TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014850
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117762
出願日
2023-07-19
発明の名称
筒張出部形成方法
出願人
株式会社カネミツ
代理人
個人
,
個人
主分類
B21D
15/06 20060101AFI20250123BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 筒状のものに大きな張出部を設けようとする場合に、その張出部の形状を安定させる。
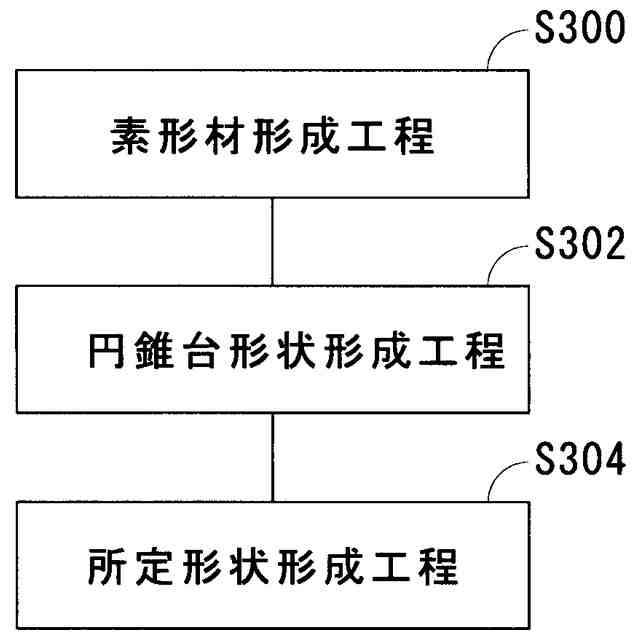
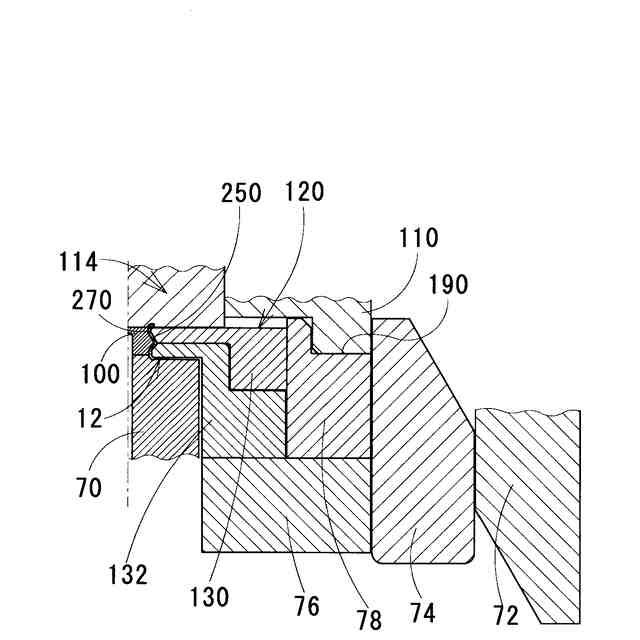
【解決手段】 筒張出部形成方法は、円錐台形状形成工程S302と所定形状形成工程S304とを備える。円錐台形状形成工程S302において、所定形状形成工程S304に先立って円錐台領域250が素形材12の筒状部20の外周に形成される。所定形状形成工程S304において、張出部形成型152の所定の形状の内周面に、筒状部20の外周に形成される円錐台領域250が取り囲まれる。所定形状形成工程S304において、筒状部20の内周面に圧力が加えられ筒状部20が張出部形成型152に押付けられることにより筒状部20に張出部252が形成される。
【選択図】 図1
特許請求の範囲
【請求項1】
筒状部を有する素形材の前記筒状部が張出部形成型に取り囲まれ、前記張出部形成型に取り囲まれた前記筒状部の内周面に圧力が加えられ、前記筒状部の内周面に圧力が加えられることに伴って前記筒状部が前記張出部形成型に押付けられることにより前記筒状部に張出部が形成される所定形状形成工程を備え、
前記張出部形成型には所定の形状の内周面が形成されており、
前記所定形状形成工程において、前記筒状部は前記張出部形成型の前記所定の形状の内周面に押付けられる筒張出部形成方法であって、
前記所定形状形成工程に先立って円錐台領域が前記筒状部の外周に形成される円錐台形状形成工程を前記所定形状形成工程に加えて備え、
前記所定形状形成工程において、前記張出部形成型の前記所定の形状の内周面に、前記筒状部の外周に形成される前記円錐台領域が取り囲まれることを特徴とする筒張出部形成方法。
続きを表示(約 590 文字)
【請求項2】
前記円錐台形状形成工程において、円錐台状の空間を形成する円錐台形状形成型に前記素形材の前記筒状部が取り囲まれ、前記円錐台形状形成型に取り囲まれた前記筒状部の内周面に圧力が加えられ、前記圧力が加えられることに伴って前記筒状部が前記円錐台形状形成型に押付けられることにより、前記円錐台領域が前記筒状部の外周に形成されることを特徴とする請求項1に記載の筒張出部形成方法。
【請求項3】
前記円錐台形状形成工程において、前記筒状部の内部に弾性体が配置され、力を受けて変形した前記弾性体が前記筒状部の内周面に前記圧力を加え、
前記円錐台形状形成工程において、前記筒状部の中心軸方向に沿って前記弾性体が前記力を受け、
前記円錐台形状形成工程において、前記円錐台形状形成型が形成する前記円錐台状の空間が、前記弾性体が前記力を受ける箇所に近づくにつれ窄まるものであることを特徴とする請求項2に記載の筒張出部形成方法。
【請求項4】
前記所定形状形成工程において、前記張出部形成型の前記所定の形状の内周面に前記円錐台領域が取り囲まれる際、前記張出部形成型の前記所定の形状の内周面のうち最も内径が大きい箇所に、前記円錐台領域のうち最も外径が大きい箇所が対向するように配置されることを特徴とする請求項1に記載の筒張出部形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、筒張出部形成方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
特許文献1は、ビード付きパイプのバルジ加工方法を開示する。そのバルジ加工方法は、ダイに管状ワークを挿入し、その管状ワークに内圧をかけてビードを形成するものである。そのダイは、内周面にビード成形面をもち、直径線で分離可能である。そのバルジ加工方法は、第1工程と第2工程とからなる。第1工程において、第1ダイとゴムパンチとによりバルジ加工が施される。第1ダイは、中央部に深いビード成形面をもちその両側に一対の浅いビード成形面をもつ。第2工程において、第2ダイとゴムパンチとが用いられる。第2工程において、各ダイ部片が相互に接近しつつあるときゴムパンチが加圧される。第2ダイは、中央部および両側に深いビード成形面をもち、隣り合うビード成形面相互間および各ビード成形面の中間で分割してなるダイ部片を備える。特許文献1に開示されたバルジ加工方法によれば、通常のプレス機を用いて3山のビードをもつパイプを成形できる。
【先行技術文献】
【特許文献】
【0003】
特開平5-154569号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された発明には、筒状のものに大きな張出部を設けようとする場合に、その張出部の形状を安定させることが困難であるという問題点がある。
【0005】
本発明の目的は、筒状のものに大きな張出部を設けようとする場合に、その張出部の形状を安定させる筒張出部形成方法を提供することにある。
【課題を解決するための手段】
【0006】
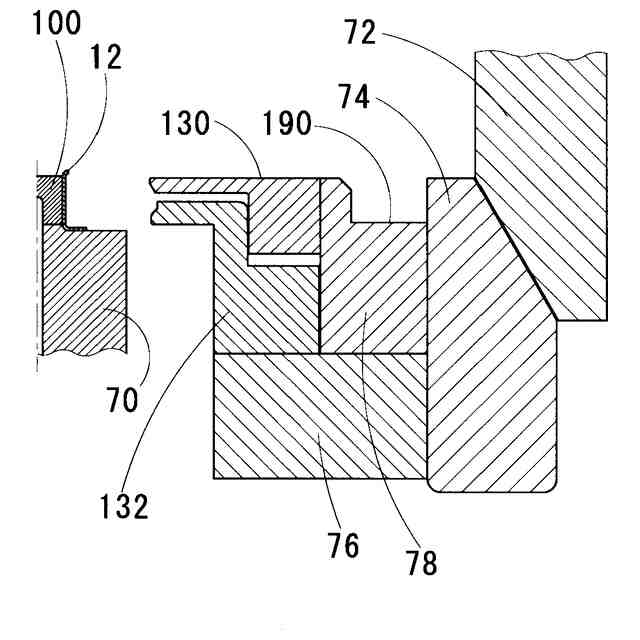
上述された目的を達成するために、本発明のある局面に従うと、筒張出部形成方法は、所定形状形成工程S304を備える。所定形状形成工程S304において、筒状部20を有する素形材12の筒状部20が張出部形成型152に取り囲まれる。所定形状形成工程S304において、張出部形成型152に取り囲まれた筒状部20の内周面に圧力が加えられる。所定形状形成工程S304において、筒状部20の内周面に圧力が加えられることに伴って筒状部20が張出部形成型152に押付けられることにより筒状部20に張出部252が形成される。張出部形成型152には所定の形状の内周面が形成されている。所定形状形成工程において、筒状部20は張出部形成型152の所定の形状の内周面に押付けられる。筒張出部形成方法は、円錐台形状形成工程S302を所定形状形成工程S304に加えて備える。円錐台形状形成工程S302において、所定形状形成工程S304に先立って円錐台領域250が筒状部20の外周に形成される。この場合、所定形状形成工程S304において、張出部形成型152の所定の形状の内周面に、筒状部20の外周に形成される円錐台領域250が取り囲まれる。
【0007】
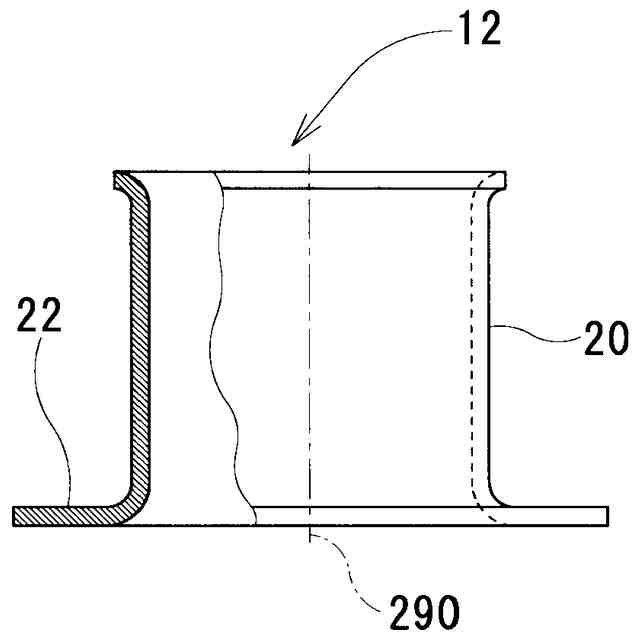
張出部形成型152に取り囲まれた筒状部20の内周面に圧力が加えられるにあたり、円錐台領域250が受ける圧力を筒状部20の中心軸290に沿う方向のものとその中心軸290に直交する方向のものとに分けることができる。これができるので、張出部形成型152に取り囲まれた筒状部20の内周面に圧力が加えられる際、筒状部20の中心軸290に直交する方向についてのその内周面に加えられる圧力は、筒状部20に円錐台領域250が形成されないままの場合に比べ、小さくなる。その圧力が小さくなるので、円錐台領域250においては圧力によって張出部形成型152の中で押し拡げられることが抑制される。このように円錐台領域250を設けることにより、筒状部20のうち他の領域に先立って大きく押し拡げられることが望ましくない領域につき、そのような押し拡げを抑制できる。そのような押し拡げを抑制できる結果、筒状のものに大きな張出部252を設けようとする場合に、その張出部252の形状を安定させ得る。
【0008】
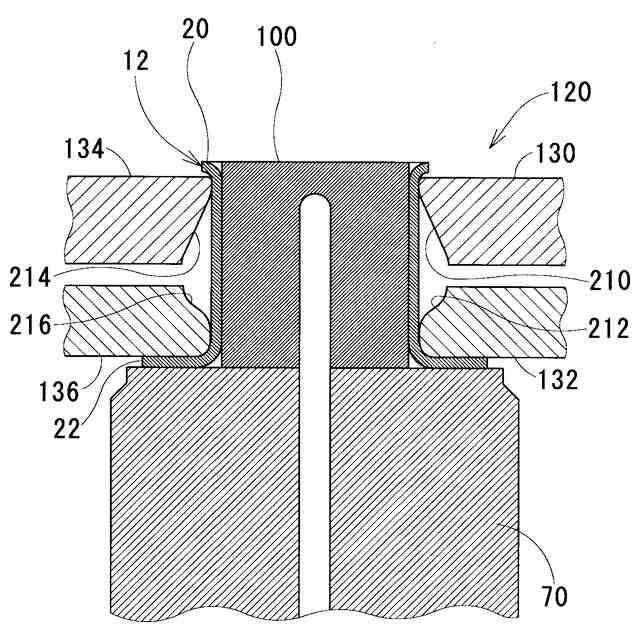
また、上述された円錐台形状形成工程S302において、次に述べられることにより、円錐台領域250が筒状部20の外周に形成されることが望ましい。その一つは、円錐台状の空間を形成する円錐台形状形成型120に素形材12の筒状部20が取り囲まれるというものである。他の一つは、円錐台形状形成型120に取り囲まれた筒状部20の内周面に圧力が加えられるというものである。別の一つは、筒状部20の内周面に圧力が加えられることに伴って筒状部20が円錐台形状形成型120に押付けられるというものである。
【0009】
円錐台領域250が筒状部20の外周に形成されるにあたり、筒状部20の内周面に圧力が加えられることに伴って筒状部20が円錐台形状形成型120に押付けられる。これにより、円錐台領域250の底部にあたる箇所の直径を大きくすることが容易となる。その直径を大きくする際、円錐台領域250の高さすなわち筒状部20の中心軸290方向についての円錐台領域250の一端から他端までの距離を大きくする必要性は大きくない。円錐台領域250の高さが概ね大きくならずその底部にあたる箇所の直径が大きくなると、その直径が大きくない場合に比べて、所定形状形成工程S304において円錐台領域250の内側に圧力が加えられる際、その円錐台領域250は筒状部20の中心軸290方向について大きな分力を受けやすくなる。このように大きな分力を受けると、円錐台領域250はその底部付近が立ち上がるように拡げられることとなる。円錐台領域250の底部付近が立ち上がるように拡げられると、筒状部20がその中心軸290に直交する方向へ膨れるに過ぎない場合と比べて、形成された張出部252のうち特定の箇所が特に薄くなる可能性は低くなる。
【0010】
また、上述された円錐台形状形成工程S302において、筒状部20の内部に弾性体100が配置され、力を受けて変形した弾性体100が筒状部20の内周面に圧力を加えることが望ましい。この場合、円錐台形状形成工程S302において、筒状部20の中心軸290方向に沿って弾性体100が力を受けることが望ましい。この場合、円錐台形状形成工程S302において、円錐台形状形成型120が形成する円錐台状の空間が、弾性体100が力を受ける箇所に近づくにつれ窄まるものであることが望ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
7か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
7か月前
株式会社不二越
NC転造盤
3か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
日伸工業株式会社
プレス加工装置
4か月前
株式会社不二越
NC転造盤
7か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ紡織株式会社
プレス装置
5か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
株式会社アマダ
曲げ加工機
7か月前
日鉄建材株式会社
成形装置
14日前
株式会社トラバース
パンチング加工装置
6か月前
株式会社TMEIC
監視装置
6か月前
トヨタ自動車株式会社
打ち抜き加工装置
今日
株式会社アマダ
曲げ加工機
4か月前
フジテック株式会社
金属棒曲げ工具
16日前
株式会社不二越
転造加工用平ダイス
6か月前
株式会社三明製作所
転造装置
1か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
ユニプレス株式会社
プレス加工装置
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1日前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1日前
ユニオンツール株式会社
転造ダイスセット
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































