TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169570
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2024074376
出願日
2024-05-01
発明の名称
成形品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
22/20 20060101AFI20251107BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】重ねた状態の複数の板材をプレスして、天板部と縦壁部とを有する成形品を得る成形品の製造方法において、プレスの際に板材が曲げ戻される量を低減できるようにする。
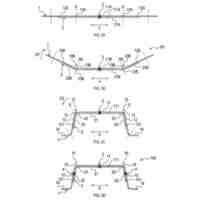
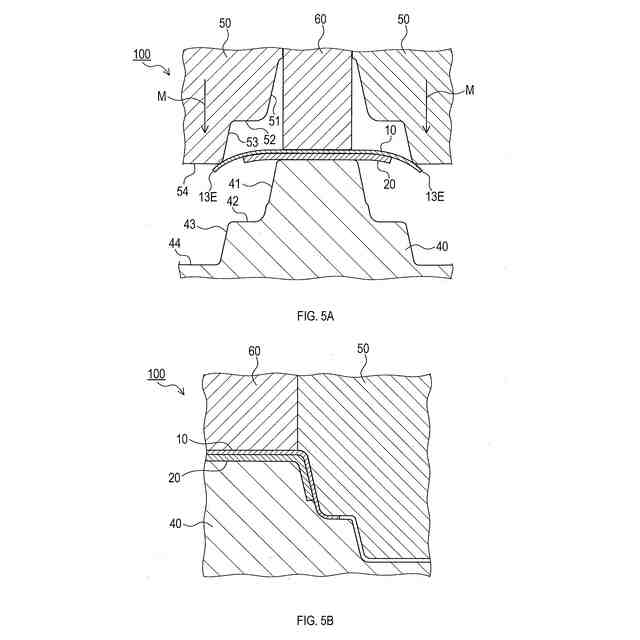
【解決手段】当該製造方法では、接合後の天板相当部を挟持した状態で、金型を移動方向に沿って移動させることで、金型を延出部に触れさせて、複数の板材の縦壁相当部及び延出部を移動方向側に撓ませることを実施する。また、金型が縦壁相当部及び延出部を撓ませた状態で、金型をさらに移動方向に沿って移動させることで、金型によって複数の板材の縦壁相当部を押圧し、天板部及び縦壁部を成形することを実施する。
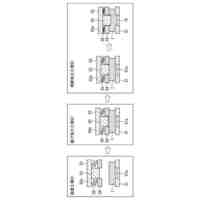
【選択図】図5
特許請求の範囲
【請求項1】
重ねた状態の複数の板材をプレスして、天板部と縦壁部とを有する成形品を得る成形品の製造方法であって、
前記複数の板材として、第1部材と第2部材とが備えられ、
前記第1部材は、成形品の天板部に相当する部位を表す天板相当部、前記成形品の縦壁部の少なくとも一部に相当する部位を表す縦壁相当部、及び延出部、を有し、
前記第2部材は、前記第1部材と重ねられた状態であり、前記天板相当部、及び前記縦壁相当部を有し、
前記複数の板材と平行な任意の平面において、前記縦壁相当部から前記天板相当部に向かう方向を内側、前記縦壁相当部から前記天板相当部とは反対側に向かう方向を外側とし、また、前記第1部材における前記外側の端部を第1端部、前記第2部材における前記外側の端部を第2端部として、
前記第1端部は、前記第2端部よりも前記外側に位置し、
前記延出部は、前記第1部材における前記第1端部から前記第2端部が重なる部位までの領域を示し、
当該製造方法は、前記第1部材側から前記第2部材側に向かう方向を移動方向として、
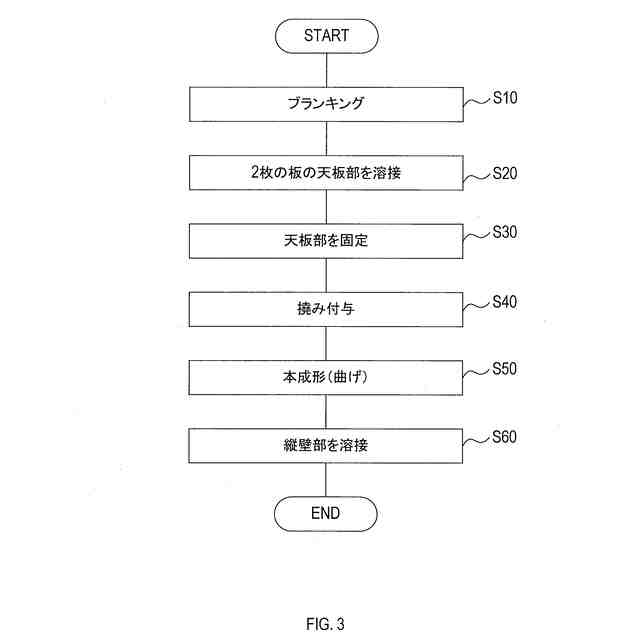
前記第1部材が前記延出部を有するように前記第2部材と重ねられた状態で、前記天板相当部を溶接することによって前記第1部材及び前記第2部材を接合することと、
前記接合後の前記天板相当部を挟持した状態で、金型を前記移動方向に沿って移動させることで前記金型を前記延出部に触れさせて、前記複数の板材の前記縦壁相当部及び前記延出部を前記移動方向側に撓ませることと、
前記金型が前記縦壁相当部及び前記延出部を撓ませた状態で、前記金型をさらに前記移動方向に沿って移動させることで、前記金型によって前記複数の板材の前記縦壁相当部を押圧し、前記天板部及び前記縦壁部を成形することと、
を実施する成形品の製造方法。
続きを表示(約 970 文字)
【請求項2】
請求項1に記載の成形品の製造方法であって、
前記金型は、
前記縦壁部を成形するための縦壁成形部と、
前記縦壁成形部の前記移動方向側の端部よりも前記移動方向側に位置し、前記縦壁成形部よりも前記外側にて、前記移動方向に対する角度が前記縦壁部よりも大きくなる面を有する肩部と、
を備え、
前記撓ませることを実施する際に、前記第2端部が前記肩部よりも前記内側に配置され、前記肩部が前記延出部に触れることで前記複数の板材の前記縦壁相当部及び前記延出部を前記移動方向側に撓ませる
成形品の製造方法。
【請求項3】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記金型は、前記天板部と略水平な複数の面を有する形状であるステップ形状であり、
前記複数の面として、前記移動方向の手前側の第1面、及び前記移動方向の奥側の第2面とを備え、
前記撓ませることを実施する際に、前記第2面が、前記延出部に触れることで前記複数の板材の前記縦壁相当部及び前記延出部を前記移動方向側に撓ませ、
前記天板部及び前記縦壁部を成形する際に、前記第1面が前記延出部に触れることで、前記縦壁部から前記外側に延出するフランジ部を成形する
成形品の製造方法。
【請求項4】
請求項2に記載の成形品の製造方法であって、
前記天板部及び前記縦壁部を成形する際に、前記縦壁部から前記外側に延出するフランジ部は、前記肩部よりも前記内側にて成形完了する
成形品の製造方法。
【請求項5】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記第2部材は、前記第1部材以上の板厚を有する
成形品の製造方法。
【請求項6】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記天板部及び前記縦壁部を成形した後に、前記縦壁部にて前記第1部材及び前記第2部材を溶接すること、
をさらに実施する成形品の製造方法。
【請求項7】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記成形品は、自動車部品である
成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形品の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
例えば、下記特許文献1には、重ねた状態の複数の板材をプレスして成形品を得る技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-192247号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1の技術のように、重ねた状態の複数の板材をプレスして、天板部と縦壁部とを有する成形品を得る場合、曲げられた材料が元に戻ろうとする方向に変形する曲げ戻しによって、複数の板材の間に隙間が生じやすいという課題が見出された。プレス後に複数の板材の間の隙間が大きくなると、その後の溶接や組み付け等の作業の際に、不都合が生じる場合がある。
【0005】
本開示の1つの局面は、重ねた状態の複数の板材をプレスして、天板部と縦壁部とを有する成形品を得る成形品の製造方法において、プレスの際に板材が曲げ戻される量を低減できるようにすることにある。
【課題を解決するための手段】
【0006】
本開示の一態様は、重ねた状態の複数の板材をプレスして、天板部と縦壁部とを有する成形品を得る成形品の製造方法である。成形品の製造方法では、複数の板材として、第1部材と第2部材とが備えられる。
【0007】
第1部材は、天板相当部、縦壁相当部、及び延出部、を有する。天板相当部は、成形品の天板部に相当する部位を表す。縦壁相当部は、成形品の縦壁部の少なくとも一部に相当する部位を表す。第2部材は、天板相当部、及び縦壁相当部を有する。第2部材の天板相当部は、第1部材と重ねられた状態である。
【0008】
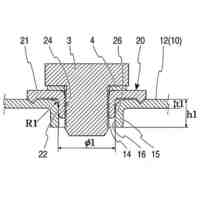
なお、複数の板材と平行な任意の平面において、縦壁相当部から天板相当部に向かう方向を内側、縦壁相当部から天板相当部とは反対側に向かう方向を外側とする。また、第1部材における外側の端部を第1端部、第2部材における外側の端部を第2端部とする。第1端部は、第2端部よりも外側に位置する。延出部は、第1部材における第1端部から第2端部が重なる部位までの領域を示す。
【0009】
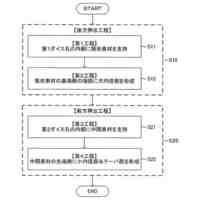
当該製造方法は、第1部材側から第2部材側に向かう方向を移動方向として、第1部材が延出部を有するように第2部材と重ねられた状態で、天板相当部を溶接することによって第1部材及び第2部材を接合することを実施する。また、接合後の天板相当部を挟持した状態で、金型を移動方向に沿って移動させることで、金型を延出部に触れさせて、複数の板材の縦壁相当部及び延出部を移動方向側に撓ませることを実施する。
【0010】
また、金型が縦壁相当部及び延出部を撓ませた状態で、金型をさらに移動方向に沿って移動させることで、金型によって複数の板材の縦壁相当部を押圧し、天板部及び縦壁部を成形することを実施する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
成形品の製造方法
1日前
個人
鋼線の連続伸線方法
28日前
株式会社プロテリアル
熱間鍛造品の製造方法
1日前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社FTS
注入口の形成方法
2日前
日鉄建材株式会社
成形装置
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社アマダ
皿モミ加工方法
7日前
株式会社アマダ
ビード形成方法
1か月前
オーエスジー株式会社
転造工具ユニット
8日前
東陽建設工機株式会社
鉄筋曲機
1か月前
ダイハツ工業株式会社
曲げ加工方法
3日前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
ダイハツ工業株式会社
剪断穴あけ装置
1か月前
銓益盛機械有限公司
転造盤の調整装置
7日前
フタバ産業株式会社
成形品の製造方法
7日前
三菱製鋼株式会社
測定装置及び方法
2か月前
フタバ産業株式会社
成形品の製造方法
28日前
フタバ産業株式会社
成型品の製造方法
28日前
愛知製鋼株式会社
中空シャフト部材の製造方法
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
16日前
株式会社アイシン
金属製筐体の製造方法および押出成型用金型
2か月前
日本製鉄株式会社
鋼矢板の製造方法
2か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
株式会社C&A
柱状構造体の作製方法
2か月前
株式会社アマダ
金型管理装置及び加工機制御装置
1か月前
JFEスチール株式会社
デスケーリング装置
23日前
トヨタ自動車株式会社
プレス加工装置
23日前
日本製鉄株式会社
コイル巻き解き方法
15日前
株式会社富士機械工作所
管体成形装置
7日前
モリマシナリー株式会社
組立体の製造方法
1か月前
株式会社三五
筒状部材の形成方法
1か月前
株式会社ヤマナカゴーキン
鍛造用金型装置
1か月前
中外炉工業株式会社
縦型ルーパにおけるキャリッジの傾き是正装置
15日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ