TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160729
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2024063485
出願日
2024-04-10
発明の名称
鋼板部材の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
22/20 20060101AFI20251016BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】湾曲部を有する鋼板に対してU曲げ加工を行う際、湾曲部における内壁の成形性に優れた鋼板部材の製造方法を提供する。
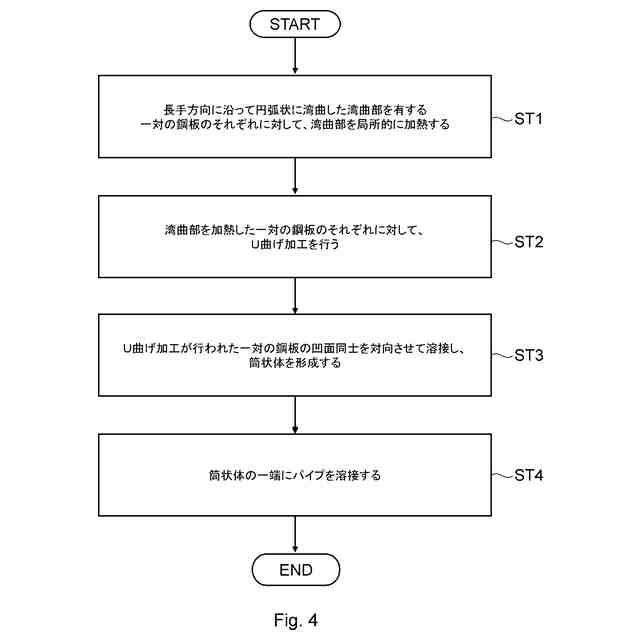
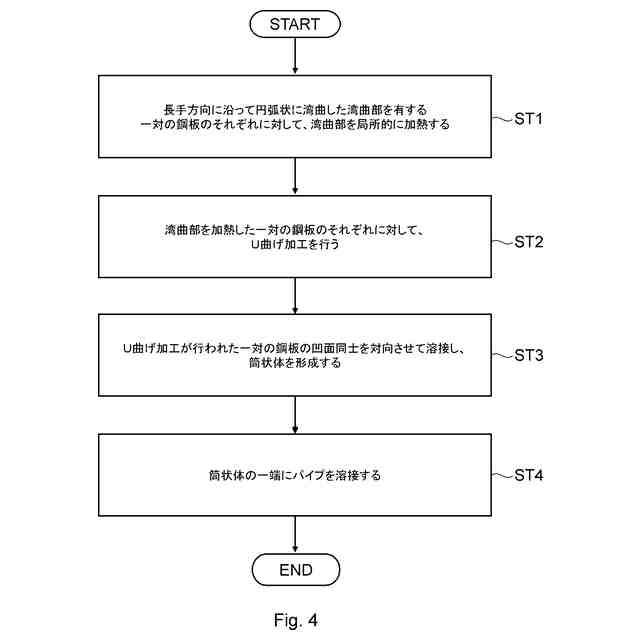
【解決手段】本開示の一態様に係る鋼板部材の製造方法は、長手方向に沿って円弧状に湾曲した湾曲部を有する一対の鋼板のそれぞれに対して、U曲げ加工を行うステップと、U曲げ加工が行われた一対の鋼板の凹面同士を対向させて溶接し、筒状体を形成するステップと、筒状体の一端にパイプを溶接するステップと、を備える。U曲げ加工を行うステップよりも前に、一対の鋼板における湾曲部を局所的に加熱する。
【選択図】図4
特許請求の範囲
【請求項1】
長手方向に沿って円弧状に湾曲した湾曲部を有する一対の鋼板のそれぞれに対して、U曲げ加工を行うステップと、
U曲げ加工が行われた前記一対の鋼板の凹面同士を対向させて溶接し、筒状体を形成するステップと、
前記筒状体の一端にパイプを溶接するステップと、を備え、
前記U曲げ加工を行うステップよりも前に、前記一対の鋼板における前記湾曲部を局所的に加熱する、
鋼板部材の製造方法。
続きを表示(約 310 文字)
【請求項2】
誘導加熱によって、前記湾曲部を局所的に加熱する、
請求項1に記載の鋼板部材の製造方法。
【請求項3】
前記パイプを溶接するステップにおいて、
前記筒状体の一端には、前記一対の鋼板同士の溶接部を跨ぐように、円弧状の切欠部が形成されており、
前記切欠部に前記パイプの側面を嵌め込み、前記パイプの中心軸と前記筒状体の一端の中心軸とが直交するように、前記筒状体の一端に前記パイプを溶接する、
請求項1又は2に記載の鋼板部材の製造方法。
【請求項4】
当該鋼板部材が、トレーリングアームである、
請求項1又は2に記載の鋼板部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼板部材の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1にはトレーリングアームを用いたサスペンションが開示されている。特許文献1にされているように、トレーリングアームの端部にはブッシュを圧入するためのパイプが溶接されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-001898号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
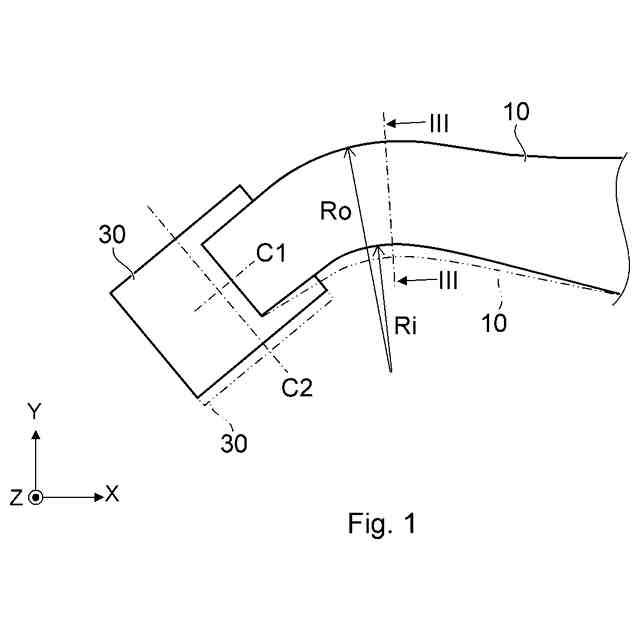
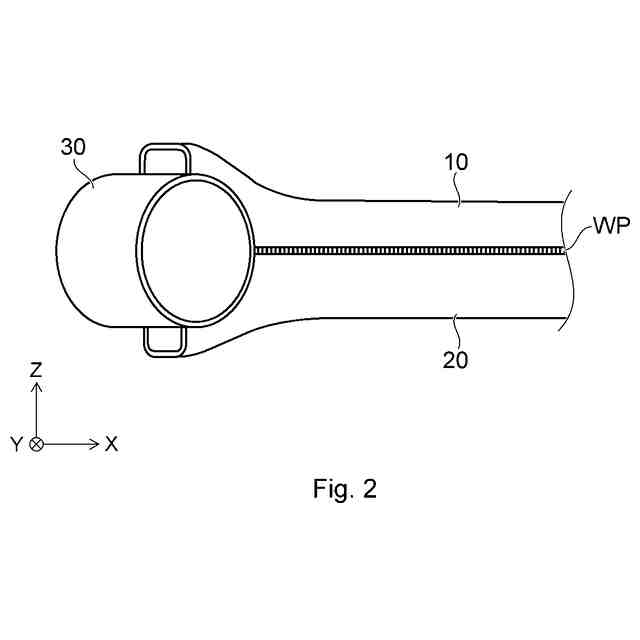
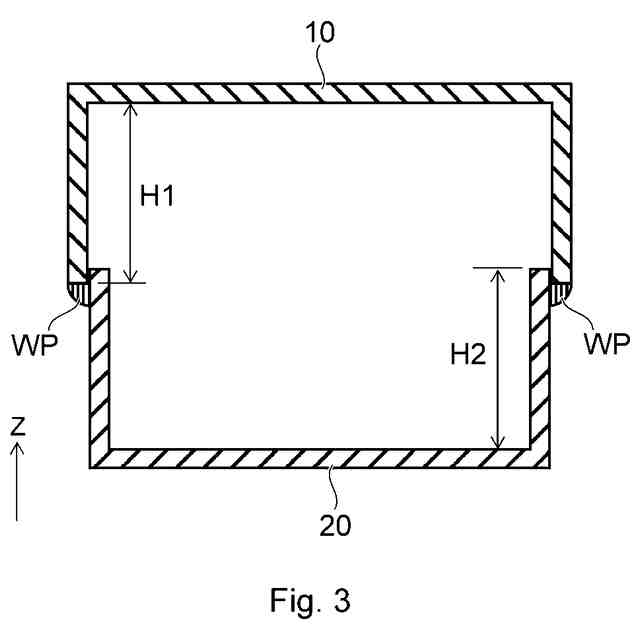
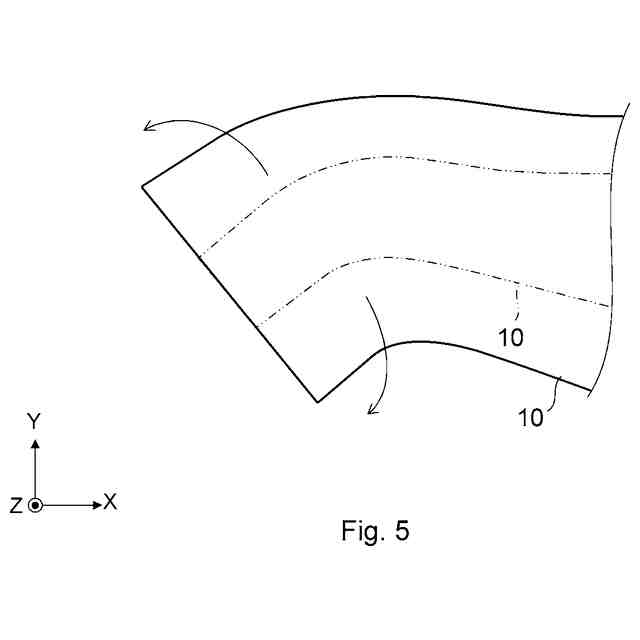
発明者らは、横断面U字状の一対の鋼板の凹面同士を対向させて溶接して筒状体を形成すると共に、当該筒状体の一端に上記パイプを溶接するトレーリングアームの製造方法を検討している。ここで、上記筒状体は長手方向に沿って円弧状に湾曲した湾曲部を有しており、一対の鋼板同士を溶接して筒状体を形成する前に、湾曲部を有する一対の鋼板をそれぞれ横断面U字状に成形する曲げ加工(以下、U曲げ加工)を行う。
【0005】
湾曲部を有する鋼板に対してU曲げ加工を行う際、湾曲部における半径方向内側の側壁(「内壁」と呼ぶ)の曲率半径Riは、半径方向外側の側壁(「外壁」と呼ぶ)の曲率半径Roよりも小さい。そのため、湾曲部における内壁は成形し難く、例えば皺等が発生し易い。また、U曲げ高さHが大きくなると、内壁はより成形し難くなる。すなわち、湾曲部を有する鋼板のU曲げ加工では、H/Riが大きくなる程、湾曲部における内壁の成形が難しくなる。
【0006】
本開示は、このような事情に鑑みなされたものであって、湾曲部を有する鋼板に対してU曲げ加工を行う際、湾曲部における内壁の成形性に優れた鋼板部材の製造方法を提供する。
【課題を解決するための手段】
【0007】
本開示の一態様に係る鋼板部材の製造方法は、
長手方向に沿って円弧状に湾曲した湾曲部を有する一対の鋼板のそれぞれに対して、U曲げ加工を行うステップと、
U曲げ加工が行われた前記一対の鋼板の凹面同士を対向させて溶接し、筒状体を形成するステップと、
前記筒状体の一端にパイプを溶接するステップと、を備え、
前記U曲げ加工を行うステップよりも前に、前記一対の鋼板における前記湾曲部を局所的に加熱する。
【0008】
本発明の一態様に係る鋼板部材の製造方法では、長手方向に沿って円弧状に湾曲した湾曲部を有する一対の鋼板のそれぞれに対して、U曲げ加工を行う前に、前記一対の鋼板における前記湾曲部を局所的に加熱する。そのため、湾曲部を有する鋼板に対してU曲げ加工を行う際、湾曲部における内壁の成形性に優れた鋼板部材の製造方法を提供できる。
【0009】
誘導加熱によって、前記湾曲部を局所的に加熱してもよい。容易な構成によって、湾曲部を局所的に加熱できる。
【0010】
前記パイプを溶接するステップにおいて、前記筒状体の一端には、前記一対の鋼板同士の溶接部を跨ぐように、円弧状の切欠部が形成されており、前記切欠部に前記パイプの側面を嵌め込み、前記パイプの中心軸と前記筒状体の一端の中心軸とが直交するように、前記筒状体の一端に前記パイプを溶接してもよい。
また、当該鋼板部材が、トレーリングアームでもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ