TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025169569
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2024074375
出願日
2024-05-01
発明の名称
成型品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
19/08 20060101AFI20251107BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】溶接された2つの板材における接合部の割れを抑制しつつ、接合部の形成を容易にすることができる成型品の製造方法を提供する。
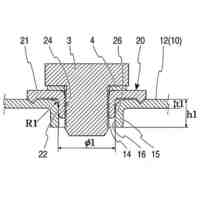
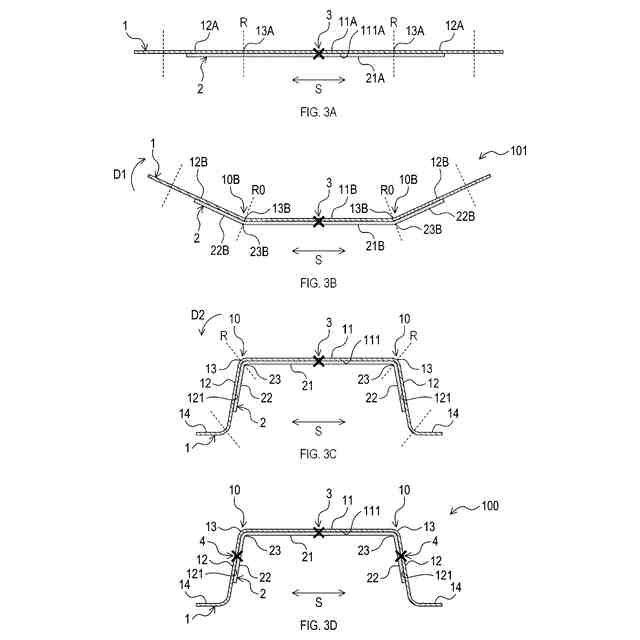
【解決手段】成型品の製造方法は、外側金属板に内側金属板を重ね合わせて溶接し、第1接合部を形成することと、第1接合部の形成後に、1回目のプレスにより外側金属板を内側金属板と共に第1方向へ曲げて、外側金属板に第1面、第2面及び曲げ部を形成することと、を備える。また、当該方法は、1回目のプレス後に、2回目のプレスにより外側金属板を内側金属板と共に第2方向へ曲げて、外側金属板に曲げ部とは反対に曲がる逆曲げ部を形成することを備える。第1接合部は、内側金属板が外側金属板のうち第1面となる領域に溶接された部位である。
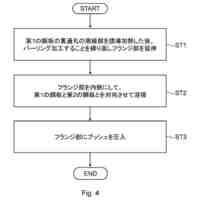
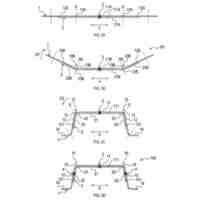
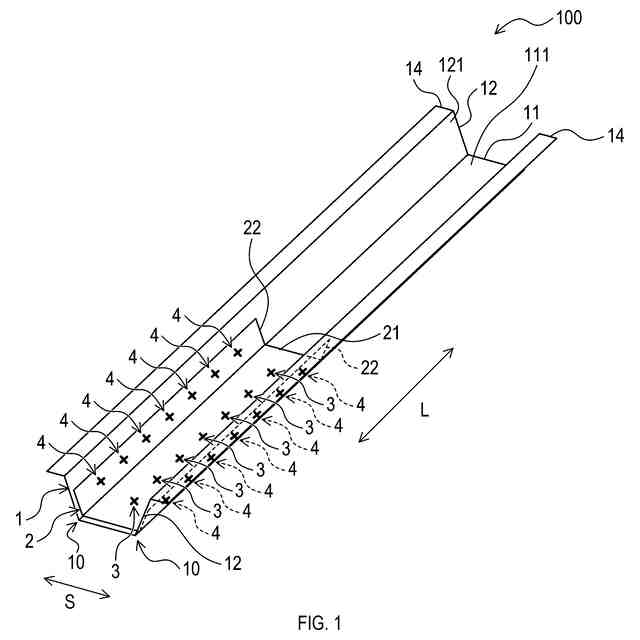
【選択図】図3
特許請求の範囲
【請求項1】
成型品の製造方法であって、
外側金属板に内側金属板を重ね合わせて溶接し、第1接合部を形成することと、
前記第1接合部の形成後に、1回目のプレスにより前記外側金属板を前記内側金属板と共に第1方向へ曲げることと、
前記1回目のプレス後に、2回目のプレスにより、前記外側金属板を前記内側金属板と共に前記第1方向とは反対の第2方向へ曲げることと、
を備え、
前記2回目のプレスでは、第1面と、前記第1面と交差する方向に広がる第2面と、前記第1面と前記第2面とを連結すると共に、前記内側金属板が重ね合わされた曲げ部と、が前記外側金属板に形成され、
前記1回目のプレスでは、前記曲げ部とは反対に曲がる逆曲げ部であって、前記内側金属板が重ね合わされた逆曲げ部が前記外側金属板に形成され、
前記逆曲げ部は、前記外側金属板において、前記曲げ部となる領域と重なるように形成され、
前記内側金属板は、前記1回目のプレス後に前記逆曲げ部の外側に配置され、前記2回目のプレス後に前記曲げ部の内側に配置され、
前記第1接合部は、前記内側金属板が前記外側金属板のうち前記第1面となる領域に溶接された部位である、成型品の製造方法。
続きを表示(約 920 文字)
【請求項2】
請求項1に記載の成型品の製造方法であって、
前記2回目のプレス後に、前記外側金属板と前記内側金属板とを溶接し、前記内側金属板が前記第2面に溶接された部位である第2接合部を形成することを更に備える、成型品の製造方法。
【請求項3】
請求項1又は請求項2に記載の成型品の製造方法であって、
前記内側金属板は、前記1回目のプレス後に前記逆曲げ部に重なる予備カバー部を有し、前記2回目のプレス後に前記曲げ部に重なるカバー部を有し、
前記カバー部は、前記第1面側に位置する第1端部と、前記第2面側に位置する第2端部と、を有し、
前記逆曲げ部は、前記内側金属板のうち前記第1端部となる位置から、前記予備カバー部における前記外側金属板のうち前記第2面となる領域側に位置する端部までの長さが、前記カバー部における前記第1端部から前記第2端部までの長さよりも長くなるように形成される、成型品の製造方法。
【請求項4】
請求項1又は請求項2に記載の成型品の製造方法であって、
前記逆曲げ部は、当該逆曲げ部の第1曲げ角度が、前記曲げ部の第2曲げ角度よりも大きくなるように形成され、
前記第1曲げ角度は、前記第1面、前記曲げ部及び前記第2面が並ぶ方向に沿った断面において、前記外側金属板のうち前記第1面となる領域に略垂直に交差する交差線に対して、前記外側金属板のうち前記第2面となる領域の反対側の領域を構成する予備反対面に沿った第1傾斜線がなす角度であり、
前記第2曲げ角度は、前記断面において、前記交差線に対して、前記外側金属板の前記第2面の反対側の反対面に沿った第2傾斜線がなす角度である、成型品の製造方法。
【請求項5】
請求項1又は請求項2に記載の成型品の製造方法であって、
前記逆曲げ部は、当該逆曲げ部における前記外側金属板のうち前記第1面となる領域側に位置する端部が、前記外側金属板のうち前記曲げ部の前記第1面側の端部となる位置よりも前記外側金属板のうち前記第2面となる領域側に位置するように形成される、成型品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、成型品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
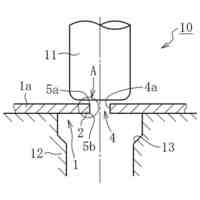
金属板の絞り加工や曲げ加工では、強度を高めるために金属板の基材に補強板(つまりパッチ)を重ねて溶接した上で、プレスが行われる。このような加工では、曲げの内側に配置される補強板と、外側に配置される基材との間に、プレスによる伸び長さの差異が生ずる。その結果、補強板の溶接部分に剪断応力が発生し、割れるおそれがある。
【0003】
ここで、特許文献1には、本体ブランク材と補強ブランク材とを重ねて溶接した後、プレスして、天板部、2つの縦壁部と、天板部と各縦壁部との間に位置する曲げ部と、を有する成型品を製造する方法が開示されている。この製造方法では、プレス前に、本体ブランク材及び補強ブランク材における各縦壁部に相当する部分に、接合部が設けられる。また、溶接前に、曲げの外側に配置される本体ブランク材に、当該接合部の割れを抑制するための凸形状が形成される。そして、当該凸形状が設けられた部位に、曲げ部が形成されるように成型品が製造される。
【先行技術文献】
【特許文献】
【0004】
特開2023-102761号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
溶接された2つの板材における接合部の割れを抑制する別の方法として、例えば、2つの板材において、予め縦板部に相当する部分に接合部を設けずに、天板部に相当する部分のみに接合部を設けてから、2つの板材をプレスした後に、縦壁部に接合部を設ける方法が考えられる。
【0006】
しかしながら、当該別の方法では、プレス後の2つの板材のスプリングバック量の差異により、縦壁部における2つの板材の間に隙間が生じる場合がある。当該隙間が生じる場合、プレス後の縦壁部における2つの板材の溶接が難しくなりやすいという問題があった。
【0007】
本開示の一局面は、溶接された2つの板材における接合部の割れを抑制しつつ、接合部の形成を容易にすることができる成型品の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
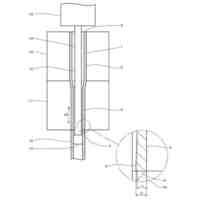
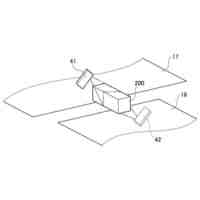
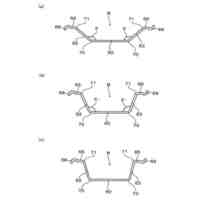
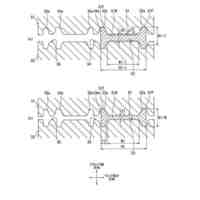
本開示の一態様は、成型品の製造方法である。当該方法は、外側金属板に内側金属板を重ね合わせて溶接し、第1接合部を形成することと、第1接合部の形成後に、1回目のプレスにより外側金属板を内側金属板と共に第1方向へ曲げることと、を備える。また、当該方法は、1回目のプレス後に、2回目のプレスにより、外側金属板を内側金属板と共に第1方向とは反対の第2方向へ曲げることを備える。2回目のプレスでは、第1面と、第1面と交差する方向に広がる第2面と、第1面と第2面とを連結すると共に、内側金属板が重ね合わされた曲げ部と、が外側金属板に形成される。1回目のプレスでは、曲げ部とは反対に曲がる逆曲げ部であって、内側金属板が重ね合わされた逆曲げ部が外側金属板に形成される。逆曲げ部は、外側金属板において、曲げ部となる領域と重なるように形成される。内側金属板は、1回目のプレス後に逆曲げ部の外側に配置され、2回目のプレス後に曲げ部の内側に配置される。第1接合部は、内側金属板が外側金属板のうち第1面となる領域に溶接された部位である。
【0009】
このような構成では、1回目及び2回目のプレスにより外側金属板が内側金属板と共に曲げられて、外側金属板と内側金属板との間に伸び長さの差異が生じても、第1接合部に応力が集中しにくい。また、外側金属板及び内側金属板を第2方向へ曲げる前に、まず第1方向へ曲げられるため、第2方向への曲げにより外側金属板及び内側金属板にスプリングバックが生じても、2回目のプレス後の内側金属板と外側金属板の第2面との間の隙間が低減されやすい。したがって、溶接された2つの金属板における第1接合部の割れを抑制しつつ、内側金属板と外側金属板の第2面との間に形成され得る接合部の形成を容易にすることができる。
【0010】
本開示の一態様は、2回目のプレス後に、外側金属板と内側金属板とを溶接し、内側金属板が第2面に溶接された部位である第2接合部を形成することを更に備えてもよい。
このような構成によれば、2回目のプレスによる外側金属板と内側金属板との間の伸び長さの差異の影響を受けにくい状態で、第2接合部が形成される。このため、当該第2接合部に割れを生じにくくすることができる。また、2回目のプレス後の内側金属板と外側金属板の第2面との間の隙間が低減された状態で、第2接合部が形成される。このため、当該第2接合部の形成が容易である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
28日前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社プロテリアル
熱間鍛造品の製造方法
1日前
株式会社アマダ
曲げ金型
3か月前
株式会社FTS
注入口の形成方法
2日前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
2か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
2か月前
株式会社アマダ
皿モミ加工方法
7日前
東京精密発條株式会社
金属板の曲げ加工装置
3か月前
株式会社アマダ
ビード形成方法
1か月前
オーエスジー株式会社
転造工具ユニット
8日前
トヨタ自動車株式会社
金属部材の製造方法
3か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
3か月前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
3か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2か月前
ダイハツ工業株式会社
曲げ加工方法
3日前
東陽建設工機株式会社
鉄筋曲機
1か月前
トリックス株式会社
セレーションの製造方法
4か月前
ダイハツ工業株式会社
剪断穴あけ装置
1か月前
銓益盛機械有限公司
転造盤の調整装置
7日前
株式会社SIMA.I
転造盤
2か月前
三菱製鋼株式会社
測定装置及び方法
2か月前
フタバ産業株式会社
成型品の製造方法
28日前
フタバ産業株式会社
成形品の製造方法
28日前
フタバ産業株式会社
成形品の製造方法
7日前
株式会社放電精密加工研究所
位置補正情報処理装置
4か月前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
3か月前
愛知製鋼株式会社
中空シャフト部材の製造方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
2か月前
JFEスチール株式会社
H形鋼の製造方法
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ