TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154592
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057686
出願日
2024-03-29
発明の名称
測定装置及び方法
出願人
三菱製鋼株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
38/04 20060101AFI20251002BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】熱間材料の断面のサイズを容易に測定することができるようにする。
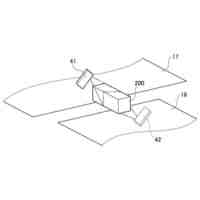
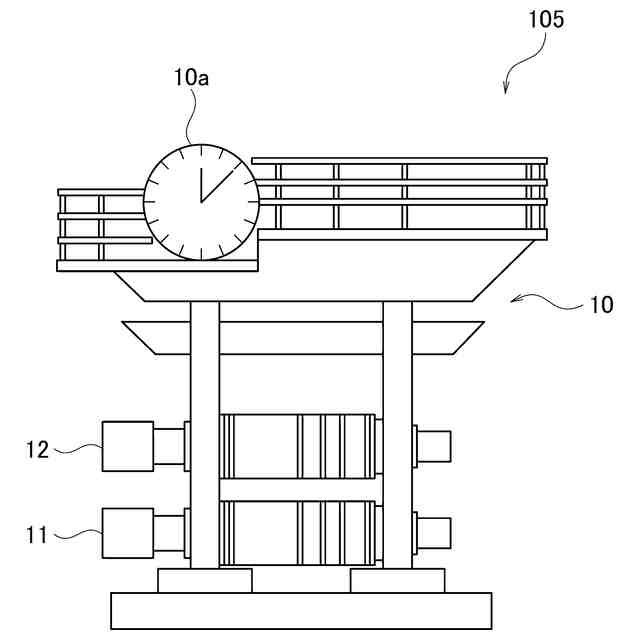
【解決手段】測定方法は、熱間圧延工程のラインに設置された分塊圧延機105で圧延される鋼材200を測定するものであって、測定する対象物に所定の平面内で光を照射し、反射光を受光した平面内における対象物の一部の輪郭を検出するセンサを用い、ラインを搬送される鋼材200を横切る平面内に配置され複数のセンサで鋼材200の一部の輪郭をそれぞれ検出する工程と、各センサで測定された鋼材200の一部の輪郭を合成して鋼材200の輪郭の少なくとも一部とする工程とを含む。
【選択図】図4
特許請求の範囲
【請求項1】
熱間圧延工程のラインに設置された機械で圧延される鋼材を測定する測定方法であって、
測定する対象物に所定の平面内で光を照射し、反射光を受光した前記平面内における前記対象物の一部の輪郭を検出するセンサを用い、前記ラインを搬送される鋼材を横切る平面内に配置され複数のセンサで前記鋼材の一部の輪郭をそれぞれ検出する工程と、
各センサで測定された前記鋼材の一部の輪郭を合成して前記鋼材の輪郭の少なくとも一部とする工程と
を含む測定方法。
続きを表示(約 730 文字)
【請求項2】
前記センサは、測定する対象物に青色レーザ光を照射する請求項1に記載の測定方法。
【請求項3】
前記鋼材の輪郭の少なくとも一部に基づいて、当該鋼材のサイズを測定する工程をさらに含む請求項1に記載の測定方法。
【請求項4】
前記サイズは、前記鋼材の幅及び高さを含む請求項3に記載の測定方法。
【請求項5】
当該鋼材のサイズが所定の範囲内にあるかどうかを判定する工程をさらに含む請求項3に記載の測定方法。
【請求項6】
前記鋼材の輪郭の少なくとも一部に基づいて、当該鋼材の傷の有無を判定する工程をさらに含む請求項1に記載の測定方法。
【請求項7】
前記鋼材の輪郭の少なくとも一部に基づいて、当該鋼材の重量を算定する工程をさらに含む請求項1に記載の測定方法。
【請求項8】
前記鋼材の輪郭の少なくとも一部に基づいて、当該鋼材の形状が通常圧延形状のものと同一であるかどうかを検出する工程をさらに含む請求項1に記載の測定方法。
【請求項9】
前記機械は、分塊圧延機であって、
鋼材に圧下して圧延する圧延ロールと、
前記鋼材を支持して前記圧延ロールに向けて搬送するローラテーブルと、
前記ローラテーブルに支持された鋼材を前記ローラテーブルの搬送方向とは交差する
方向に移動させるマニピュレータと
を含む請求項1に記載の測定方法。
【請求項10】
前記複数のセンサは、前記ラインにおいて前記分塊圧延機の下流側に配置された請求項9に記載の測定方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この発明は、分塊圧延機で圧延する鋼材のサイズ、ホットスカーフ前後の鋼材のサイズ、及び仕上圧延後の鋼材のサイズなどを測定する測定方法及び装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、鋼鉄の熱間圧延工場においては、連続鋳造設備から供給されるか又は加熱炉で加熱されたスラブ、ブルーム、ビレットなどの熱間材料をロールで圧延して所定のサイズに圧延する分塊圧延機が使用されている(特許文献1を参照)。熱間材料のサイズについては、熱間材料にレーザ光を照射して励起した発光を分析し、クロップのサイズを指定する技術が提供されている(特許文献2)。
【先行技術文献】
【特許文献】
【0003】
特開昭61-67501号公報
特開昭57-112925号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、熱間材料は高温で赤熱しているため、断面のサイズを測定することは困難であった。例えば、特許文献2に記載の技術では、熱間材料をレーザ光で励起発光させるための大出力のレーザ光源と、熱間材料の輻射光から励起光を分離するための分光装置を必要としていた。
【0005】
この発明は、上述の実情に鑑みて提案されるものであって、熱間圧延工程において搬送される熱間材料の断面のサイズを容易に測定することができるような測定装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述の課題を解決するために、この発明に係る測定方法は、熱間圧延工程のラインに設置された機械で圧延される鋼材を測定する測定方法であって、測定する対象物に所定の平面内で光を照射し、反射光を受光した平面内における対象物の一部の輪郭を検出するセンサを用い、ラインを搬送される鋼材を横切る平面内に配置され複数のセンサで鋼材の一部の輪郭をそれぞれ検出する工程と、各センサで測定された鋼材の一部の輪郭を合成して鋼材の輪郭の少なくとも一部とする工程とを含む。
【0007】
センサは、測定する対象物に青色レーザ光を照射してもよい。鋼材の輪郭の少なくとも一部に基づいて、当該鋼材のサイズを測定する工程をさらに含んでもよい。サイズは、鋼材の幅及び高さを含んでもよい。当該鋼材のサイズが所定の範囲内にあるかどうかを判定する工程をさらに含んでもよい。
【0008】
鋼材の輪郭の少なくとも一部に基づいて、当該鋼材の傷の有無を判定する工程をさらに含んでもよい。鋼材の輪郭の少なくとも一部に基づいて、当該鋼材の重量を算定する工程をさらに含んでもよい。鋼材の輪郭の少なくとも一部に基づいて、当該鋼材の形状が通常圧延形状のものと同一であるかどうかを検出する工程をさらに含んでもよい。
【0009】
機械は、分塊圧延機であって、鋼材に圧下して圧延する圧延ロールと、鋼材を支持して圧延ロールに向けて搬送するローラテーブルと、ローラテーブルに支持された鋼材をローラテーブルの搬送方向とは交差する方向に移動させるマニピュレータとを含んでもよい。複数のセンサは、ラインにおいて分塊圧延機の下流側に配置されてもよい。複数のセンサは、ラインにおいてホットスカーフの上流側又は下流側の少なくとも一方に配置されてもよい。複数のセンサは、ラインにおいて仕上圧延設備の下流側に配置されてもよい。
【0010】
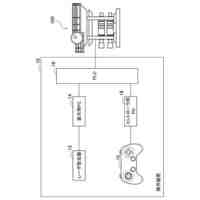
この出願に係る測定装置は、熱間圧延工程のラインに設置された機械で圧延される鋼材を測定する測定装置であって、測定する対象物に所定の平面内で光を照射し、反射光を受光した平面内における対象物の一部の輪郭を検出するセンサであって、ラインを搬送される鋼材を横切る平面内に配置された複数のセンサと、各センサで測定された鋼材の一部の輪郭を合成して鋼材の輪郭の少なくとも一部とするデジタル信号処理装置とを含む。デジタル信号処理装置は、鋼材の輪郭の少なくとも一部に基づいて、当該鋼材のサイズを測定してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱製鋼株式会社
棒鋼検査装置
1か月前
三菱製鋼株式会社
測定装置及び方法
1か月前
三菱製鋼株式会社
バネの製造方法および円筒形コイルバネ
1か月前
三菱製鋼株式会社
ステンレス鋼の製造方法、及びステンレス鋼
1か月前
三菱製鋼株式会社
操作装置
10か月前
三菱製鋼株式会社
リチウムイオン二次電池用負極材及びリチウムイオン二次電池
1か月前
個人
鋼線の連続伸線方法
17日前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
7か月前
工機ホールディングス株式会社
ニブラ
6か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社TMEIC
監視装置
7か月前
日鉄建材株式会社
成形装置
1か月前
株式会社不二越
転造加工用平ダイス
8か月前
株式会社吉野機械製作所
プレス機械
5か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
株式会社三明製作所
転造装置
3か月前
ユニプレス株式会社
プレス加工装置
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ