TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002281
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102347
出願日
2023-06-22
発明の名称
鍛造装置
出願人
株式会社プロテリアル
代理人
主分類
B21J
13/02 20060101AFI20241226BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鍛造中の上型のずれを抑制できて、かつ、このための仕組みを簡単に準備できる鍛造装置の提供。
【解決手段】固定された下型と、この下型に対峙した上型とを有し、この下型に載置した素材を上記の上型で鍛造して鍛造材を得る鍛造装置において、
この鍛造装置は、更に、上記の下型に設置され、上記の下型の固定された位置から上記の上型の上下に移動可能な位置までの高さの範囲に亘って上記の上型の側面を覆う筒状体を有し、
上記の筒状体は、これの内面を上記の上型の側面が上下に摺動する上型ガイド構造であるとともに、この筒状体と上記の下型との設置面がインロー構造であり、
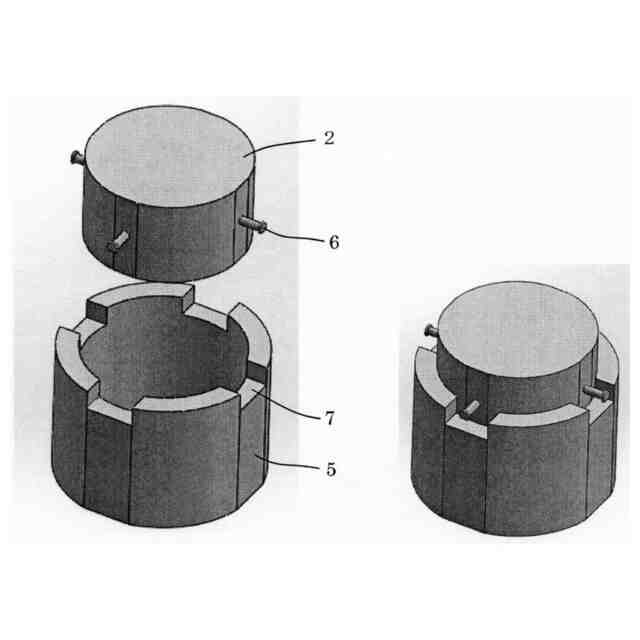
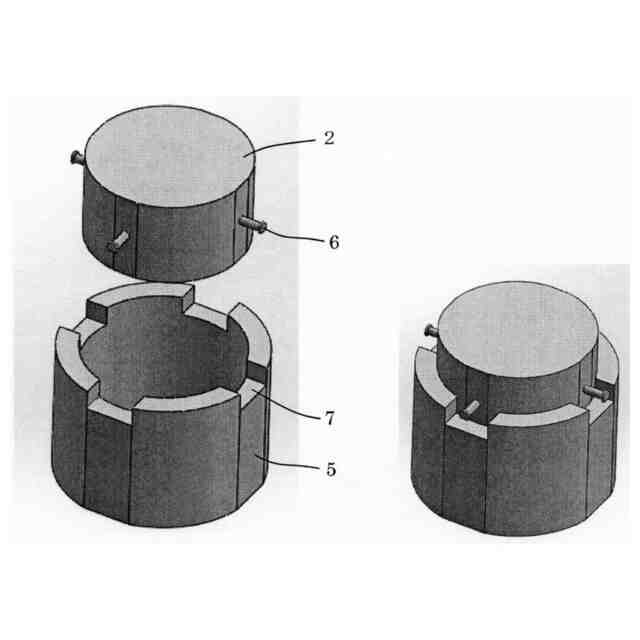
上記の上型の側面が突起部を有するとともに、鍛造中のこの上型が上下に移動するときの上記の突起部が当たる上記の筒状体の位置に、この筒状体の上端に開放した切欠き溝であり、かつ、鍛造中の上記の突起部が最下位置にあるとき以上の深さの切欠き溝が形成されている、鍛造装置。
【選択図】図4
特許請求の範囲
【請求項1】
固定された下型と、該下型に対峙した上型とを有し、前記下型に載置した素材を前記上型で鍛造して鍛造材を得る鍛造装置において、
前記鍛造装置は、更に、前記下型に設置され、前記下型の固定された位置から前記上型の上下に移動可能な位置までの高さの範囲に亘って前記上型の側面を覆う筒状体を有し、
前記筒状体は、該筒状体の内面を前記上型の側面が上下に摺動する上型ガイド構造であるとともに、該筒状体と前記下型との設置面がインロー構造であり、
前記上型の側面が突起部を有するとともに、鍛造中の前記上型が上下に移動するときの前記突起部が当たる前記筒状体の位置に、該筒状体の上端に開放した切欠き溝であり、かつ、鍛造中の前記突起部が最下位置にあるとき以上の深さの切欠き溝が形成されていることを特徴とする、鍛造装置。
続きを表示(約 100 文字)
【請求項2】
前記突起部が前記上型の側面の対抗する位置にあるとともに、前記筒状体の切欠き溝が前記突起部の位置に相当する位置に形成されていることを特徴とする、請求項1に記載の鍛造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、下型に載置した素材を上型で鍛造して鍛造材を得る鍛造装置に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
鍛造は、例えば、そのときの鍛造温度に応じて冷間鍛造や温間鍛造、熱間鍛造等に種類別けされ、また、そのときの鍛造材の形状に応じて型打鍛造や自由鍛造、据込鍛造等に種類別けされる。そして、このような鍛造に用いられる鍛造装置は、一般的に、固定された下型と、この下型に対峙した上型とを有して、この下型に載置した素材を上記の上型で鍛造して鍛造材を得る構造でなる(特許文献1、2)。
【先行技術文献】
【特許文献】
【0003】
特開2006-021213号公報
特開2016-052673号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記の鍛造装置で鍛造を行うとき、下型に載置した素材に向けて下降中の上型がずれないように、この上型を誘導案内するガイドが用いられてきた。例えば、上記の特許文献1、2では、「パンチが上下スライド自在に挿通するガイド孔を有するパンチガイド」が提案されている。そして、特許文献2では、このパンチガイド自身がずれないように、「下型ダイスの上面に位置決め用凸部を有し、上記のパンチガイド下面に上記の位置決め用凸部が噛合する位置決め用凹部を有する鍛造金型装置」が提案されている。しかし、例えば、素材がニッケル合金やチタン合金といった高強度材であったり、これらの素材が大型化して鍛造中の変形荷重が大きくなったりすると、鍛造装置や金型も大型化される。そして、このような鍛造として、例えば、鋼塊といった高強度の大型素材を熱間鍛造する場合が考えられるところ、この鍛造を開始する前の準備工程で時間を要すると、加熱した素材の温度が下がる等して、鍛造に不具合が生じる懸念がある。
本発明の目的は、鍛造中の上型のずれを抑制できる仕組みを提案して、かつ、その仕組みを簡単に準備できる鍛造装置を提供することである。
【課題を解決するための手段】
【0005】
本発明は、固定された下型と、この下型に対峙した上型とを有し、この下型に載置した素材を上記の上型で鍛造して鍛造材を得る鍛造装置において、
この鍛造装置は、更に、上記の下型に設置され、上記の下型の固定された位置から上記の上型の上下に移動可能な位置までの高さの範囲に亘って上記の上型の側面を覆う筒状体を有し、
上記の筒状体は、この筒状体の内面を上記の上型の側面が上下に摺動する上型ガイド構造であるとともに、この筒状体と上記の下型との設置面がインロー構造であり、
上記の上型の側面が突起部を有するとともに、鍛造中のこの上型が上下に移動するときの上記の突起部が当たる上記の筒状体の位置に、上記の筒状体の上端に開放した切欠き溝であり、かつ、鍛造中の上記の突起部が最下位置にあるとき以上の深さの切欠き溝が形成されている、鍛造装置である。
【0006】
そして、好ましくは、上記の突起部が、上記の上型の側面の対抗する位置にあるとともに、上記の筒状体の切欠き溝が上記の突起部の位置に相当する位置に形成されている、鍛造装置である。
【発明の効果】
【0007】
本発明であれば、鍛造中の上型を精度よく下型の適正な位置に誘導できる。そして、この鍛造を行なうにあたり、鍛造前の準備工数を削減できる。
【図面の簡単な説明】
【0008】
従来の鍛造装置について、その断面の一例を示す模式図である。
本発明の鍛造装置について、その断面の一例を示す模式図である。
本発明の別の鍛造装置について、その断面の一例を示す模式図である。
本発明の鍛造装置について、それが有する上型および筒状体の詳細の一例を示す模式図である。
【発明を実施するための形態】
【0009】
(1)本発明の鍛造装置は、「固定された下型と、この下型に対峙した上型とを有し、この下型に載置した素材を上記の上型で鍛造して鍛造材を得る鍛造装置」である。
まず、この構成について、図1を例に説明する。図1は、固定された下型1と、この下型1に対峙した、上下に移動可能な上型2とを有する鍛造装置0の断面を示したものである。つまり、この下型1に載置した素材3を上記の上型2で鍛造して鍛造材4を得ることができる。そして、一具体的には、加熱した円柱状の素材3を、その上面より圧縮成形して、略樽(バレル)形状の鍛造材4に熱間据込鍛造するものである。
【0010】
図1において、鍛造を開始する前の上型2は、素材3の上面に接した位置(最上位置と言う。)に待機している。あるいは、鍛造を開始する前の上型2は、素材3の上面から上方に離れた位置に待機していてもよい。次に、鍛造を開始すると、上型2は下型1に向けて下降して素材3の上面を圧縮し、素材3が所定の高さの鍛造材4に圧縮成形されるまで鍛造を行う。そして、この圧縮成形が終了した時点で、上型2の下降は停止して、この上型2が鍛造材4の上面に接した位置(最下位置と言う。)で鍛造が終了する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
6か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社アマダ
曲げ金型
29日前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス装置
4か月前
株式会社西田製作所
パンチャーヘッド
4か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス金型
8日前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社トラバース
パンチング加工装置
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社TMEIC
監視装置
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
株式会社三明製作所
転造装置
29日前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社不二越
転造加工用平ダイス
5か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニプレス株式会社
プレス加工装置
1か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社TMEIC
制御システム
3か月前
本田技研工業株式会社
鍛造用金型
6か月前
東京精密発條株式会社
金属板の曲げ加工装置
18日前
株式会社TMEIC
誘導加熱装置
3か月前
株式会社アマダ
プレスブレーキ
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































