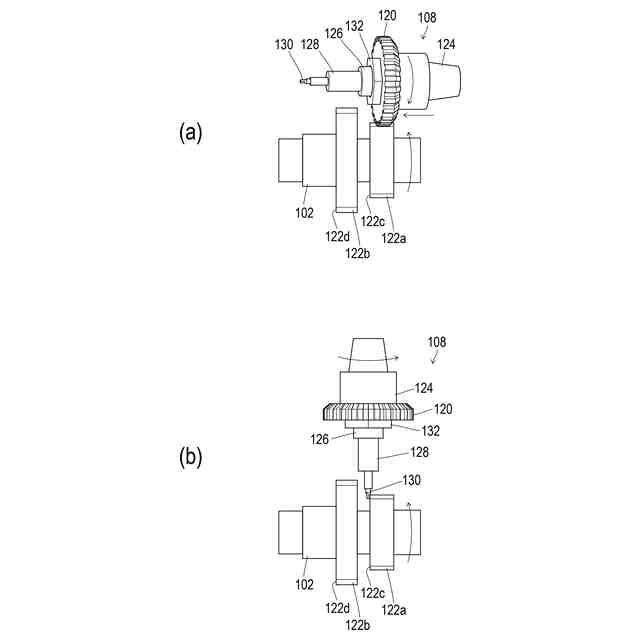
【解決手段】複合加工機100は、工具主軸106に交換可能に取り付けられるツーリング108と、ワーク主軸104と工具主軸の動作を制御する制御部110とを備え、ツーリングは工具主軸に保持されるシャンク124と、シャンクの先端側に配置され歯切り工具(スカイビングカッタ120)が取り付けられる第1ツールホルダ126と、第1ツールホルダの先端側に配置され面取りツール130がシャンクと同軸に取り付けられる第2ツールホルダ128とを有し、制御部は工具主軸をワーク主軸に対して所定角度傾斜させた状態で、歯切り工具によってワーク主軸に取り付けられた歯車122aの歯面を加工した後に工具主軸をワーク主軸に略直交する角度に回動させ、面取りツールによって歯車に発生したバリを除去する。
【選択図】図3
特許請求の範囲
【請求項1】
ワーク主軸と、
工具主軸と、
前記工具主軸に交換可能に取り付けられるツーリングと、
前記ワーク主軸および前記工具主軸の動作を制御する制御部と、を備え、
前記工具主軸は、前記ワーク主軸に対する角度を変更可能であって、
前記ツーリングは、
前記工具主軸に保持されるシャンクと、
前記シャンクの先端側に配置され、歯切り工具が取り付けられる第1ツールホルダと、
前記第1ツールホルダの先端側に配置され、面取りツールが前記シャンクと同軸に取り付けられる第2ツールホルダと、を有し、
前記制御部は、前記工具主軸を前記ワーク主軸に対して所定角度傾斜させた状態で、前記歯切り工具によって前記ワーク主軸に取り付けられた歯車の歯面を加工した後に、前記工具主軸を前記ワーク主軸に略直交する角度に回動させて、前記面取りツールによって前記歯車に発生したバリを除去することを特徴とする複合加工機。
続きを表示(約 340 文字)
【請求項2】
複合加工機の工具主軸に交換可能に取り付けられるツーリングにおいて、
前記工具主軸に保持されるシャンクと、
前記シャンクの先端側に配置され、歯切り工具が交換可能に取り付けられる第1ツールホルダと、
前記第1ツールホルダの先端側に配置され、面取りツールが前記シャンクと同軸かつ交換可能に取り付けられる第2ツールホルダと、を有することを特徴とするツーリング。
【請求項3】
前記シャンクと前記歯切り工具の間には位相決めキーが設けられていて、
前記面取りツールのシャンクには平坦面が形成されていて、
前記歯切り工具の位相と前記面取りツールの位相を合わせることが可能であることを特徴とする請求項2に記載のツーリング。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工によりワークに歯車を創成する複合加工機およびツーリングに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
歯車を創成する加工法として、スカイビング加工等が知られている。スカイビング加工は、工作物の回転と工具の回転とを同期させつつ、工作物の回転軸に対して工具の回転軸を傾けて行われる。これによって、工作物の回転方向と工具の回転方向とに差異が生じ、工作物に工具を干渉させた際に“すべり”が生じる。このすべりを利用して工作物から干渉部分をそぎ落とし、工作物に歯溝などを加工する。
【0003】
また切削によって歯車を加工する場合、バリの発生が問題となる。加工後のバリ取りについての従来技術としては、バリ取り専用機を用いたり、回転ブラシや専用ツールを使用したり、旋削バイトを歯端面に当てて切り込みゼロで切削(ゼロカット)したりすることが周知である。
【0004】
例えば特許文献1には、ドリル状の面取りツールである歯車面取りフライスが記載されている。この歯車面取りフライスは、加工機の主軸に取り付けるシャンクと、シャンクに連なる先細のテーパ部と、テーパ部の外周に形成されテーパ部の先端に至る複数の切れ刃とを有し、複数の切れ刃によって歯車の歯面と側面との稜線を面取りする。
【先行技術文献】
【特許文献】
【0005】
特開2006-26853号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし特許文献1の面取りツールを用いる場合には、スカイビングカッタなどによる歯車加工後に、スカイビングカッタと面取りツールとを工具交換する必要があり、工具交換時間がかかってしまう。さらに工具交換後に面取りツールをワークの位相に合わせる作業も必要になり、作業性が損なわれてしまう。
【0007】
本発明は、このような課題に鑑み、歯車の歯切り加工後に面取り加工を行う場合の工具交換が不要となる複合加工機およびツーリングを提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明にかかる複合加工機の代表的な構成は、ワーク主軸と、工具主軸と、工具主軸に交換可能に取り付けられるツーリングと、ワーク主軸および工具主軸の動作を制御する制御部と、を備え、工具主軸は、ワーク主軸に対する角度を変更可能であって、ツーリングは、工具主軸に保持されるシャンクと、シャンクの先端側に配置され、歯切り工具が取り付けられる第1ツールホルダと、第1ツールホルダの先端側に配置され、面取りツールがシャンクと同軸に取り付けられる第2ツールホルダと、を有し、制御部は、工具主軸をワーク主軸に対して所定角度傾斜させた状態で、歯切り工具によってワーク主軸に取り付けられた歯車の歯面を加工した後に、工具主軸をワーク主軸に略直交する角度に回動させて、面取りツールによって歯車に発生したバリを除去することを特徴とする。
【0009】
また本発明にかかるツーリングの代表的な構成は、複合加工機の工具主軸に交換可能に取り付けられるツーリングにおいて、工具主軸に保持されるシャンクと、シャンクの先端側に配置され、歯切り工具が取り付けられる第1ツールホルダと、第1ツールホルダの先端側に配置され、面取りツールがシャンクと同軸に取り付けられる第2ツールホルダと、を有することを特徴とする。
【発明の効果】
【0010】
本発明によれば、歯車の歯切り加工後に面取り加工を行う場合の工具交換が不要となる複合加工機およびツーリングを提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ソレノイド
1か月前
株式会社不二越
NC転造盤
4日前
株式会社不二越
摩耗判定装置
25日前
株式会社不二越
波形抽出装置
25日前
株式会社不二越
真空熱処理装置の排気構造
1か月前
株式会社不二越
組立式スカイビングカッタ
1か月前
株式会社不二越
情報処理装置及びプログラム
7日前
株式会社不二越
複合加工機およびツーリング
1か月前
株式会社不二越
スルーフィード式の加工装置
1か月前
株式会社不二越
不等リードラジアスエンドミル
1か月前
株式会社不二越
合金鋼およびそれを用いた機械部品
7日前
株式会社不二越
超硬合金およびこれを用いた切削加工用工具
1か月前
株式会社不二越
鉄酸化物膜、合金鋼および鉄酸化物膜形成方法
1か月前
株式会社不二越
皮膜付き軸受およびこれに用いられるしゅう動皮膜剤
14日前
株式会社不二越
鉄酸化物膜、鉄酸化物膜被覆部材、鉄酸化物膜被覆部材用合金鋼および鉄酸化物膜被覆部材の製造方法
13日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め装置
14日前
株式会社FUJI
工作機械
18日前
株式会社FUJI
工作機械
6日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
トヨタ自動車株式会社
接合方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ