TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002670
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102991
出願日
2023-06-23
発明の名称
金型装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
37/10 20060101AFI20241226BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】短時間でガイドブッシュを設置できる金型装置を提供する。
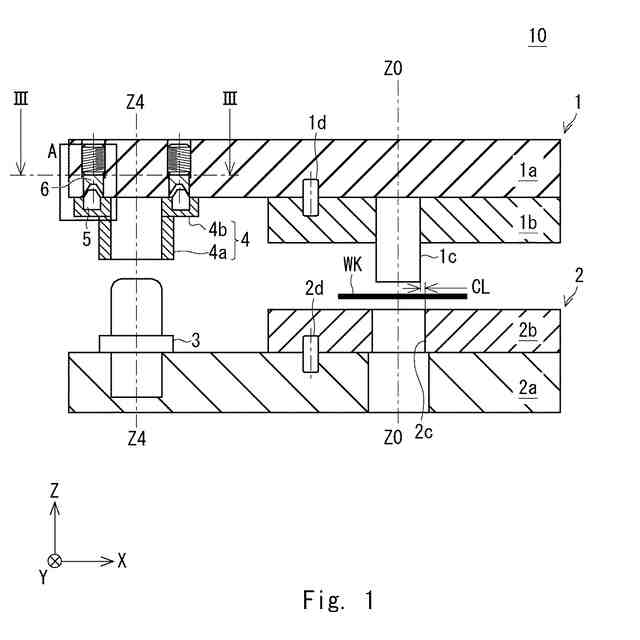
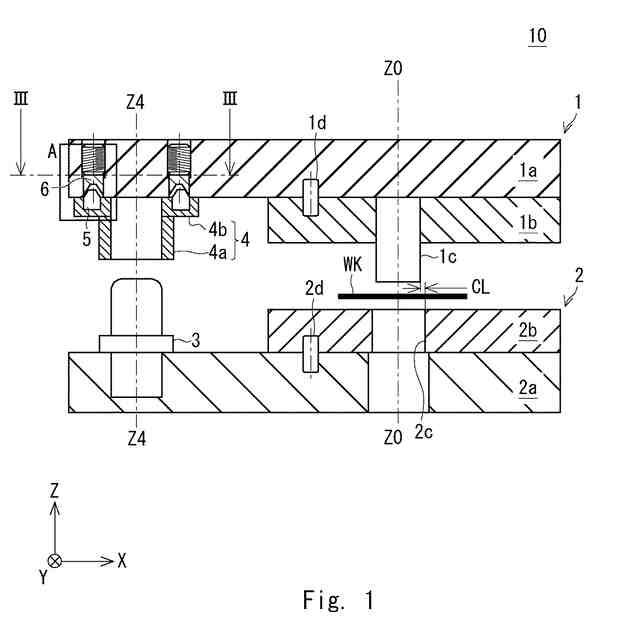
【解決手段】本開示に係る金型装置10は、上型1と、下型2と、下型2及び上型1の一方に設けられたガイドポスト3と、下型2及び上型1の他方に設けられたガイドブッシュ4とを備える。下型2及び上型1の他方は、ガイドブッシュ4のフランジ4bと接触する接触面1eを有する。上型1と下型2とは、ガイドポスト3及びガイドブッシュ4によって案内され、相対的に移動可能である。金型装置10は、接触面1eに設けられた少なくとも3つのテーパ部6と、ガイドブッシュ4のフランジ4bに設けられ、テーパ部6に面接触可能な形状を有する少なくとも3つのテーパピン5とを備える。上型1と下型2とが相対的に移動して、ガイドブッシュ4の位置合わせを行う。
【選択図】図1
特許請求の範囲
【請求項1】
上型と、
下型と、
前記下型及び前記上型の一方に設けられたガイドポストと、
前記下型及び前記上型の他方に設けられたガイドブッシュと、を備え、
前記下型及び前記上型の他方は、前記ガイドブッシュのフランジと接触する接触面を有し、
前記上型と前記下型とは、前記ガイドポスト及び前記ガイドブッシュによって案内され、相対的に移動可能な金型装置であって、
前記接触面に設けられた少なくとも3つのテーパ部と、
前記ガイドブッシュのフランジに設けられ、前記テーパ部に面接触可能な形状を有する少なくとも3つのテーパピンと、を備え、
前記上型と前記下型とが相対的に移動して、前記ガイドブッシュの位置合わせを行い、前記テーパ部と前記テーパピンとが偏芯したまま、前記ガイドブッシュは前記下型及び前記上型の他方に設置される、
金型装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は金型装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1に開示の装置は、固定金型と、可動金型とを備える。固定金型は、ガイドピンが固定される。可動金型は、ガイドブッシュが装着された装着孔を有する。可動金型は、ガイドピン及びガイドブッシュに案内されて、固定金型に対して相対移動する。特許文献1に開示の装置の製造方法では、可動金型及び固定金型を位置決めして重ね合わせた後、装着孔の内壁とガイドブッシュの外周面との間の隙間に接着剤を充填して固める。これによって、ガイドブッシュを可動金型に固定する。
【先行技術文献】
【特許文献】
【0003】
特開平11-300435号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本願発明者は、以下の技術的な課題を発見した。
このような装置では、ガイドブッシュを可動金型に固定するために、可動型の装着孔の内壁とガイドブッシュの外周面との間の隙間に接着剤を充填して固める必要がある。この隙間は小さいため、接着剤の充填は容易でない。また、接着剤の固化は時間を要する。
【0005】
本開示は、上述した課題を鑑みてなされたものであり、ガイドブッシュを短時間で容易に設置できる金型装置を提供するものである。
【課題を解決するための手段】
【0006】
本開示に係る金型装置は、
上型と、
下型と、
前記下型及び前記上型の一方に設けられたガイドポストと、
前記下型及び前記上型の他方に設けられたガイドブッシュと、を備え、
前記下型及び前記上型の他方は、前記ガイドブッシュのフランジと接触する接触面を有し、
前記上型と前記下型とは、前記ガイドポスト及び前記ガイドブッシュによって案内され、相対的に移動可能な金型装置であって、
前記接触面に設けられた少なくとも3つのテーパ部と、
前記ガイドブッシュのフランジに設けられ、前記テーパ部に面接触可能な形状を有する少なくとも3つのテーパピンと、を備え、
前記上型と前記下型とが相対的に移動して、前記ガイドブッシュの位置合わせを行い、前記テーパ部と前記テーパピンとが偏芯したまま、前記ガイドブッシュは前記下型及び前記上型の他方に設置される。
【発明の効果】
【0007】
本開示によれば、ガイドブッシュを短時間で容易に設置できる。
【図面の簡単な説明】
【0008】
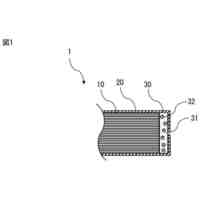
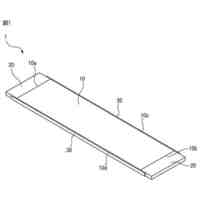
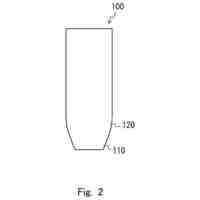
実施の形態1に係る金型装置を示す断面図である。
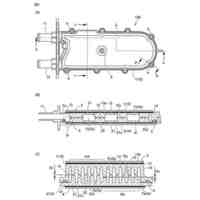
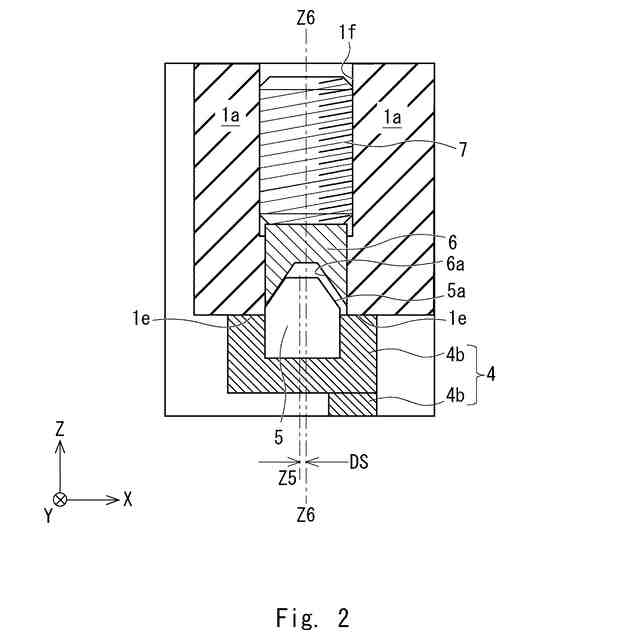
実施の形態1に係る金型装置の領域Aを拡大した断面図である。
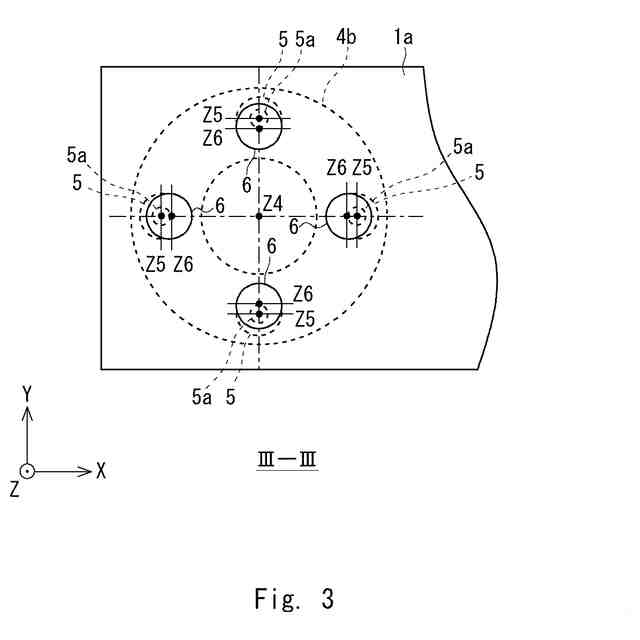
実施の形態1に係る金型装置の要部の切断線III-IIIにおける断面図である。
【発明を実施するための形態】
【0009】
以下、本発明を適用した具体的な実施形態について、図面を参照しながら詳細に説明する。ただし、本発明が以下の実施形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。
【0010】
<実施の形態1>
図1~図3を参照して実施の形態1について説明する。図1は、実施の形態1に係る金型装置を示す断面図である。図2は、図1に示す金型装置の領域Aを拡大した断面図である。図3は、図1に示す金型装置の要部の切断線III-IIIにおける断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
方法
3日前
トヨタ自動車株式会社
方法
3日前
トヨタ自動車株式会社
車体
5日前
トヨタ自動車株式会社
電池
19日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
方法
4日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
方法
2日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
椅子
12日前
トヨタ自動車株式会社
電動車
23日前
トヨタ自動車株式会社
電解液
23日前
トヨタ自動車株式会社
加熱器
16日前
トヨタ自動車株式会社
電動車
23日前
トヨタ自動車株式会社
電動機
2日前
トヨタ自動車株式会社
電動車
19日前
トヨタ自動車株式会社
電動車
23日前
トヨタ自動車株式会社
飛行体
9日前
トヨタ自動車株式会社
固定子
17日前
トヨタ自動車株式会社
電磁弁
12日前
トヨタ自動車株式会社
ケース
18日前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
モータ
10日前
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
自動車
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ