TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025124216
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020114
出願日
2024-02-14
発明の名称
エルボ製品の製造方法及び装置
出願人
株式会社佐藤製作所
代理人
個人
,
個人
主分類
B21D
51/16 20060101AFI20250819BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】加工工程の低減や加工品質の向上を図りつつ、目的とするエルボ製品を容易に且つ有利に製造し得る方法と装置を提供する。
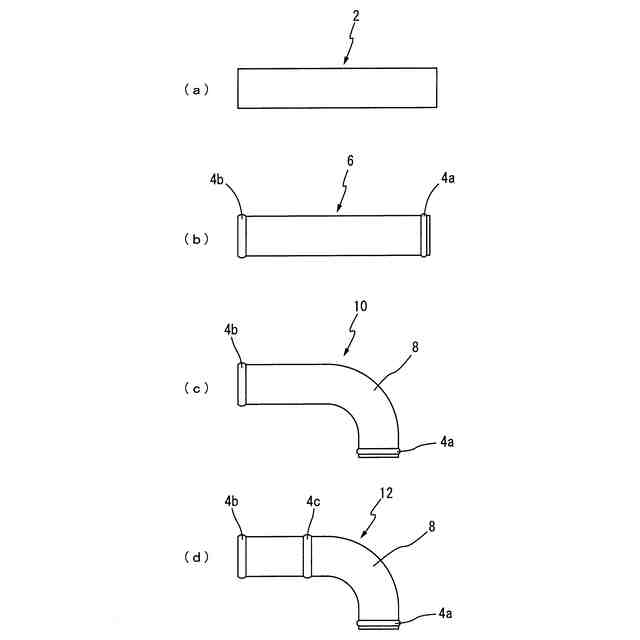
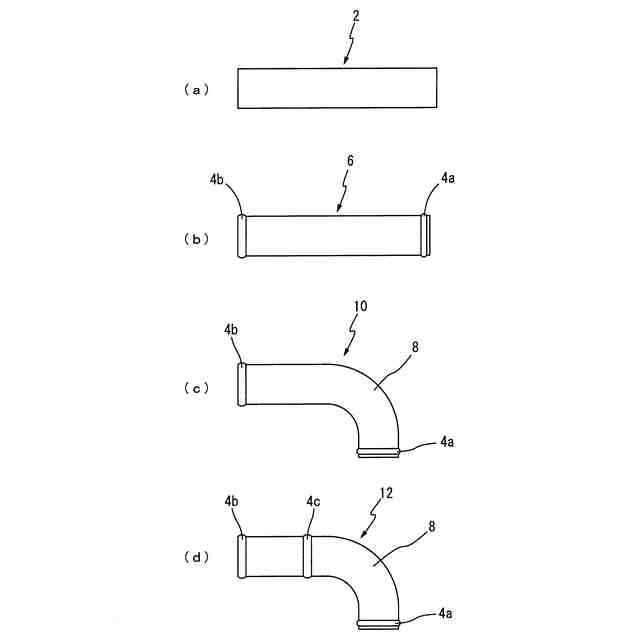
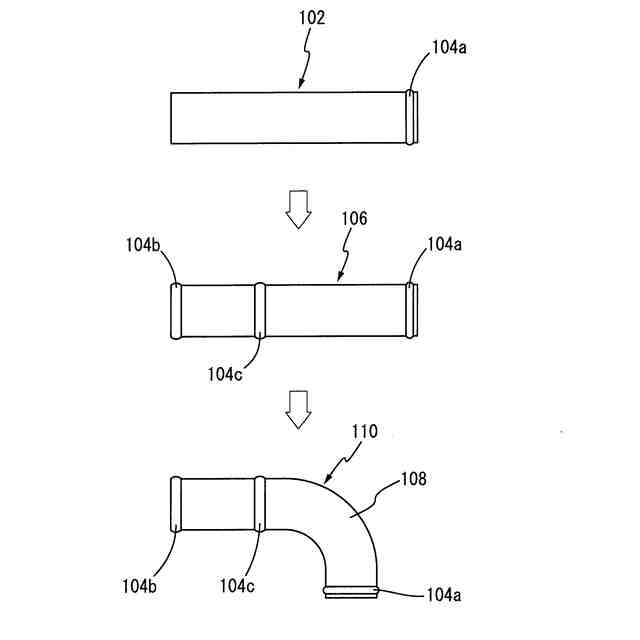
【解決手段】所定長さの直管状のパイプ素材2を準備し、かかるパイプ素材2にプレス加工を施すことによって、パイプ素材2の軸方向両側の端部側部位に第一の環状膨出部4a及び第二の環状膨出部4bをそれぞれ形成して端部加工品6を形成し、その端部加工品6における第一の環状膨出部4aの形成側の部位を曲げ加工して、所定の角度に湾曲せしめられてなる曲管部8を形成した曲げ加工品10を得た後、曲げ加工品10における曲管部8と第二の環状膨出部4bとの間の直管状部位に第三の環状膨出部4cを形成して、目的とするエルボ製品12を製造するようにした。
【選択図】図1
特許請求の範囲
【請求項1】
管体の軸方向の一方の端部側部位に位置して、径方向外方に膨出し且つ周方向に連続して延びる第一の環状膨出部と、管体の軸方向の他方の端部側部位に位置して、径方向外方に膨出し且つ周方向に連続して延びる第二の環状膨出部と、管体の軸方向の中間部位に位置して、径方向外方に膨出し且つ周方向に連続して延びる第三の環状膨出部と、かかる第三の環状膨出部と前記第一の環状膨出部との間に形成された、所定の角度に湾曲せしめられてなる曲管部とを有するエルボ製品を製造する方法にして、
該エルボ製品を与える所定長さの直管状のパイプ素材を準備する工程と、
かかるパイプ素材のプレス加工により、該パイプ素材の軸方向両側の端部側部位に、前記第一及び第二の環状膨出部をそれぞれ形成して、端部加工品を得る工程と、
該端部加工品における前記第一の環状膨出部の形成側の部位を曲げ加工して、所定の角度に湾曲せしめられてなる前記曲管部を形成した曲げ加工品を得る工程と、
該曲げ加工品における前記曲管部と前記第二の環状膨出部との間の直管状部位に、前記第三の環状膨出部を形成する工程と、
を含むことを特徴とするエルボ製品の製造方法。
続きを表示(約 2,400 文字)
【請求項2】
前記パイプ素材のプレス加工が、該パイプ素材を軸方向に押圧して、管壁部位を径方向外方に膨出させることにより、実施され、前記第一及び第二の環状膨出部が、該パイプ素材の軸方向両側の端部側部位に、それぞれ形成されることを特徴とする請求項1に記載のエルボ製品の製造方法。
【請求項3】
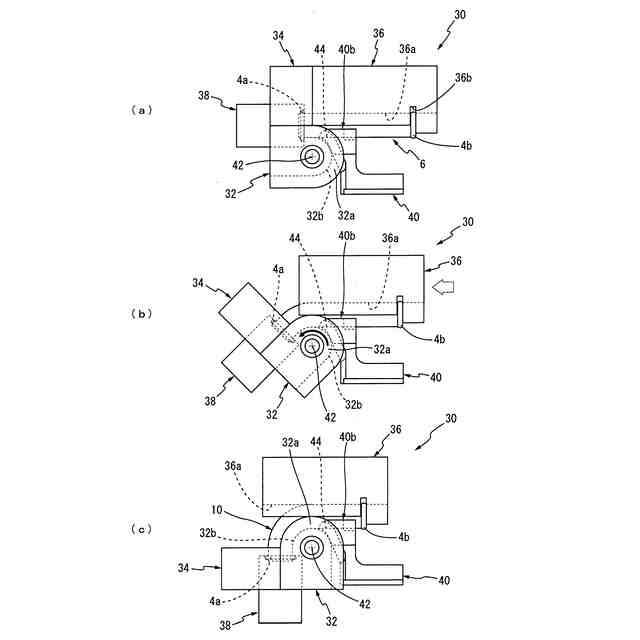
前記端部加工品における前記第一の環状膨出部を含む一方の端部側部位を固定、保持する一方、該端部加工品における前記第二の環状膨出部を含む他方の端部側部位を拘束してなる状態において、該端部加工品における前記第一の環状膨出部と前記第二の環状膨出部との間に位置する曲げ加工部位を曲げ変形せしめつつ、かかる曲げ変形の進行に伴って、該端部加工品を、軸方向に、該曲げ加工部位側に押し込むようにして、前記端部加工品の曲げ加工を実施するようにしたことを特徴とする請求項1に記載のエルボ製品の製造方法。
【請求項4】
半円形状の曲げ加工部と、該曲げ加工部の半円形状の中心に設けた回動軸と、該曲げ加工部の外周面に沿って設けられた半円形断面形状の曲げ加工溝とを有するベンディングフォームを用い、該ベンディングフォームを前記回動軸回りに回動させることにより、前記曲げ加工溝内に導入される前記端部加工品における曲げ加工部位を曲げ変形せしめる一方、かかる曲げ加工部位の曲げ内側部位の外周面形状に対応する受け面を有するワイパー部材を、前記曲げ加工溝と該曲げ加工部位の曲げ内側部位との間に入り込ませて、該ワイパー部材の受け面を該曲げ加工部位の曲げ内側部位に当接せしめ、保持させることにより、該曲げ内側部位におけるシワの発生を阻止するようにしたことを特徴とする請求項3に記載のエルボ製品の製造方法。
【請求項5】
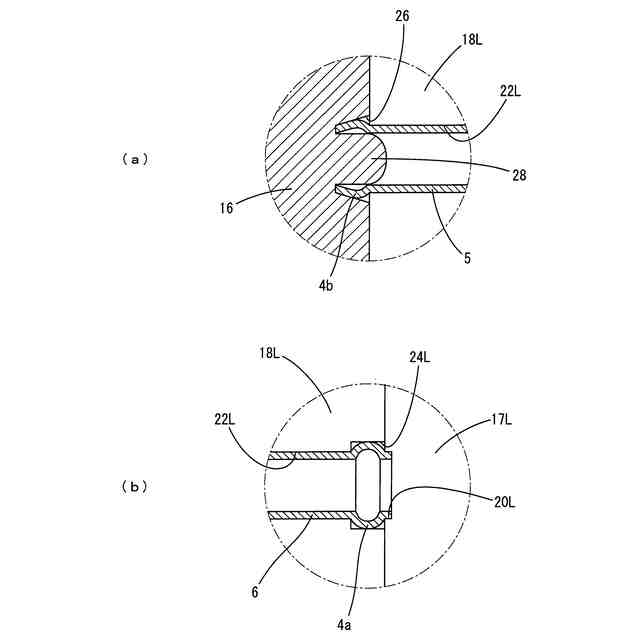
前記第三の環状膨出部が、前記曲げ加工品の管内に挿入、位置せしめたローラ加工部材を回転させつつ、管内面を押圧することにより、管壁を径方向外方に膨出せしめることによって、形成されることを特徴とする請求項1に記載のエルボ製品の製造方法。
【請求項6】
前記エルボ製品が、所定の流体を流通せしめるホースが接続される継手部品であって、該継手部品のホース接続部として、前記曲管部と前記第二の環状膨出部との間の直管状部位が構成されていることを特徴とする請求項1乃至請求項5の何れか1項に記載のエルボ製品の製造方法。
【請求項7】
管体の軸方向の一方の端部側部位に位置して、径方向外方に膨出し且つ周方向に連続して延びる第一の環状膨出部と、管体の軸方向の他方の端部側部位に位置して、径方向外方に膨出し且つ周方向に連続して延びる第二の環状膨出部と、管体の軸方向の中間部位に位置して、径方向外方に膨出し且つ周方向に連続して延びる第三の環状膨出部と、かかる第三の環状膨出部と前記第一の環状膨出部との間に形成された、所定の角度に湾曲せしめられてなる曲管部とを有するエルボ製品を製造する装置にして、
所定長さの直管状のパイプ素材をプレス加工して、該パイプ素材の軸方向両側の端部側部位に、前記第一及び第二の環状膨出部をそれぞれ形成して、端部加工品とするプレス加工装置と、
該端部加工品における前記第一の環状膨出部の形成側の部位を曲げ加工して、所定の角度に湾曲せしめられてなる前記曲管部を形成した曲げ加工品とする曲げ加工装置と、
該曲げ加工品における前記曲管部と前記第二の環状膨出部との間の直管状部位に、前記第三の環状膨出部を形成する膨出部成形装置と、
を含むことを特徴とするエルボ製品の製造装置。
【請求項8】
前記曲げ加工装置が、
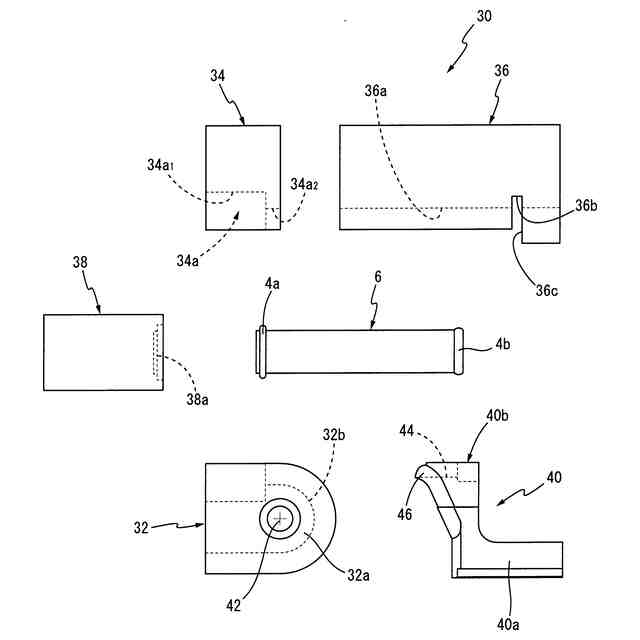
半円形状の曲げ加工部と、該曲げ加工部の半円形状の中心に設けた回動軸と、該曲げ加工部の外周面に沿って設けられた半円形断面形状の曲げ加工溝とを有し、該曲げ加工溝内に導入される、前記端部加工品における前記第一の環状膨出部と前記第二の環状膨出部との間に位置する曲げ加工部位を、前記回動軸回りの回動によって曲げ変形せしめるベンディングフォームと、
かかるベンディングフォームに重ね合わせることにより、該ベンディングフォームとの間において、前記端部加工品における前記第一の環状膨出部を含む一方の端部側部位を挟持して、固定した状態において、該ベンディングフォームと共に回動せしめられるクランプ部材と、
前記端部加工品における曲げ加工部位から前記第二の環状膨出部を含む他方の端部側部位を収容し、かかる他方の端部側部位の端面に当接して、その軸方向の移動を拘束した状態において、該端部加工品の曲げ加工の進行に伴って、該端部加工品をその曲げ加工部位側に軸方向に押し込むようにするプレッシャー部材と、
を有していることを特徴とする請求項7に記載のエルボ製品の製造方法。
【請求項9】
前記ベンディングフォームと前記クランプ部材にて挟持された、前記端部加工品における第一の環状膨出部を含む一方の端部側部位の端面に当接して拘束し、該端部加工品の軸方向への移動を阻止する拘束部材が、更に配設されていることを特徴とする請求項8に記載のエルボ製品の製造方法。
【請求項10】
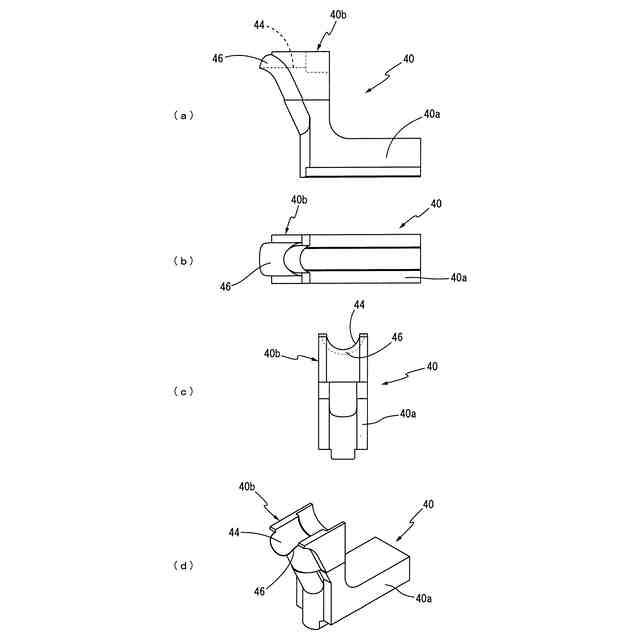
前記ベンディングフォームの曲げ加工部に設けられた前記曲げ加工溝内に収容される、前記端部加工品の曲げ加工部位における曲げ内側部位の外周面に対応する受け面を有し、該受け面による該曲げ内側部位に対する当接、支持によって、該曲げ内側部位におけるシワの発生を阻止するワイパー部材が、該端部加工品と前記ベンディングフォームにおける曲げ加工溝との間に入り込むようにして、配設されていることを特徴とする請求項8又は請求項9に記載のエルボ製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エルボ製品の製造方法及び装置に係り、特に、目的とするエルボ製品を有利に製造することの出来る方法並びにそのための装置に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来から、所定の角度に湾曲せしめられてなる曲管部を有する金属製のエルボ製品は、各種の機械や装置における継手部材等として、広く用いられてきている。具体的には、ハイブリッド車用モータオイルクーラ、EGRクーラ、角形エンジンオイルクーラ、ウォーマ&クーラ等の熱交換器の本体に対して、エルボ製品が、その一方の端部が固着されて取り付けられてなる形態において用いられており、そこでは、かかるエルボ製品の他方の端部に対して、冷却液等の液体を流通せしめるホースが接続されて、その外周部が締結バンドにて緊締せしめられるようになっている。
【0003】
そして、そのようなエルボ製品の一つとして、所定高さのリング状のビード部である環状膨出部が金属製管体の軸方向の両端部位にそれぞれ設けられ、更に、管体軸方向の中間部位にも、そのような環状膨出部が設けられてなると共に、その中間の環状膨出部と一方の端部側部位の環状膨出部との間に、所定の角度に湾曲せしめられてなる曲管部が設けられてなる構造のものが、明らかにされている。
【0004】
ところで、かかるエルボ製品は、従来から、特許第7233099号公報に示されているように、直管状のパイプ素材の両端部と中間部に、それぞれ環状膨出部を形成した後、一方の端部の環状膨出部と中間の環状膨出部との間の直管状部位を、曲げ加工にて湾曲せしめて、曲管部とすることにより、製造されている。より具体的には、先ず、図9に示されるように、所定の金属材質からなる直管状のパイプ素材102を用いて、それを、所定の成形型にクランプした状態において、軸方向に押圧する第一のプレス加工を実施して、かかる成形型に設けられた環状膨出部成形部内に、パイプ素材102の管壁部位を径方向外方に膨出せしめて、成形することにより、パイプ素材102の一方の端部側に一つの環状膨出部104aが形成される。次いで、かかるパイプ素材102の端部を更に押圧する第二のプレス加工を実施することにより、パイプ素材102の他方の端部側やその中間部位に位置せしめられてなる、成形型の環状膨出部成形部において、それぞれ、パイプ素材102の管壁部位を径方向外方に膨出せしめて、パイプ素材102の他方の端部側や中間部位に、2つの環状膨出部104b,104cが形成されるようにすることによって、目的とする3つの環状膨出部104a,104b,104cを有するプレス部材106が製造される。そして、更にその後、かかるプレス部材106を曲げ加工することによって、その一方の端部側の環状膨出部104aと中間部位の環状膨出部104cとの間の直管状部位を、所定の角度に湾曲せしめて、曲管部108を形成することによって、目的とするエルボ製品110が、製造されることとなるのである。
【0005】
しかしながら、そのようにして製造されたエルボ製品110にあっては、パイプ素材102の中間部位や他方の端部側部位に、それぞれ、環状膨出部104c、104bを形成するための第二のプレス加工に伴って、パイプ素材102が加工硬化するようになるところから、その後に、曲管部108を形成するための曲げ加工を実施する際に、パイプ割れが発生する恐れがあることに加えて、中間の環状膨出部104cの部位に変形が惹起されるという問題が内在しており、そのために、製品品質や製品の歩留まりに少なからず問題を内在するものであった。
【0006】
また、特許第6963981号公報においては、管体の両端部及び中間部にそれぞれ形成された3つの環状膨出部と、そのうちの2つの環状膨出部間に形成された所定の角度に湾曲せしめられてなる曲管部とを有するエルボ製品を製造する別の一つの方法が、明らかにされている。即ち、そこでは、直管状の長尺のパイプ材料より所定長さの直管素材を切り出し、次いで、かかる直管素材の一方の端部をプレス加工して、所定高さのリング状のビード部(環状膨出部)を形成せしめてなる端末加工素材を得る端末加工が実施される。その後、かかる端末加工素材に対して、曲げ加工を実施して、所定の角度に湾曲せしめられてなる曲管部とその端部から直線状に延びる直管状部を有するエルボ素材を形成し、更にその後、エルボ素材の直管状部に対して、ローラ加工部材による端末加工や剪断加工を施して、2つの環状膨出部の形成と直管状部の余剰の長さ部位の切除を行うことにより、目的とするエルボ製品が製造されるようになっているのであるが、このような製造方法においても、次のような問題を内在するものであった。
【0007】
すなわち、そのようなローラ加工部材を用いたエルボ素材に対する加工において、かかるエルボ素材における直管状部の端末を切除して、その長さを規定する剪断加工は、ローラ加工部材に設けた回転剪断刃部と、金型の収容部の外部開口部位に設けた固定剪断刃部とによって、金型の収容部から外部に突出せしめられているエルボ素材における直管状部の端末部位を剪断加工して、分離・除去せしめるものであるところから、必然的に、かかる直管状部の剪断部位にバリが発生することとなり、そのために、剪断加工後に、そのようなバリの除去工程が必要となるのであり、これによって工程数の増加を招き、ひいては製造コストの上昇に繋がるものであった。しかも、環状膨出部の成形加工に際しても、金型の合わせ面に材料が入り込むようになり、それによって、環状膨出部にバリ状の突条乃至は突起が生じ易く、加えて、環状膨出部の形状精度にも、少なからず問題を内在するものであった。
【先行技術文献】
【特許文献】
【0008】
特許第7233099号公報
特許第6963981号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ここにおいて、本発明は、かくの如き事情を背景にして為されたものであって、その解決課題とするところは、加工工程の低減や加工品質の向上を図りつつ、目的とするエルボ製品を容易に且つ有利に製造し得る方法と装置を提供することにある。
【課題を解決するための手段】
【0010】
そして、本発明は、上記せる課題を解決するために、以下に列挙せる如き各種の態様において、好適に実施され得るものであるが、また、以下に記載の各態様は、任意の組み合わせにおいて、採用可能である。なお、本発明の態様乃至は技術的特徴は、以下に記載のものに何等限定されることなく、明細書全体の記載、並びに図面に開示の発明思想に基づいて、認識され得るものであることが、理解されるべきである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
17日前
個人
ヘッダー加工機
5か月前
株式会社オプトン
曲げ加工装置
8か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
8か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
3か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
7か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社アマダ
曲げ加工機
8か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社TMEIC
監視装置
7か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
フジテック株式会社
金属棒曲げ工具
1か月前
株式会社不二越
転造加工用平ダイス
8か月前
株式会社三明製作所
転造装置
3か月前
加藤軽金属工業株式会社
押出材の加工装置
8か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
株式会社吉野機械製作所
プレス機械
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
ユニプレス株式会社
プレス加工装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































