TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153451
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055942
出願日
2024-03-29
発明の名称
バネの製造方法および円筒形コイルバネ
出願人
三菱製鋼株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B24C
1/10 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】腐蝕による減肉があったときでも、亀裂の発生、亀裂の進展を従来よりも抑えることができるバネの製造方法を提供する。
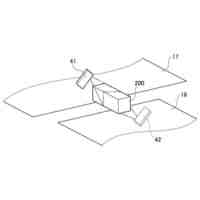
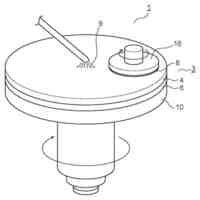
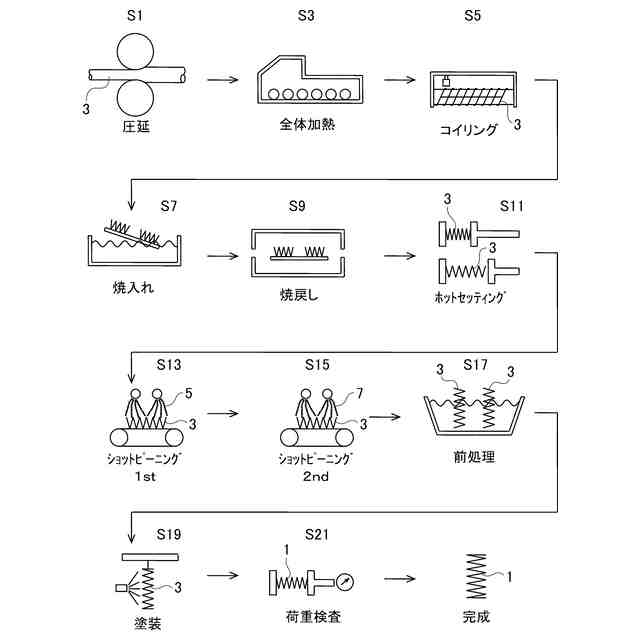
【解決手段】ショットピーニングを施す前の前処理を線材に施すショットピーニング前処理工程と、このショットピーニング前処理工程で前処理がされたコイル状の線材3に、球状に形成されており径の値が1.3mm以上であり硬度が570Hv以上である第1のメディア5を、速度70m/sec以上で投射し、第1のショットピーニングを施す第1のショットピーニング工程S13と、第1のショットピーニング工程S13での処理が施されたコイル状の線材3に、球状に形成されており径の値が第1のメディア5の径の値よりも小さい第2のメディア7を、第1のショットピーニング工程S13での速度よりも遅い速度で投射し、第2のショットピーニングを施す第2のショットピーニング工程S15とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
ショットピーニングを施す前の前処理を素材に施すショットピーニング前処理工程と、
前記ショットピーニング前処理工程で前処理がされた素材に、球状に形成されており径の値が1.3mm以上であり硬度が570Hv以上である第1のメディアを、速度70m/sec以上で投射し、第1のショットピーニングを施す第1のショットピーニング工程と、
前記第1のショットピーニング工程での処理が施された素材に、球状に形成されており径の値が前記第1のショットピーニング工程で使用された第1のメディアの径の値よりも小さい第2のメディアを、前記第1のショットピーニング工程での速度よりも遅い速度で投射し、第2のショットピーニングを施す第2のショットピーニング工程と、
を有するバネの製造方法。
続きを表示(約 500 文字)
【請求項2】
ショットピーニングを施す前の前処理を線材に施すショットピーニング前処理工程と、
前記ショットピーニング前処理工程で前処理がされたコイル状の線材に、球状に形成されており径の値が1.3mm以上であり硬度が570Hv以上である第1のメディアを、速度70m/sec以上で投射し、第1のショットピーニングを施す第1のショットピーニング工程と、
前記第1のショットピーニング工程での処理が施されたコイル状の線材に、球状に形成されており径の値が前記第1のショットピーニング工程で使用された第1のメディアの径の値よりも小さい第2のメディアを、前記第1のショットピーニング工程での速度よりも遅い速度で投射し、第2のショットピーニングを施す第2のショットピーニング工程と、
を有する円筒形コイルバネの製造方法。
【請求項3】
表面から0.28mmの深さのところでの残留応力の値が500MPa以上であり、
最大応力の値が1300MPa以上であり、
硬度の最大値が570Hv以上であり、
周方向に均等の圧縮応力が付与されている円筒形コイルバネ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、バネの製造方法および円筒形コイルバネ関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、バネの素線にショットピーニングを施すことで、腐蝕耐久性等に優れたバネを製造する方法が知られている(特許文献1、特許文献2参照)。従来の製造方法で製造されたバネは、ショットピーニングによって、バネの素線の表面から所定の深さにわたって、素線に圧縮残留応力を付与している。
【0003】
圧縮残留応力が付与されていることで、使用時での亀裂の発生、亀裂の進展を抑えることがきる。圧縮残留応力が付与されている深さ(表面からの深さ)を深くすることで、腐蝕による減肉があっても、圧縮残留応力が残る。すなわち、腐蝕による減肉によって、素線の表面からある程度の深さの部位までが、腐蝕によって失われることがある。しかし、素線付与されている圧縮残留応力が無くなることなく残っていることがある。圧縮残留応力は付与されている表面からの深さを深くすることで、バネの高強度化をはかることができる。
【先行技術文献】
【特許文献】
【0004】
特開2011―663号公報
特開2011―149036号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、バネにおいては、上述した圧縮残留応力が付与されている表面からの深さを深くして、腐蝕による減肉があったときで亀裂の発生を一層抑えたいという要望がある。
【0006】
本発明は、腐蝕による減肉があったときでも、亀裂の発生、亀裂の進展を従来よりも抑えることができるバネの製造方法および円筒形コイルバネを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の態様に係るバネの製造方法は、ショットピーニングを施す前の前処理を素材に施すショットピーニング前処理工程と、前記ショットピーニング前処理工程で前処理がされた素材に、球状に形成されており径の値が1.3mm以上であり硬度が570Hv以上である第1のメディアを、速度70m/sec以上で投射し、第1のショットピーニングを施す第1のショットピーニング工程と、前記第1のショットピーニング工程での処理が施された素材に、球状に形成されており径の値が前記第1のショットピーニング工程で使用された第1のメディアの径の値よりも小さい第2のメディアを、前記第1のショットピーニング工程での速度よりも遅い速度で投射し、第2のショットピーニングを施す第2のショットピーニング工程とを有するバネの製造方法である。
【0008】
本発明の態様に係る円筒形コイルバネの製造方法は、ショットピーニングを施す前の前処理を線材に施すショットピーニング前処理工程と、前記ショットピーニング前処理工程で前処理がされたコイル状の線材に、球状に形成されており径の値が1.3mm以上であり硬度が570Hv以上である第1のメディアを、速度70m/sec以上で投射し、第1のショットピーニングを施す第1のショットピーニング工程と、前記第1のショットピーニング工程での処理が施されたコイル状の線材に、球状に形成されており径の値が前記第1のショットピーニング工程で使用された第1のメディアの径の値よりも小さい第2のメディアを、前記第1のショットピーニング工程での速度よりも遅い速度で投射し、第2のショットピーニングを施す第2のショットピーニング工程とを有する円筒形コイルバネの製造方法である。
【0009】
本発明の態様に係る円筒形コイルバネは、表面から0.28mmの深さのところでの残留応力の値が500MPa以上であり、最大応力の値が1300MPa以上であり、硬度の最大値が570Hv以上であり、周方向に均等の圧縮応力が付与されている円筒形コイルバネである。
【発明の効果】
【0010】
本発明によれば、腐蝕による減肉があったときでも、亀裂の発生、亀裂の進展を従来よりも抑えることができるという効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱製鋼株式会社
測定装置及び方法
1か月前
個人
包丁研ぎ器具
4か月前
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
19日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
1か月前
株式会社ディスコ
被加工物の加工方法
2か月前
株式会社アイオーテック
外周加工装置
5日前
株式会社東京精密
加工装置
1か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
秀和工業株式会社
処理装置および処理方法
2か月前
ノリタケ株式会社
研磨パッド
1か月前
株式会社荏原製作所
研磨装置
26日前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
株式会社東京精密
研削装置
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社スギノマシン
ウォータージェット切断装置
11日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
Mipox株式会社
研磨部材の製造方法
3か月前
Mipox株式会社
研磨部材の製造方法
3か月前
Mipox株式会社
研磨部材の製造方法
3か月前
旭化成株式会社
研磨パッド
3か月前
株式会社ディスコ
加工装置
27日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
4か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
加工装置
2か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社クラッチ
ブラスト加工用ボックス
1か月前
株式会社ディスコ
貼り合わせウェーハの加工方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ