TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143755
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043170
出願日
2024-03-19
発明の名称
管外周長測定方法とその装置
出願人
株式会社中田製作所
代理人
個人
主分類
B21C
51/00 20060101AFI20250925BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
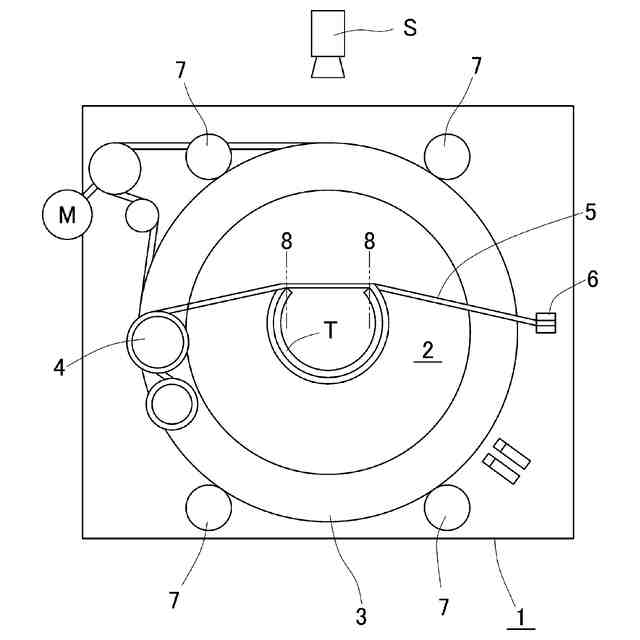
【課題】製管中の素管の外周長を自動測定する。測定装置をライン上に残したまま操業を可能とする。
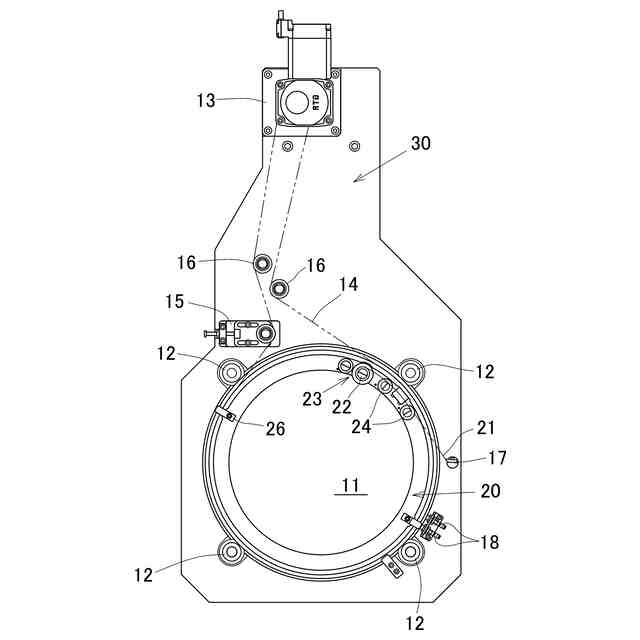
【解決手段】素管/管Tの外周を旋回可能に保持される旋回リング3に、メジャーボビン4を回転自在に取り付ける。メジャーボビン4内のメジャー5の始点を旋回リング3の外周外に固定して、旋回リング3の回転に伴い素管/管Tの外周面にメジャー5を巻き付けるメジャー巻回機能を、前記旋回リング3の保持/旋回駆動機構が有する。メジャー5を素管/管Tの一周以上に巻き付けた状態を外側よりの観測視野にて計測する際に、前記旋回リング3又はメジャーボビン4が素管/管Tの軸方向にメジャー5の幅寸法分移動する。巻き付けたメジャー5が観測視野内で重なる事態を回避する。
【選択図】 図1
特許請求の範囲
【請求項1】
製管中の素管及び/又は溶接後の管(素管/管)の外周長を、素管/管への一周以上のメジャーの巻き付け状態を外側よりの観測視野にて計測する外周長測定方法と装置であり、
素管/管を内包してその外周を旋回可能に保持される旋回リングとその保持/旋回駆動機構を有し、
上記旋回リングに、メジャーを巻き付けて内蔵するメジャーボビンを回転自在に載置し、そのメジャーの始点を旋回リングの外周外に固定して、旋回リングの回転に伴い、素管/管の外周面にメジャーを巻き付け/巻き戻し可能にするメジャー巻回機能を前記保持/旋回駆動機構が有し、
メジャーを素管/管の一周以上の巻き付け時に、前記旋回リング自体又はメジャーボビン自体が、素管/管の管軸方向に少なくともメジャーのテープ幅寸法分移動する管軸方向移動手段を有し、
巻き付けたメジャーが観測視野内で重ならいことを特徴とする外周長測定方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1において、
旋回リング自体の管軸方向移動出段は、旋回リングの外周面と旋回リングの保持機構とのねじ構造の直動機械機構であることを特徴とする外周長測定方法。
【請求項3】
請求項1において、
メジャーボビン自体の管軸方向移動手段は、メジャーボビンの軸支機構に直動機械機構を用いることを特徴とする外周長測定方法。
【請求項4】
請求項1において、
メジャーボビン自体の管軸方向移動手段は、メジャーボビンの旋回リングへの載置機構に直動機械機構を用いることを特徴とする外周長測定方法。
【請求項5】
請求項1において、
観測視野がデジタルカメラによるものであることを特徴とする外周長測定方法。
【請求項6】
製管中の素管及び/又は溶接後の管(素管/管)の外周長を、素管/管への一周以上のメジャーの巻き付け状態を外側よりの観測視野にて計測する外周長測定装置であり、
素管/管を内包してその外周を旋回可能に保持される旋回リングとその保持/旋回駆動機構を有し、
上記旋回リングに、メジャーを巻き付けて内蔵するメジャーボビンを回転自在に載置し、そのメジャーの始点を旋回リングの外周外に固定して、旋回リングの回転に伴い、素管/管の外周面にメジャーを巻き付け/巻き戻し可能にするメジャー巻回機能を前記保持/旋回駆動機構が有し、
メジャーを素管/管の一周以上の巻き付け時に、前記旋回リング自体又はメジャーボビン自体が、素管/管の管軸方向に少なくともメジャーのテープ幅寸法分移動する管軸方向移動手段を有し、
巻き付けたメジャーが観測視野内で重ならいことを特徴とする外周長測定装置。
【請求項7】
請求項6において、
旋回リング自体の管軸方向移動出段は、旋回リングの外周面と旋回リングの保持機構とのねじ構造の直動機械機構であることを特徴とする外周長測定装置。
【請求項8】
請求項6において、
メジャーボビン自体の管軸方向移動手段は、メジャーボビンの軸支機構に直動機械機構を用いることを特徴とする外周長測定装置。
【請求項9】
請求項6において、
メジャーボビン自体の管軸方向移動手段は、メジャーボビンの旋回リングへの載置機構に直動機械機構を用いることを特徴とする外周長測定装置。
【請求項10】
請求項6において、
観測視野がデジタルカメラによるものであることを特徴とする外周長測定装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、例えば、数倍の口径比の鋼管を製造できる冷間ロール成形機にて、製品寸法替えを行う際、ロールの位置調整や成形量が適切であるかを周長管理するため、成形中の素管の外周長を測定できる外周長測定方法とその装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
電縫鋼管の製造には成形ロールスタンドが多数使用されるミルラインで、コイルから巻き戻された帯鋼板が曲げ成形、溶接、絞り成形を経て所要直径の鋼管が製造される。
詳述すると、帯鋼板はブレークダウンBD工程でエッジ曲げから半円状に曲げ成形され、クラスターCL工程で略丸管まで成形され、フィンパスロールFP工程で予定の外周長を有する素管までに成形される。
【0003】
次いで、スクイズロールSQで突合せ溶接にて丸管となし、さらにサイジングロールSZ、タークスヘッドロールTH工程で、所要の口径、真円度、真直度を有する電縫鋼管に仕上げられ、所要管長に切断されて完成する。
【0004】
鋼管口径の変更などで、初期通板を行う際、BD,CL,FP工程に順次帯鋼板を通過させながら各工程の成形ロールの位置調整を行う。 同じ口径で板厚みの変更を行う場合、再度の初期通板は不要であるが、板幅が変更されるため、各スタンドのロール位置調整が必要になる。
【0005】
ロールの位置調整が適正に行われたか否かは、素管の外周長を測定することで確認する、いわゆる周長管理で行われる。すなわち、FP工程以降のスタンドの入側、出側において、素管や溶接管の外周長をスチールテープ製の巻き尺(以下メジャーという)で測定し、所定の絞り量が付加されたかを確認して、ロール位置調整にフィードバックする。
【0006】
外周長の測定方法は、現在も人手でライン停止中の素管や溶接管の外周にメジャーを巻き付けて測定している。
FP工程での初期通板を例に説明すると、所望口径時の成形スケジュールに従い初期のロール位置調整を行い、その後一度素材を通して、外周長測定を行う。
その後再度ロールの位置調整を行い、再度素材を進めて二度目の外周長測定を行い、先のロール位置調整の効果を確認する作業が行われる。過不足があると三度目の外周長測定を繰り返すことになる。
かかる複数回の人手による測定作業に際し、安全性はもちろん稼働率に影響する計測時間、さらには測定精度の再現性が懸念されるところである。
【0007】
一方、測定作業を省力化するものとして、ループを構成するベルト内に溶接したスパイラル鋼管を挿入させて、ベルト・ワイヤをバネやシリンダを用いて張力を与えて、巻き付けたベルト・ワイヤの繰り出された長さを測定する装置が提案されている(特許文献1、2、3)。
【0008】
また、溶接鋼管の管端外周を缶切り具の如く自走するメジャーの巻き付け装置で管外周を一周して、繰り出された巻き尺の長さを外周長として測定する装置が提案されている(特許文献4)。
【0009】
特許文献1、2、3装置は、溶接が完了して次工程へ進められるスパイラル鋼管の外周長を測定するもので、FP工程のような溶接前の造管途中のオンラインで行う周長管理には適しておらず、また、特許文献4は造管後の所要長さに切断された鋼管などの管の測定装置であり、操業中のパイプミルのライン内に配置して置くこともできない。
【先行技術文献】
【特許文献】
【0010】
JPA 1981010203
JPA 1983083207
JPB 1982020561
実開平6-56702
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
12日前
個人
ヘッダー加工機
5か月前
株式会社オプトン
曲げ加工装置
8か月前
株式会社不二越
NC転造盤
8か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社西田製作所
パンチャーヘッド
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
工機ホールディングス株式会社
ニブラ
6か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
7か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社アマダ
曲げ加工機
8か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社TMEIC
監視装置
7か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社吉野機械製作所
プレス機械
5か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
株式会社三明製作所
転造装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
加藤軽金属工業株式会社
押出材の加工装置
8か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
1か月前
株式会社不二越
転造加工用平ダイス
7か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































