TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159516
公報種別
公開特許公報(A)
公開日
2025-10-21
出願番号
2024062139
出願日
2024-04-08
発明の名称
鍛造用金型装置
出願人
株式会社ヤマナカゴーキン
代理人
弁理士法人朝日奈特許事務所
主分類
B21J
13/04 20060101AFI20251014BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鍛造時に必要なプレス機の能力が、低くても、十分にワークの鍛造ができる鍛造用金型装置を提供する。
【解決手段】ガイドポスト5がピストン8を有し、このピストン8を、基盤1に固着の油圧バレル部6に、昇降可能に収容して、ガイドポスト5がタイロッド機能を発揮する。
【選択図】図2
特許請求の範囲
【請求項1】
プレス機(P)の下方の基盤(1)と上方のプレスラム(2)との間に設置されるダイセット(Ds)が、上ダイ(11)を有する第1ダイホルダ(3)と、下ダイ(12)を有する第2ダイホルダ(4)と、上記第1ダイホルダ(3)と第2ダイホルダ(4)とを平面視で左右前後に位置ずれしないように保持しつつ上記第1ダイホルダ(3)を昇降案内するガイドポスト(5)とを、具備した鍛造用金型装置に於て、
上記ガイドポスト(5)は、上記基盤(1)に固着の油圧バレル部(6)に昇降可能として収容されたピストン(8)に、連結され、
上記ガイドポスト(5)は、上記第1ダイホルダ(3)と第2ダイホルダ(4)を相互接近させるタイロッド機能を発揮するように構成されている
ことを特徴とする鍛造用金型装置。
続きを表示(約 290 文字)
【請求項2】
上記ガイドポスト(5)による上記タイロッド機能の発揮によって、上記第1ダイホルダ(3)と第2ダイホルダ(4)が相互接近して、上ダイ(11)と下ダイ(12)が閉塞した状態を保ち、かつ、被鍛造ワーク(W)を下ダイ(12)にて保持した状態下で、成形ピン(10)は、その上端部(10A)が、第1ダイホルダ(3)の上面(3A)から突出状態を保ち、
上記プレスラム(2)による押圧プレス力(F
2
)によって、上記突出状態の上記成形ピン(10)の上端部(10A)を下方へ押込み、上記ワーク(W)の鍛造を完了するよう構成した請求項1記載の鍛造用金型装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鍛造用金型装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、ベベルギヤ、CVJインナー、トリポート、スパイダー等の鍛造のために使用されている金型装置は、次のような構成及び作動を行うものであった。
即ち、上下の金型を合わせてキャビティを形成し、成形時に開口しないように閉塞して、その閉塞状態を保ちつつ、金型(キャビティ)内へパンチを圧入して、成形するものが従来公知であった(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第3466445号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の鍛造用金型装置では、上下の金型を閉塞して、その閉塞状態を保つための荷重と、成形用パンチ(金型)を押込むための荷重との合計を、付与する必要があり、成形プレスは、このような両荷重の合計よりも大きい能力を必要とするという問題があった。
特に、自動車業界等では、昨今のEV化に伴って、成型品(部品)が大型化して、成形プレス等の大型化(更新)による設備投資の増加が問題となっている。
【0005】
そこで、本発明は、これらの問題を解決して、成形プレスの大型化を回避し、かつ、能率的に成型品を生産できる鍛造用金型装置を提供することを、目的とする。
【課題を解決するための手段】
【0006】
本発明は、プレス機の下方の基盤と上方のプレスラムとの間に設置されるダイセットが、上ダイを有する第1ダイホルダと、下ダイを有する第2ダイホルダと、上記第1ダイホルダと第2ダイホルダとを平面視で左右前後に位置ずれしないように保持しつつ上記第1ダイホルダを昇降案内するガイドポストとを、具備した鍛造用金型装置に於て;上記ガイドポストは、上記基盤に固着の油圧バレル部に昇降可能として収容されたピストンに、連結され;上記ガイドポストは、上記第1ダイホルダと第2ダイホルダを相互接近させるタイロッド機能を発揮するように構成されている。
【0007】
また、本発明は、上記ガイドポストによる上記タイロッド機能の発揮によって、上記第1ダイホルダと第2ダイホルダが相互接近して、上ダイと下ダイが閉塞した状態を保ち、かつ、被鍛造ワークを下ダイにて保持した状態下で、成形ピンは、その上端部が、第1ダイホルダの上面から突出状態を保ち;上記プレスラムによる押圧プレス力によって、上記突出状態の上記成形ピンの上端部を下方へ押込み、上記ワークの鍛造を完了するよう構成した。
【発明の効果】
【0008】
本発明に係る鍛造用金型装置によれば、ガイドポストは、油圧バレル部内のピストンによるタイロッド機能を発揮する。このタイロッド機能の発揮によって、第1ダイホルダと第2ダイホルダを相互に接近させた状態を維持しつつ、上ダイと下ダイとを上下圧接状態に閉鎖できる。従って、プレス機(のプレスラム)による、上ダイと下ダイとを圧接状態に閉鎖するため荷重を著しく低減できる。
このように、プレス機の(求められる)能力は、キャビティ内でワーク成形に必要な成形ピンを押込む荷重のみで済む。従って、プレス機の大型化(高荷重化)を抑制して、高価格化を、避けることができる。
【図面の簡単な説明】
【0009】
本発明の実施の一形態を示すと共に開放状態の要部断面図である。
ワーク成形途中の状態を示す要部断面図である。
ワーク成形完了時を示した要部断面図である。
図1の状態に対応した油圧回路図である。
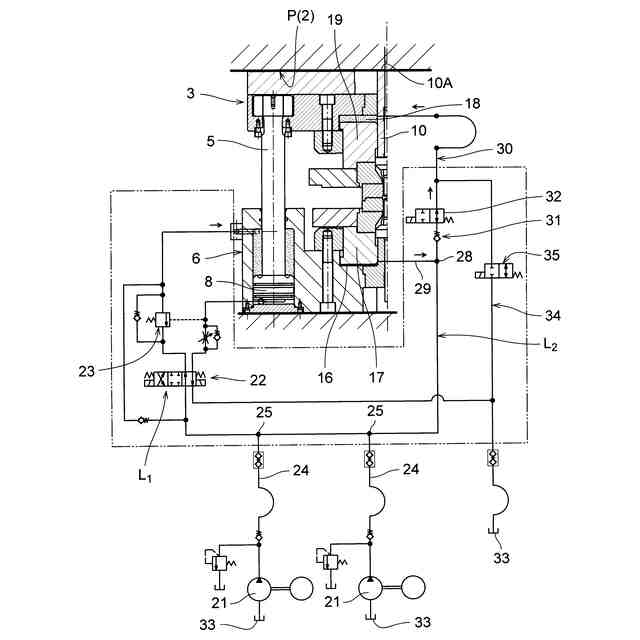
図2の状態に対応した油圧回路図である。
図3の状態に対応油圧回路図である。
【発明を実施するための形態】
【0010】
以下、図示の実施の形態に基づき本発明を詳説する。
図1~図3に於て、Pはプレス機であって、下方の基盤1と上方のプレスラム2を具備する。このプレス機Pの基盤1とプレスラム2との間の空間に、ダイセットDsが(交換自在として)設置される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
工機ホールディングス株式会社
ニブラ
5か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社トラバース
パンチング加工装置
6か月前
日鉄建材株式会社
成形装置
28日前
トヨタ自動車株式会社
打ち抜き加工装置
14日前
株式会社TMEIC
監視装置
6か月前
株式会社三明製作所
転造装置
2か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
ユニプレス株式会社
プレス加工装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
15日前
トヨタ自動車株式会社
鋼板部材の製造方法
15日前
株式会社吉野機械製作所
プレス機械
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
株式会社不二越
転造加工用平ダイス
7か月前
株式会社アマダ
プレスブレーキ
3か月前
株式会社TMEIC
誘導加熱装置
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
株式会社TMEIC
制御システム
4か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































