TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160593
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2024063215
出願日
2024-04-10
発明の名称
鋼板部材の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
39/00 20060101AFI20251016BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧入による嵌合長さを確保しつつ、鋼板自体を薄肉化可能な鋼板部材の製造方法を提供する。
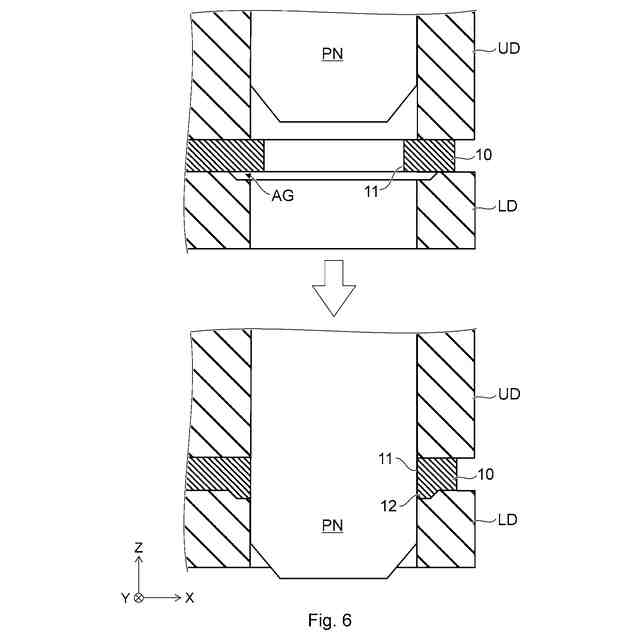
【解決手段】本開示の一態様に係る鋼板部材の製造方法は、打ち抜き加工によって鋼板に形成された貫通孔の周縁部を誘導加熱してひずみを除去する工程と、ひずみが除去された前記周縁部を鍛造によって増肉する工程と、増肉された前記周縁部を有する前記貫通孔にブッシュを圧入する工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
打ち抜き加工によって鋼板に形成された貫通孔の周縁部を誘導加熱してひずみを除去する工程と、
ひずみが除去された前記周縁部を鍛造によって増肉する工程と、
増肉された前記周縁部を有する前記貫通孔にブッシュを圧入する工程と、を備えた、
鋼板部材の製造方法。
続きを表示(約 160 文字)
【請求項2】
前記周縁部のひずみを除去する工程と、ひずみが除去された前記周縁部を増肉する工程と、を繰り返す、
請求項1に記載の鋼板部材の製造方法。
【請求項3】
前記周縁部の誘導加熱の際、当該貫通孔に誘導加熱コイルを挿入する、
請求項1又は2に記載の鋼板部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼板部材の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1に開示されているように、発明者らは、打ち抜き加工によって鋼板に形成した貫通孔の周縁部を誘導加熱によってひずみを除去した後、当該周縁部をバーリング加工する手法を開発した。バーリング加工は、伸びフランジ加工とも呼ばれる。
【先行技術文献】
【特許文献】
【0003】
特開2020-116635号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
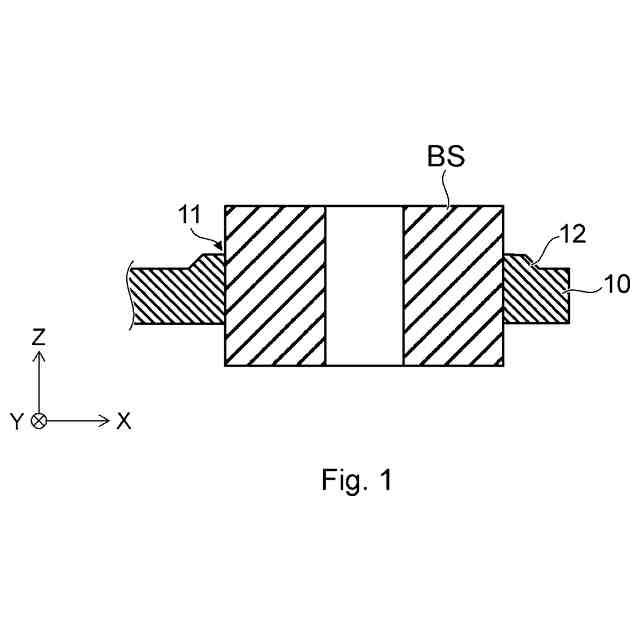
ところで、発明者らは、打ち抜き加工によって鋼板に形成した貫通孔にブッシュが圧入された鋼板部材を開発している。この際、貫通孔を打ち抜く前に、鍛造によって貫通孔の周縁部を増肉させ、圧入による嵌合長さを確保していた。
しかしながら、打ち抜き前の鍛造による増肉には限界があり、嵌合長さを確保するためには、鋼板自体の肉厚も厚くする必要があった。
【0005】
本開示は、このような事情に鑑みなされたものであって、圧入による嵌合長さを確保しつつ、鋼板自体を薄肉化可能な鋼板部材の製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様に係る鋼板部材の製造方法は、
打ち抜き加工によって鋼板に形成された貫通孔の周縁部を誘導加熱してひずみを除去する工程と、
ひずみが除去された前記周縁部を鍛造によって増肉する工程と、
増肉された前記周縁部を有する前記貫通孔にブッシュを圧入する工程と、を備える。
【0007】
本発明の一態様に係る鋼板部材の製造方法では、打ち抜き加工によって鋼板に形成された貫通孔の周縁部を誘導加熱してひずみを除去する工程と、ひずみが除去された前記周縁部を鍛造によって増肉する工程と、を備える。すなわち、ひずみが除去された貫通孔の周縁部を鍛造によって増肉するため、打ち抜き前の鍛造による増肉よりも増肉量を大きくできる。そのため、圧入による嵌合長さを確保しつつ、鋼板自体を薄肉化できる。
【0008】
前記周縁部のひずみを除去する工程と、ひずみが除去された前記周縁部を増肉する工程と、を繰り返してもよい。このような構成によって、貫通孔の周縁部の増肉量をより大きくし、圧入による嵌合長さを確保しつつ、鋼板自体をより薄肉化できる。
【0009】
前記周縁部の誘導加熱の際、当該貫通孔に誘導加熱コイルを挿入してもよい。簡易な構成によって、貫通孔の周縁部を加熱できる。
【発明の効果】
【0010】
本開示により、圧入による嵌合長さを確保しつつ、鋼板自体を薄肉化可能な鋼板部材の製造方法を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る





 特許ウォッチ
特許ウォッチ