TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025180535
公報種別
公開特許公報(A)
公開日
2025-12-11
出願番号
2024087937
出願日
2024-05-30
発明の名称
成形品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B22D
17/00 20060101AFI20251204BHJP(鋳造;粉末冶金)
要約
【課題】プレス成形品において、良好に貫通孔を形成する技術を提供する。
【解決手段】第1金型及び第2金型を用いて加工部材をプレスして、貫通孔を有する成形品を得る成形品の製造方法である。第1金型は、第1柱状部を有し、第2金型は、第2柱状部を有する。第2柱状部は、第2金型に対して第1方向側に変位可能である。当該成形品の製造方法は、第1金型又は第2金型が下死点又は上死点に変位する前に、第1柱状部の第1方向側の端部と、第2柱状部の第2方向側の端部とを当接させた当接状態とすることと、当接状態を維持しつつ、加工部材をプレスすることと、を含む。
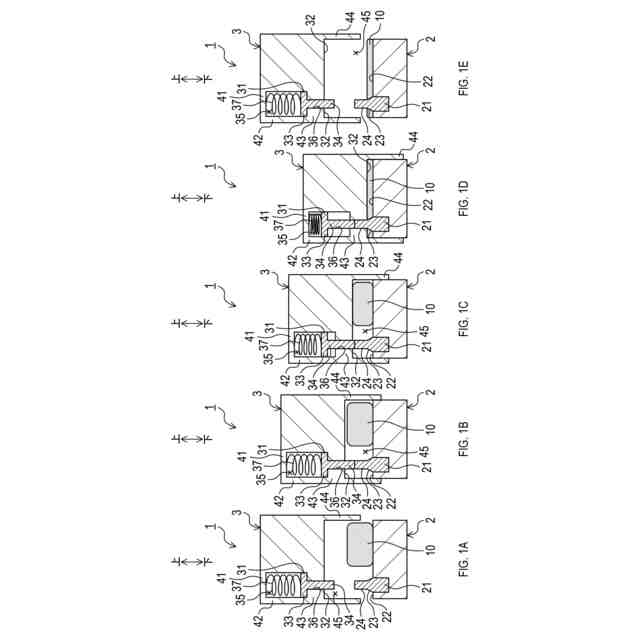
【選択図】図1
特許請求の範囲
【請求項1】
上下方向に互いに対向するように配置される第1金型及び第2金型を用いて加工部材をプレスして、上下方向に貫通する貫通孔を有する成形品を得る成形品の製造方法であって、
前記第1金型は、第1柱状部を有し、
前記第2金型は、第2柱状部を有し、
前記第1柱状部及び前記第2柱状部は、前記貫通孔を形成するための部材であって、上下方向に長さを有する柱状の部材であり、
前記第1柱状部は、前記第1金型における前記第2金型と対向する面から前記第2金型に向かう方向である第1方向側に突出するように設けられており、
前記第2柱状部は、前記第2金型における前記第1金型と対向する面から前記第1金型に向かう方向である第2方向側に突出するように設けられており、
前記第1柱状部及び前記第2柱状部は、互いに対向する位置に設けられており、
前記第2柱状部は、前記第2金型に対して前記第1方向側に変位可能であり、
前記加工部材は、流動性を有する部材であり、
当該成形品の製造方法は、
前記第1金型及び前記第2金型の間に、前記加工部材を配置することと、
前記第1金型又は前記第2金型が下死点又は上死点に変位する前に、前記第1柱状部の前記第1方向側の端部と、前記第2柱状部の前記第2方向側の端部と、を当接させた当接状態とすることと、
前記当接状態を維持しつつ、前記第1金型又は前記第2金型が下死点又は上死点に変位するまで、前記第1金型及び前記第2金型を接近させて、前記加工部材をプレスすることと、
を含む、成形品の製造方法。
続きを表示(約 610 文字)
【請求項2】
請求項1に記載の成形品の製造方法であって、
前記第2金型は、弾性を有する弾性部材を更に有し、
前記弾性部材は、前記第2柱状部を前記第2方向側に押圧可能である、成形品の製造方法。
【請求項3】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記加工部材は、半凝固金属材料、樹脂材料、又は、樹脂複合材である、成形品の製造方法。
【請求項4】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記加工部材は、半凝固アルミニウム材料である、成形品の製造方法。
【請求項5】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記当接状態に遷移したとき、前記第1柱状部が前記第1金型における前記第2金型と対向する面から前記第1方向側に突出する長さと、前記第2柱状部が前記第2金型における前記第1金型と対向する面から前記第2方向側に突出する長さと、を合わせた長さは、前記加工部材の上下方向の長さよりも大きい、成形品の製造方法。
【請求項6】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記第1柱状部は、前記第1方向と直交する断面の断面積が、前記第1金型における前記第2金型と対向する面に近づくにつれて大きくなるように構成されている、成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、貫通孔を有するプレス成形品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
下記特許文献には、第1金型と第2金型とを組み合わせた状態で、溶融したアルミニウム合金を金型内に注入してダイカスト成形を行う、成形品の製造方法が記載されている。第1金型及び第2金型は、成形品に穴を形成するための部位であって、各金型から突設する部位であるポート形成部を備えている。
【先行技術文献】
【特許文献】
【0003】
特開2007-183082号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、仮に、特許文献の第1金型及び第2金型を用いて、流動性を有する材料をプレス加工しプレス成形品を製造する場合、次のような問題が生じ得る。すなわち、第1金型及び第2金型が近接している途中で、ポート形成部が材料に当接した場合、ポート形成部に圧力がかかり、ポート形成部が変形する可能性がある。ポート形成部が変形すると、プレス成形品に良好に穴を形成することが難しい。プレス成形品に穴を形成する場合に限らず、プレス成形品に貫通孔を形成する場合にも同様の問題が生じ得る。
【0005】
本開示の一局面は、プレス成形品において、良好に貫通孔を形成する技術を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様は、上下方向に互いに対向するように配置される第1金型及び第2金型を用いて加工部材をプレスして、上下方向に貫通する貫通孔を有する成形品を得る成形品の製造方法である。第1金型は、第1柱状部を有する。第2金型は、第2柱状部を有する。第1柱状部及び第2柱状部は、貫通孔を形成するための部材であって、上下方向に長さを有する柱状の部材である。第1柱状部は、第1金型における第2金型と対向する面から第2金型に向かう方向である第1方向側に突出するように設けられている。第2柱状部は、第2金型における第1金型と対向する面から第1金型に向かう方向である第2方向側に突出するように設けられている。第1柱状部及び第2柱状部は、互いに対向する位置に設けられている。第2柱状部は、第2金型に対して第1方向側に変位可能である。加工部材は、流動性を有する部材である。当該成形品の製造方法は、第1金型及び第2金型の間に、加工部材を配置することと、第1金型又は第2金型が下死点又は上死点に変位する前に、第1柱状部の第1方向側の端部と、第2柱状部の第2方向側の端部と、を当接させた当接状態とすることと、当接状態を維持しつつ、第1金型又は第2金型が下死点又は上死点に変位するまで、第1金型及び第2金型を接近させて、加工部材をプレスすることと、を含む。
【0007】
このような構成によれば、第1柱状部、及び/又は、第2柱状部を加工部材が迂回することにより、貫通孔が形成される。また、当接状態を維持し加工部材をプレスするため、第1柱状部の第1方向側の端部と、第2柱状部の第2方向側の端部との間に加工部材が挟まりにくい。よって、良好に貫通孔を形成することができる。
【0008】
本開示の一態様は、第2金型は、弾性を有する弾性部材を更に有してもよい。弾性部材は、第2柱状部を第2方向側に押圧可能であってもよい。このような構成によれば、第2柱状部が弾性部材により第2方向側に押圧されるため、当接状態となった後、第2柱状部が第1柱状部に対して押圧可能となる。よって、当接状態を安定して維持しやすい。
【0009】
本開示の一態様では、加工部材は、半凝固金属材料、樹脂材料、又は、樹脂複合材であってもよい。このような構成によれば、半凝固金属材料、樹脂材料、又は、樹脂複合材を用いて、貫通孔を有する成形品を得ることができる。
【0010】
本開示の一態様では、加工部材は、半凝固アルミニウム材料であってもよい。このような構成によれば、半凝固アルミニウム材料を用いて、貫通孔を有する成形品を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
熱交換器
8日前
フタバ産業株式会社
熱交換器
8日前
フタバ産業株式会社
熱交換器
15日前
フタバ産業株式会社
熱交換器
15日前
フタバ産業株式会社
熱交換器
15日前
フタバ産業株式会社
熱交換器
1か月前
フタバ産業株式会社
成形品の製造方法
1日前
フタバ産業株式会社
成形品の製造方法
7日前
フタバ産業株式会社
成形品の製造方法
28日前
フタバ産業株式会社
成型品の製造方法
28日前
フタバ産業株式会社
接合体の製造方法
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
フタバ産業株式会社
アッパ部材及びバッテリケース
7日前
個人
鋼の連続鋳造用鋳型
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
トヨタ自動車株式会社
押湯入子
4か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
2か月前
芝浦機械株式会社
成形機
2日前
トヨタ自動車株式会社
中子の製造方法
5か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
アルミニウム含有粒子
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
5か月前
山石金属株式会社
アルミニウム含有粒子
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
5か月前
トヨタ自動車株式会社
ケースの製造方法
6か月前
旭有機材株式会社
鋳型の製造方法
4か月前
JFEミネラル株式会社
Ni合金粉
2か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
3か月前
芝浦機械株式会社
溶解保持炉
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ