TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152083
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053816
出願日
2024-03-28
発明の名称
棒鋼検査装置
出願人
三菱製鋼株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01N
21/892 20060101AFI20251002BHJP(測定;試験)
要約
【課題】棒鋼に疵があるか否かを人による判断を介さずに検出することができる装置を提供する。
【解決手段】軸に関して対称形状を有する棒鋼を前記軸の方向に搬送しながら検査する棒鋼検査装置は、前記軸に対して互いに対称的に配置され、それぞれ前記棒鋼に向けられた光学変位計の対と、前記対の出力からノイズを除去するノイズ除去部であって、前記対の出力を加算により合成する合成部を備えたノイズ除去部と、閾値を記憶し、前記ノイズ除去部による演算結果と前記閾値とに基づいて疵の有無を判断する判定部と、を備える。
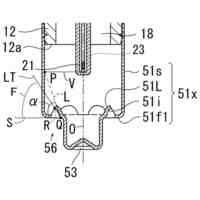
【選択図】図4
特許請求の範囲
【請求項1】
軸に関して対称形状を有する棒鋼を前記軸の方向に搬送しながら検査する棒鋼検査装置であって、
前記軸に対して互いに対称的に配置され、それぞれ前記棒鋼に向けられた光学変位計の対と、
前記対の出力からノイズを除去するノイズ除去部であって、前記対の出力を加算により合成する合成部を備えたノイズ除去部と、
閾値を記憶し、前記ノイズ除去部による演算結果と前記閾値とに基づいて疵の有無を判断する判定部と、
を備えた棒鋼検査装置。
続きを表示(約 300 文字)
【請求項2】
それぞれ前記軸に対して対称的に配置され前記棒鋼に向けられた他の光学変位計の一以上の対を、さらに備え、
複数の前記対の光学変位計は、前記軸の周りに等間隔に並べられている、請求項1の棒鋼検査装置。
【請求項3】
前記ノイズ除去部は、合成された前記出力を2点間差分演算する差分演算部をさらに含む、請求項1の棒鋼検査装置。
【請求項4】
前記対の出力を、それぞれ前記軸に対して幅方向に複数に分割し、複数の前記出力において最大値または最小値を選択して前記軸の方向に並べて前記合成部に出力するデータ変換部を、
さらに備えた請求項1の棒鋼検査装置。
発明の詳細な説明
【技術分野】
【0001】
以下の開示は、例えば丸棒のごとき棒鋼に生じた疵の有無を光学的に検出するための装置に関し、特に人による判断を介さずに疵の有無を検出することができる装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
棒鋼を含む多くの鉄鋼製品において、需要家が許容する品質基準は年々厳格になっている。例えば直径150mmの棒鋼において深さ0.5mm程度の窪みが認められるだけでも欠陥品と判定される場合がある。これは、熟練した検査員が極めて高い注意力を払って、漸くに発見できる程度のものである。一方、人員不足や長時間労働の禁止のために、検査員に過大な負担をかけられないという事情も生じている。
【0003】
表面欠陥を機械的に検出するべく、様々な装置が検討されている。例えば、渦電流センサや超音波センサを利用する技術が検討されている。前者では渦電流の流れを阻害するような特定の性状の疵にしか有効でないし、後者は微小な疵に対する感度が十分でない。
【0004】
対象物をカメラにより撮影し、画像解析により検査する技術が提案されている。特許文献1は、関連する技術を開示する。
【先行技術文献】
【特許文献】
【0005】
特表2006-510876号
【発明の概要】
【発明が解決しようとする課題】
【0006】
画像解析によっても、元々のデータに含まれるノイズの影響がないわけではなく、欠陥の有無を自動的に判定させようとすると問題が生ずる。結局のところ熟練した検査員による最終チェックが必要であり、必ずしも省力化に資するとはいえない。人による判断を介さずに疵の有無を検出することができる装置が求められている。
【課題を解決するための手段】
【0007】
軸に関して対称形状を有する棒鋼を前記軸の方向に搬送しながら検査する棒鋼検査装置は、前記軸に対して互いに対称的に配置され、それぞれ前記棒鋼に向けられた光学変位計の対と、前記対の出力からノイズを除去するノイズ除去部であって、前記対の出力を加算により合成する合成部を備えたノイズ除去部と、閾値を記憶し、前記ノイズ除去部による演算結果と前記閾値とに基づいて疵の有無を判断する判定部と、を備える。
【0008】
好ましくは、棒鋼検査装置は、それぞれ前記軸に対して対称的に配置され前記棒鋼に向けられた他の光学変位計の一以上の対を、さらに備え、複数の前記対の光学変位計は、前記軸の周りに等間隔に並べられている。あるいは好ましくは、前記ノイズ除去部は、合成された前記出力を2点間差分演算する差分演算部をさらに含む。また好ましくは、棒鋼検査装置は、前記対の出力を、それぞれ前記軸に対して幅方向に複数に分割し、複数の前記出力において最大値または最小値を選択して前記軸の方向に並べて前記合成部に出力するデータ変換部を、さらに備える。
【発明の効果】
【0009】
棒鋼に疵があるか否かを人による判断を介さずに検出することができる装置が提供される。
【図面の簡単な説明】
【0010】
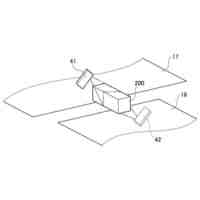
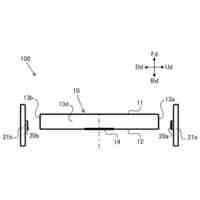
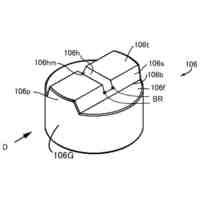
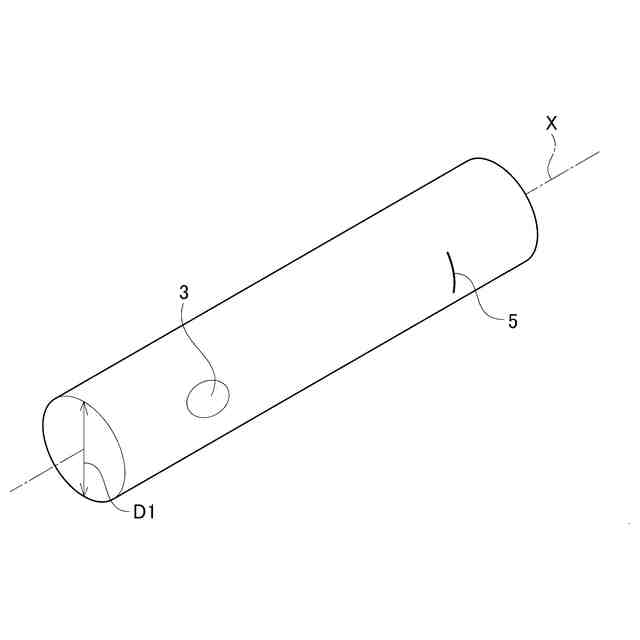
図1は、一例に基づく棒鋼の斜視図である。
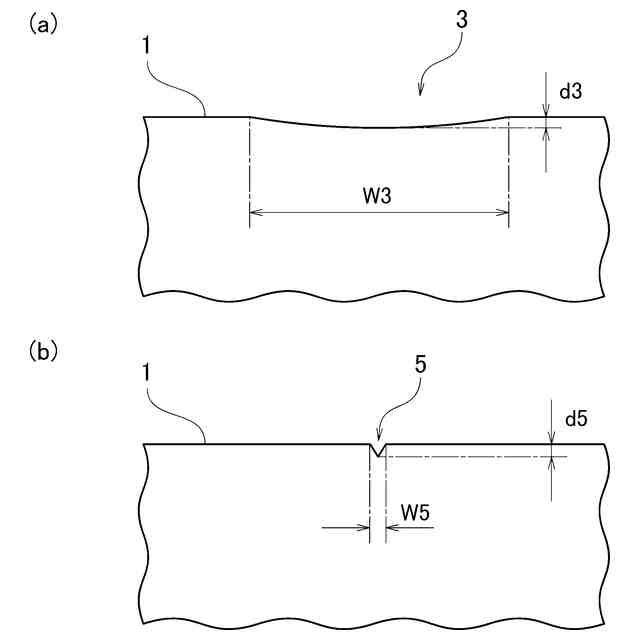
図2は、特に疵を横から拡大して見た、棒鋼の部分立面図である。
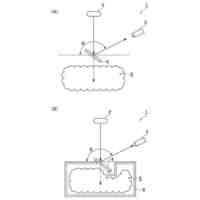
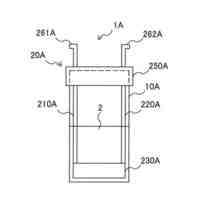
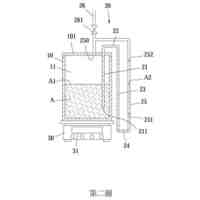
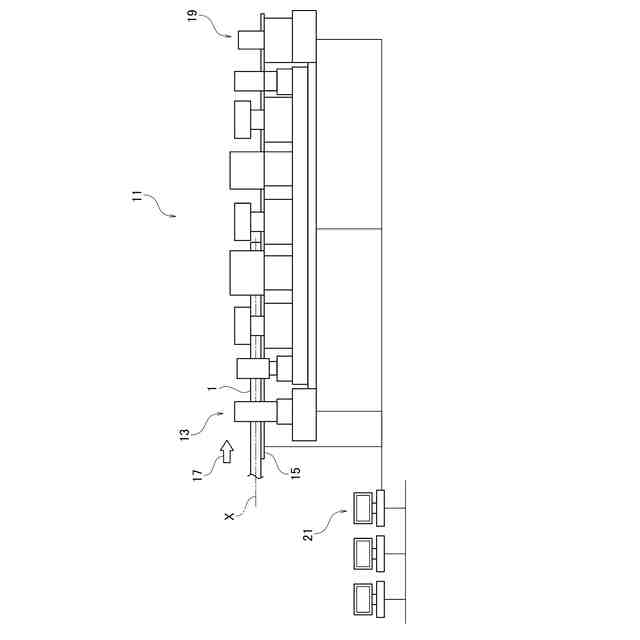
図3は、一実施形態による検査装置の模式的立面図である。
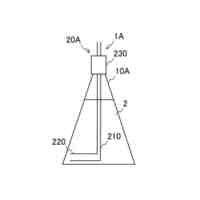
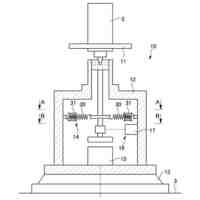
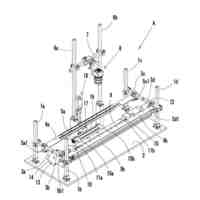
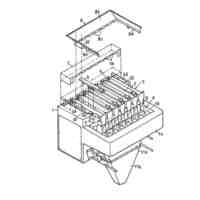
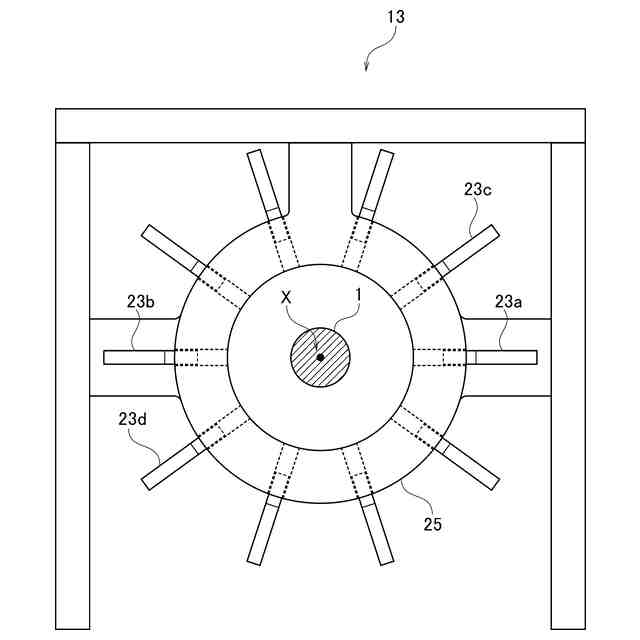
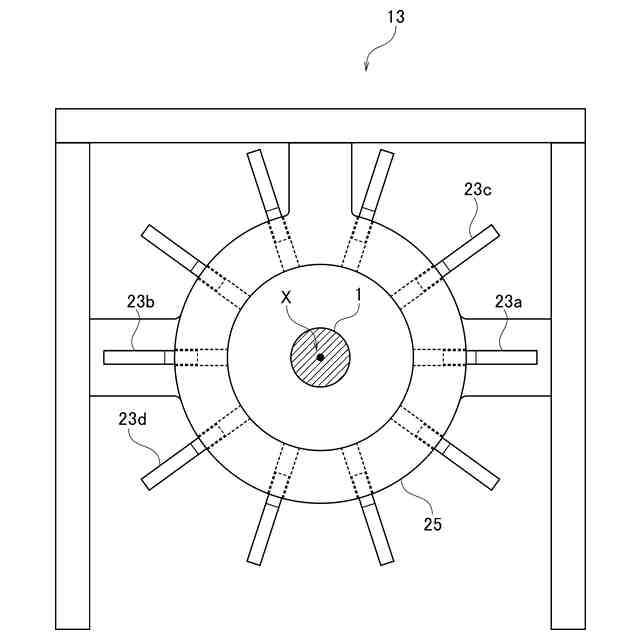
図4は、軸方向に見た疵検出装置の立面図である。
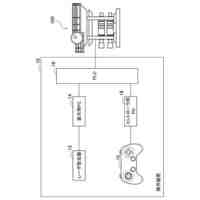
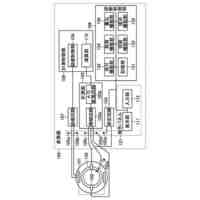
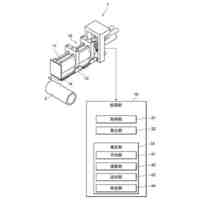
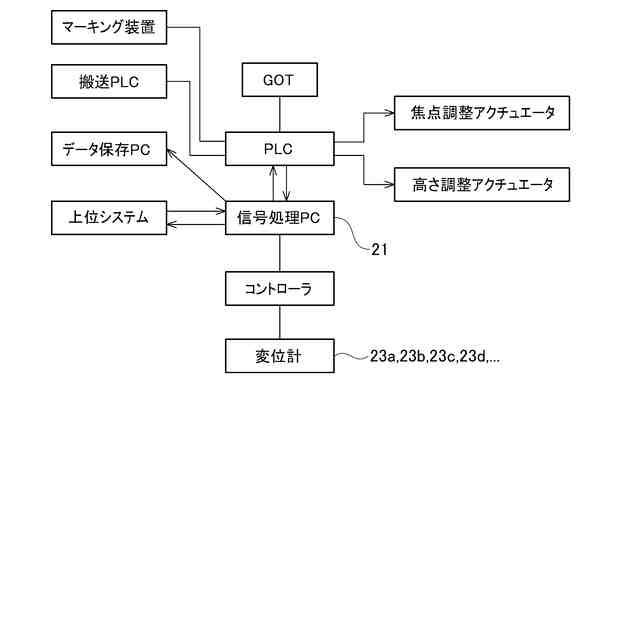
図5は、検査装置のブロックダイヤグラムである。
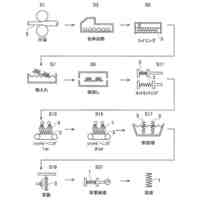
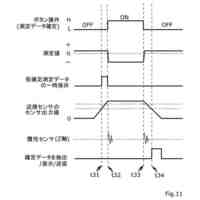
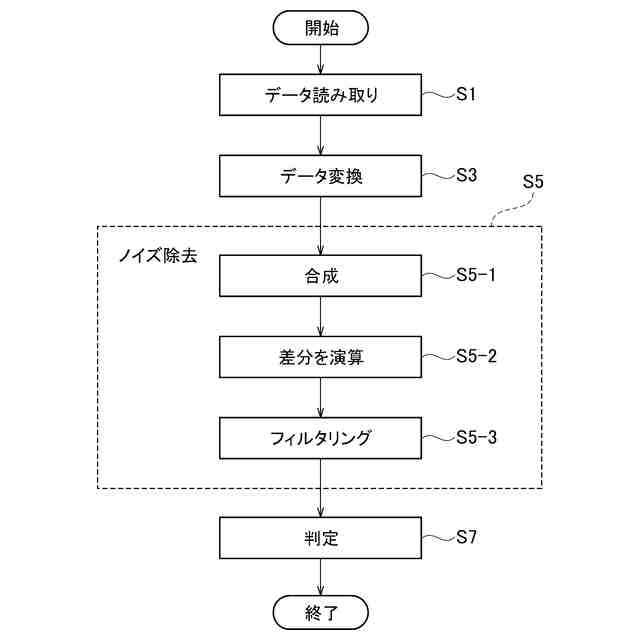
図6は、疵の有無を判定する処理のフローチャートである。
図7は、読み取ったデータを変換する処理を説明する模式的な斜視図である。
図8は、ノイズ除去の工程における各段階のデータを模式的に表すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱製鋼株式会社
棒鋼検査装置
1か月前
三菱製鋼株式会社
測定装置及び方法
1か月前
三菱製鋼株式会社
バネの製造方法および円筒形コイルバネ
1か月前
三菱製鋼株式会社
ステンレス鋼の製造方法、及びステンレス鋼
1か月前
三菱製鋼株式会社
操作装置
10か月前
三菱製鋼株式会社
リチウムイオン二次電池用負極材及びリチウムイオン二次電池
1か月前
個人
採尿及び採便具
1か月前
日本精機株式会社
検出装置
26日前
個人
計量機能付き容器
21日前
個人
高精度同時多点測定装置
1か月前
日本精機株式会社
発光表示装置
4日前
株式会社カクマル
境界杭
11日前
株式会社ミツトヨ
測定器
1か月前
甲神電機株式会社
電流検出装置
26日前
株式会社トプコン
測量装置
3日前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
21日前
日本特殊陶業株式会社
ガスセンサ
3日前
個人
非接触による電磁パルスの測定方法
24日前
日本信号株式会社
距離画像センサ
24日前
ローム株式会社
半導体装置
1か月前
個人
システム、装置及び実験方法
1か月前
愛知電機株式会社
軸部材の外観検査装置
1か月前
愛知時計電機株式会社
ガスメータ
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
日本特殊陶業株式会社
ガスセンサ
19日前
個人
計量具及び計量機能付き容器
21日前
大和製衡株式会社
組合せ計量装置
1か月前
双庸電子株式会社
誤配線検査装置
27日前
ローム株式会社
半導体装置
1か月前
キーコム株式会社
画像作成システム
11日前
株式会社タイガーカワシマ
揚穀装置
3日前
株式会社不二越
X線測定装置
24日前
日本特殊陶業株式会社
センサ
1か月前
個人
液位検視及び品質監視システム
19日前
トヨタ自動車株式会社
測定システム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ