TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025176602
公報種別
公開特許公報(A)
公開日
2025-12-04
出願番号
2024082874
出願日
2024-05-21
発明の名称
転造工具ユニット
出願人
オーエスジー株式会社
代理人
個人
,
個人
主分類
B21H
3/04 20060101AFI20251127BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ダイスの芯間の調整が容易な転造工具ユニットを提供する。
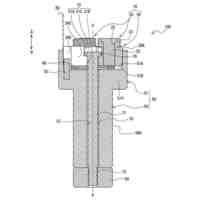
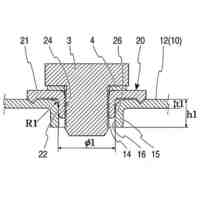
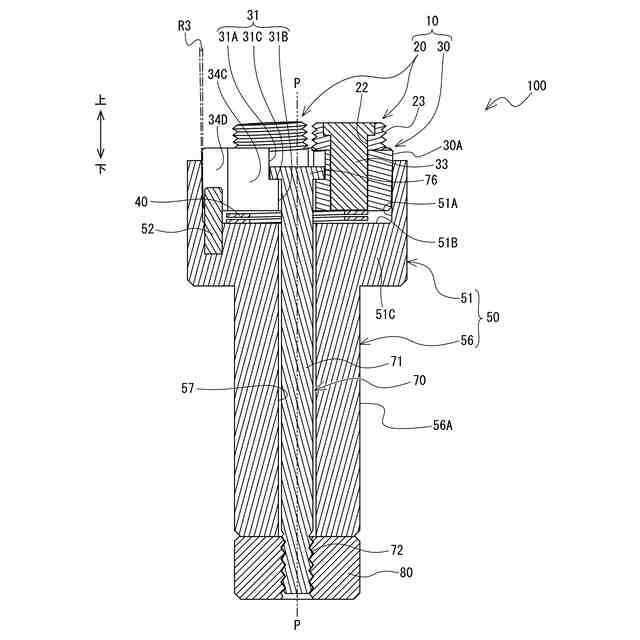
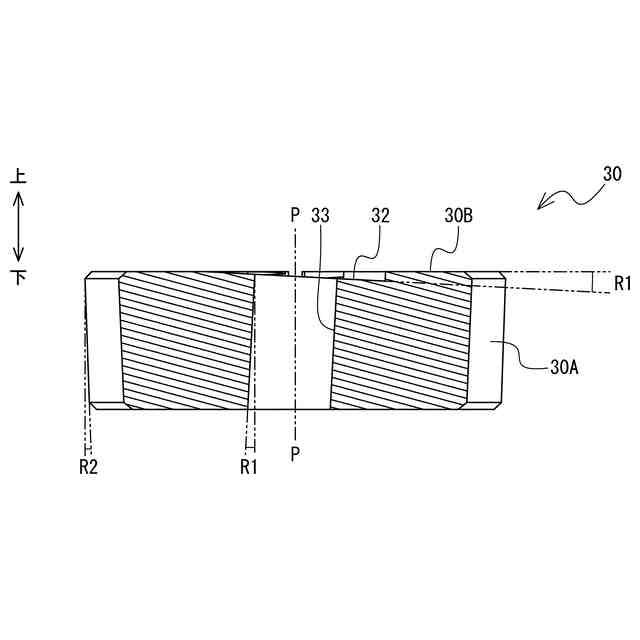
【解決手段】円柱状の台座30は天面に3つのダイス20を保持する。座面間にはスリットが形成されている。連結軸70の連結部76は台座30に連結する。連結軸70に軸部71は連結部76の下方へ棒状に延びる。ホルダ50の保持部51は凹部状で、台座30を保持する。軸部71はホルダ50の貫通孔57内を挿通される。連結軸70が下方に移動すると、台座30は保持部51の凹部内に引き込まれる。保持部51の凹部内周面51Aによって台座30の外周面30Aが径方向内向きに圧縮され、スリット幅が狭くなることにより、ダイス20の芯間が狭くなる。連結軸70が上方に移動すると、台座30は保持部51の凹部から押し出される。凹部内周面51Aによる台座30の外周面30Aの押圧が弱くなり、スリット幅が広がることにより、ダイス20の芯間が広くなる。
【選択図】図6
特許請求の範囲
【請求項1】
被加工物が挿入される挿入孔を有する台座と、
前記台座の前記挿入孔の周囲に配設される複数のダイスと
を有する転造工具と、
前記被加工物の加工装置に取り付ける取付部、および前記取付部に接続し、前記転造工具を保持する保持部を有するホルダと
を備え、
前記挿入孔に挿入される前記被加工物にねじ山を転造する転造工具ユニットであって、
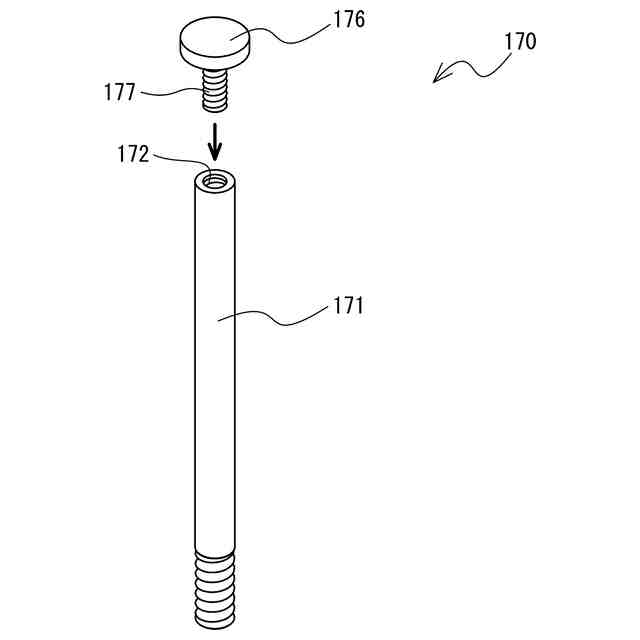
棒状に延びる軸部と、前記軸部の一端部に、前記台座に連結する連結部とを有する連結軸を更に備え、
前記ホルダの前記取付部は、内部を貫通する貫通孔が形成された筒状であり、
前記ホルダの前記保持部は、内周面が底面へ向けてテーパ状に縮径する凹部形状であり、前記底面側において前記取付部の一端に接続し、且つ、前記底面が前記取付部の前記貫通孔に連通しており、
前記連結軸は前記貫通孔内を挿通し、前記連結部が前記保持部内に配置されて、前記台座に連結すること
を特徴とする転造工具ユニット。
続きを表示(約 520 文字)
【請求項2】
前記連結軸の前記軸部の他端部にはねじ山が形成されており、
前記他端部に螺合するナットを備えたこと
を特徴とする請求項1に記載の転造工具ユニット。
【請求項3】
前記台座の外周面は、前記台座を前記保持部に保持した場合の前記保持部の前記底面側へ向けて縮径するテーパ状であること
を特徴とする請求項1に記載の転造工具ユニット。
【請求項4】
前記連結軸の前記軸部と前記連結部は別体に形成され、
前記連結部は前記軸部よりも径方向に大きい鍔状であり、
前記台座の前記挿入孔には、前記連結部に連結する段部が形成され、
前記軸部は、前記連結部が前記段部に配置された状態で、前記貫通孔を介して前記連結に接続されること
を特徴とする請求項1に記載の転造工具ユニット。
【請求項5】
前記ナットまたは前記取付部の一方には、前記ナットと前記取付部との相対的な回転位置を示す目盛りが設けられ、
前記ナットまたは前記取付部の他方には、前記目盛りを指し示す指標が設けられたこと
を特徴とする請求項2に記載の転造工具ユニット。
発明の詳細な説明
【技術分野】
【0001】
本発明は加工装置に取り付けて被加工物にねじ山を転造する転造工具ユニットに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
被加工物が挿入される挿入孔の周囲に複数のダイスを配設した台座を保持部材に保持し、旋盤等の加工装置に取り付けて、被加工物にねじ山を転造する転造工具が知られている。特許文献1に記載の転造工具の台座には、中央の挿入孔からダイスの配設領域間へ向けて径方向に延びるスリットが形成されている。台座は、調整ボルトの締結量によってスリットの間隔が変更され、ダイスの芯間を調整する。保持部材の胴部は凹部形状であり、台座は胴部内に配置される。胴部には円環状の規制部材が台座を押さえるように螺合され、台座が保持部材に保持される。
【先行技術文献】
【特許文献】
【0003】
特願2022-85676号公報
【発明の概要】
【0004】
ダイスの芯間は、規制部材を保持部材から外したうえで、台座を保持部材から外して調整ボルトの締結量を調整する必要があるため、手間がかかった。また、保持部材の胴部に規制部材が螺合されるため、転造時の回転により緩みが生ずると、台座がガタつく可能性があった。
【0005】
本発明の目的は、ダイスの芯間の調整が容易な転造工具ユニットを提供することである。
【0006】
本発明の一態様によれば、被加工物が挿入される挿入孔を有する台座と、前記台座の前記挿入孔の周囲に配設される複数のダイスとを有する転造工具と、前記被加工物の加工装置に取り付ける取付部、および前記取付部に接続し、前記転造工具を保持する保持部を有するホルダとを備え、前記挿入孔に挿入される前記被加工物にねじ山を転造する転造工具ユニットであって、棒状に延びる軸部と、前記軸部の一端部に、前記台座に連結する連結部とを有する連結軸を更に備え、前記ホルダの前記取付部は、内部を貫通する貫通孔が形成された筒状であり、前記ホルダの前記保持部は、内周面が底面へ向けてテーパ状に縮径する凹部形状であり、前記底面側において前記取付部の一端に接続し、且つ、前記底面が前記取付部の前記貫通孔に連通しており、前記連結軸は前記貫通孔内を挿通し、前記連結部が前記保持部内に配置されて、前記台座に連結することを特徴とする転造工具ユニットが提供される。
【0007】
連結軸は取付部の貫通孔に挿通されているので、取付部の他端から連結軸の他端部を引っ張ると、一端部の連結部に連結する台座は保持部の凹部内に引き込まれる。台座はテーパ状の凹部によって径方向内向きに圧縮されるので、複数のダイスの芯間を狭めることができる。取付部の他端から連結軸の他端部を押し込むと、台座は保持部の凹部内から押し出される。台座はテーパ状の凹部による圧縮が緩められるので、複数のダイスの芯間を広げることができる。また、連結軸が台座を保持部に押さえるので、台座のガタつきを抑制することができる。
【0008】
本態様において、前記連結軸の前記軸部の他端部にはねじ山が形成されており、前記他端部に螺合するナットを備えてもよい。ナットを回すことによって、連結軸は台座を保持部の凹部内に引き込んだり、凹部内から押し出したりすることができる。故に転造工具は、複数のダイスの芯間の調整を容易に行うことができる。また、ナットによって連結軸が保持部材に対して固定されるので、台座のガタつきを抑制することができる。
【0009】
本態様において、前記台座の外周面は、前記台座を前記保持部に保持した場合の前記保持部の前記底面側へ向けて縮径するテーパ状であってもよい。台座の外周面と保持部の内周面が同じ向きに縮径するテーパ状であるので、保持部は、連結軸の軸方向への移動に応じた台座の径方向への圧縮および拡張を、より緩やかに行うことができる。故に転造工具は、複数のダイスの芯間の調整を、より精密に行うことができる。
【0010】
本態様において、前記連結軸の前記軸部と前記連結部は別体に形成され、前記連結部は前記軸部よりも径方向に大きい鍔状であり、前記台座の前記挿入孔には、前記連結部に連結する段部が形成され、前記軸部は、前記連結部が前記段部に配置された状態で、前記貫通孔を介して前記連結に接続されてもよい。連結軸の軸部と連結部が別体であるので、転造工具の組み立て時に、予め台座を保持部に配置した状態で連結軸を組み付けることができる。すなわち転造工具は、台座をホルダに組み付ける場合に台座と連結軸を同時に押えながら作業を行わなくてもよいので、容易に組み付けることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
オーエスジー株式会社
転造工具ユニット
7日前
個人
鋼線の連続伸線方法
27日前
個人
ヘッダー加工機
6か月前
株式会社不二越
NC転造盤
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
工機ホールディングス株式会社
ニブラ
7か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社FTS
注入口の形成方法
1日前
日鉄建材株式会社
成形装置
2か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
ユニプレス株式会社
プレス加工装置
4か月前
株式会社吉野機械製作所
プレス機械
5か月前
株式会社三明製作所
転造装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6か月前
フジテック株式会社
金属棒曲げ工具
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
トヨタ紡織株式会社
プレス金型装置
7か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社アマダ
プレスブレーキ
4か月前
株式会社アマダ
皿モミ加工方法
6日前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
株式会社TMEIC
制御システム
5か月前
株式会社アマダ
ビード形成方法
1か月前
東京精密発條株式会社
金属板の曲げ加工装置
3か月前
オーエスジー株式会社
転造工具ユニット
7日前
トヨタ紡織株式会社
パンチ及びプレス金型
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ